You might also like
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- MIG Welding Training NotesDocument11 pagesMIG Welding Training NotesJrich19No ratings yet
- Introduction to Welding and Brazing: The Commonwealth and International Library: Welding DivisionFrom EverandIntroduction to Welding and Brazing: The Commonwealth and International Library: Welding DivisionNo ratings yet
- Modern WeldingDocument47 pagesModern Weldingaqhammam100% (2)
- Welding Procedure: Dura-Tuff Grouser ProductsDocument4 pagesWelding Procedure: Dura-Tuff Grouser ProductsEhab Attia SelimNo ratings yet
- The Physics of Welding: International Institute of WeldingFrom EverandThe Physics of Welding: International Institute of WeldingRating: 1.5 out of 5 stars1.5/5 (2)
- Stick Electrode Welding GuideDocument44 pagesStick Electrode Welding GuideTrajan AureliusNo ratings yet
- Standard Symbols For Welding AWS A2.4: Prof. Alber Alphonse Sadek Head of Welding Technology and Inspection Dept., CMRDIDocument68 pagesStandard Symbols For Welding AWS A2.4: Prof. Alber Alphonse Sadek Head of Welding Technology and Inspection Dept., CMRDIzaki fadl67% (3)
- Metalworking Tig WeldingDocument11 pagesMetalworking Tig WeldingPutra Pratama100% (8)
- Basic WeldingDocument40 pagesBasic WeldingVishnu Vardhan . C100% (8)
- Welding Math and PhysicsDocument19 pagesWelding Math and PhysicsJose Cencič100% (1)
- Standards survey for fusion welding qualityDocument1 pageStandards survey for fusion welding qualitybasaricaNo ratings yet
- Arc Welding Positions GuideDocument54 pagesArc Welding Positions GuideImel Gorgonia100% (1)
- How To MIG Weld - TutorialDocument54 pagesHow To MIG Weld - Tutorialdhruval19100% (2)
- 1.lesson Plan Welding Basic Metals - 0 - 0Document6 pages1.lesson Plan Welding Basic Metals - 0 - 0Romel A. De GuiaNo ratings yet
- Welding TechniquesDocument143 pagesWelding TechniquesthehraoNo ratings yet
- Weld Imperfections and Preventive MeasuresDocument25 pagesWeld Imperfections and Preventive Measuresecaph244100% (1)
- Oxywelding Cutting To StudentsDocument45 pagesOxywelding Cutting To StudentsFemi TokunboNo ratings yet
- Welding ProcessesDocument51 pagesWelding ProcessesAtul100% (4)
- Welding SkillsDocument738 pagesWelding SkillsRoberto Perez60% (10)
- Stick Welding EngDocument6 pagesStick Welding EngWilmer Ramírez MerejildoNo ratings yet
- WeldingDocument151 pagesWeldingwoodlandsoup7No ratings yet
- Welding Technology D1.1Document69 pagesWelding Technology D1.1rpcampbell100% (2)
- Welding ProcessDocument6 pagesWelding ProcessRENGANATHAN PNo ratings yet
- Lincoln Welders Learn To Weld Manual LTW1Document14 pagesLincoln Welders Learn To Weld Manual LTW1cam100% (1)
- Welding SkillsDocument738 pagesWelding SkillsDuc Thin94% (18)
- Unitor Maintenance and Repair Welding: The Solutions GuideDocument1 pageUnitor Maintenance and Repair Welding: The Solutions GuideNuzhat Ali100% (1)
- Welding HandbookDocument197 pagesWelding Handbookali652272583% (6)
- Titanium WeldingDocument6 pagesTitanium WeldingMichael ClaphamNo ratings yet
- Arc Welding Methods GuideDocument115 pagesArc Welding Methods GuideRajesh Routray100% (2)
- Sawing, Filing & BroachingDocument35 pagesSawing, Filing & BroachingbobolofoNo ratings yet
- 12 Tig WeldingDocument8 pages12 Tig WeldingSampath KumarNo ratings yet
- Welding Stainless Steels-LincolnelectricDocument40 pagesWelding Stainless Steels-LincolnelectricsachinumaryeNo ratings yet
