You might also like
- Weld DefectDocument15 pagesWeld DefectahmadNo ratings yet
- Stick Welding - How To Create High Quality WeldsDocument5 pagesStick Welding - How To Create High Quality Weldssenthil4youNo ratings yet
- Most Common Welding Defects ExplainedDocument6 pagesMost Common Welding Defects ExplainedManila CastilloNo ratings yet
- Welding Defects Part 4Document56 pagesWelding Defects Part 4Nanang Cesc UttaNo ratings yet
- Most Common Types of Welding DefectsDocument23 pagesMost Common Types of Welding DefectsRommel GocotanoNo ratings yet
- Welding Defects and Remedies: Lack of Fusion Incomplete Penetration Undercutting Porosity Longitudinal CrackingDocument9 pagesWelding Defects and Remedies: Lack of Fusion Incomplete Penetration Undercutting Porosity Longitudinal Crackinglakshmigsr6610No ratings yet
- Welding DefectsDocument27 pagesWelding DefectsrobinfanshaweNo ratings yet
- Creating High Quality Stick WeldsDocument2 pagesCreating High Quality Stick WeldsMaria MantillaNo ratings yet
- Repair Welds: Mark/Locate Weld: DefectsDocument23 pagesRepair Welds: Mark/Locate Weld: DefectsJhultran KatipunanNo ratings yet
- 10 Welding Defects & RemediesDocument12 pages10 Welding Defects & RemediesvilukNo ratings yet
- Learning ObjectivesDocument19 pagesLearning Objectivesfred gallardoNo ratings yet
- REQUIRME_ASSIGNMENT3Document4 pagesREQUIRME_ASSIGNMENT3Cyber RoseNo ratings yet
- Weld Defects and DiscontinuitiesDocument78 pagesWeld Defects and DiscontinuitiesGilbert MendozaNo ratings yet
- Welding Defects GuideDocument5 pagesWelding Defects GuideJay R ChivaNo ratings yet
- Welding TechniqueDocument22 pagesWelding TechniqueNavasca Randee100% (1)
- Welding DefectDocument33 pagesWelding DefectabdoNo ratings yet
- Welding Defects: Their Causes and PreventionDocument18 pagesWelding Defects: Their Causes and PreventionsanjaykumarmauryaNo ratings yet
- 11 Common Welding Defects and How To Prevent ThemDocument7 pages11 Common Welding Defects and How To Prevent ThemRez HabloNo ratings yet
- Correct