- Welding Methods Dr. A. ClaudeDocument11 pagesWelding Methods Dr. A. ClaudeEagle HawkNo ratings yet
- (EW-492) - Flux Cored Arc Welding-Hobart Institute of Welding Technology (Yasser Tawfik)Document106 pages(EW-492) - Flux Cored Arc Welding-Hobart Institute of Welding Technology (Yasser Tawfik)Khaled Gamal100% (1)
- Shielded Metal Arc Welding: Mild Steel III (E6011)Document33 pagesShielded Metal Arc Welding: Mild Steel III (E6011)greatsteelNo ratings yet
- Optimize your stick welding techniqueDocument10 pagesOptimize your stick welding techniqueElham Jaraine Garcia LptNo ratings yet
- Welding Techniques and Remedies for Common DefectsDocument38 pagesWelding Techniques and Remedies for Common DefectsLunilyn Ortega100% (1)
- SMAW Straight Bead GuideDocument7 pagesSMAW Straight Bead GuideFelix MilanNo ratings yet
- 5 Steps in Stick WeldingDocument7 pages5 Steps in Stick WeldingEm Hernandez AranaNo ratings yet
- 13 Common Types of Welding Defects PDFDocument13 pages13 Common Types of Welding Defects PDFAlexandros KritsotakisNo ratings yet
- Welding ProceduresDocument16 pagesWelding Proceduresbudi santosaNo ratings yet
- 01 - WELDING DEFECTS (Surface) - May 2021Document28 pages01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoNo ratings yet
- Striking ArcDocument96 pagesStriking ArcJohn Wilner DirectoNo ratings yet
- Smaw TRHSDocument32 pagesSmaw TRHSnareshNo ratings yet
- 5 Essentials of Shielded Metal Arc WeldingDocument15 pages5 Essentials of Shielded Metal Arc WeldingSally Java Senayo100% (3)
- Welding Webinar - 27th JuneDocument106 pagesWelding Webinar - 27th JuneVishnu Vardhan100% (1)
- Hot Metal Skills Arc Welding GuideDocument12 pagesHot Metal Skills Arc Welding Guideaddayesudas100% (1)
- Flux Cored GTAW Wires-EPRI Guideleines.Document3 pagesFlux Cored GTAW Wires-EPRI Guideleines.Mohammed Nazeer Nizam BashaNo ratings yet
- Xa00152120 Welding Defects February 2011Document1 pageXa00152120 Welding Defects February 2011Mehmet Soysal100% (1)
- Basics in WeldingDocument63 pagesBasics in WeldingK JeevanNo ratings yet
- Chap 9-SMAW Beads Fillet WeldsDocument47 pagesChap 9-SMAW Beads Fillet WeldsSally Java SenayoNo ratings yet
- 5 Essentials in WeldingDocument23 pages5 Essentials in WeldingAlexander OrsenoNo ratings yet
- Best Weld PracticeDocument4 pagesBest Weld PracticeHabib ur RehmanNo ratings yet
- SMAWDocument32 pagesSMAWvikasbhadoria9894No ratings yet
- Repair Welds: Mark/Locate Weld: DefectsDocument23 pagesRepair Welds: Mark/Locate Weld: DefectsJhultran KatipunanNo ratings yet
- Correct Electrode Size, 2. Current, 3. Arc Length or Voltage, 4.travel Speed and 5. Electrode AnglesDocument15 pagesCorrect Electrode Size, 2. Current, 3. Arc Length or Voltage, 4.travel Speed and 5. Electrode AnglesJennzelAgravanteAbelloNo ratings yet
- 6. essentials [Compatibility Mode]Document17 pages6. essentials [Compatibility Mode]Jamie LaoNo ratings yet
- Welding Week 1Document27 pagesWelding Week 1Chriv SokundavannNo ratings yet
- Gujrat Newspaper IndustryDocument14 pagesGujrat Newspaper IndustryAlok MahajanNo ratings yet
- An Implementation of Illuminance Meter Using Light Dependent Resistor Integrated With Labview ProgramDocument11 pagesAn Implementation of Illuminance Meter Using Light Dependent Resistor Integrated With Labview ProgramAshraf YusofNo ratings yet
- Collective BargainingDocument18 pagesCollective Bargainingchandni kundel100% (3)
- T e 2552674 Percy Polls Peculiar Plants Fiction Year 5 Reading Comprehension - Ver - 5Document20 pagesT e 2552674 Percy Polls Peculiar Plants Fiction Year 5 Reading Comprehension - Ver - 5mariam osamaNo ratings yet
- 32 Productivity Increase in A PeirceSmith Convert 153013Document14 pages32 Productivity Increase in A PeirceSmith Convert 153013amirlpNo ratings yet
- Kristine Jane T. Zipagan Assignment: 1. Parts of InfographicsDocument2 pagesKristine Jane T. Zipagan Assignment: 1. Parts of InfographicsChristyNo ratings yet
- Rate of ChangeDocument22 pagesRate of ChangeTrisha MariehNo ratings yet
- Document Revision TableDocument11 pagesDocument Revision Tableseva1969No ratings yet
- Self-test on the COSO ERM frameworkDocument6 pagesSelf-test on the COSO ERM frameworkLady BirdNo ratings yet
- ISO 9000 Standards Guide Quality Systems InternationallyDocument12 pagesISO 9000 Standards Guide Quality Systems InternationallyArslan Saleem0% (1)
- Gen Z WhitepaperDocument13 pagesGen Z Whitepaperjurgute2000No ratings yet
- Pricing For International Markets 1. Discuss The Causes of and Solutions For Parallel (Grey Markets) Imports and Their Effects On PriceDocument23 pagesPricing For International Markets 1. Discuss The Causes of and Solutions For Parallel (Grey Markets) Imports and Their Effects On PricePeter Mboma100% (1)
- Eddy Current Testing Exam Questions Assignment2Document1 pageEddy Current Testing Exam Questions Assignment2Narotam Kumar GupteshwarNo ratings yet
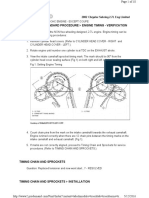
- 02+sebring+2.7+timing+chainDocument10 pages02+sebring+2.7+timing+chainMaushil Salman MarkNo ratings yet
- Urbanclap 160731135642Document20 pagesUrbanclap 160731135642Kaustav Dey100% (1)
- PIRA - 2022 - ESTIMATED FMV As of October 2022Document48 pagesPIRA - 2022 - ESTIMATED FMV As of October 2022Aggy ReynadoNo ratings yet
- San Lam Stratus FundsDocument2 pagesSan Lam Stratus FundsTiso Blackstar GroupNo ratings yet
- WEEK 7 ICPS - and - ICSSDocument31 pagesWEEK 7 ICPS - and - ICSScikguhafidzuddinNo ratings yet
- Orphanage Cum Old Age Home: Amruta Prakash BedmuthaDocument2 pagesOrphanage Cum Old Age Home: Amruta Prakash BedmuthaNamrata Bhandari100% (1)
- Recipe of Medical AirDocument13 pagesRecipe of Medical AirMd. Rokib ChowdhuryNo ratings yet
- Module 3 - Tennnis: Cit Colleges of Paniqui Foundation IncDocument14 pagesModule 3 - Tennnis: Cit Colleges of Paniqui Foundation IncLahra BalanciaNo ratings yet
- Data Sheet Ads1292rDocument69 pagesData Sheet Ads1292rKaha SyawalNo ratings yet
- Consumer Reports Buying Guide 2021Document227 pagesConsumer Reports Buying Guide 2021fatso68100% (1)
- African in The Modern WorldDocument18 pagesAfrican in The Modern WorldSally AnkomaahNo ratings yet
- F5 GTM Concepts Guide v11Document209 pagesF5 GTM Concepts Guide v11Majnu SmNo ratings yet
- Age Hardening Gold Alloys For JewelryDocument4 pagesAge Hardening Gold Alloys For JewelryReinol Eko SianturiNo ratings yet
- FS Jack: Information GuideDocument12 pagesFS Jack: Information GuideGemma gladeNo ratings yet
- ACP Programs ListDocument3 pagesACP Programs ListShreeya BhatNo ratings yet
- Blackmores LTDDocument5 pagesBlackmores LTDEddy MusyokaNo ratings yet
- Valuation of Mineral Resources in Selected FinanciDocument12 pagesValuation of Mineral Resources in Selected FinanciBill LiNo ratings yet
























































![6. essentials [Compatibility Mode]](https://imgv2-1-f.scribdassets.com/img/document/724555993/149x198/401919ea2c/1713510754?v=1)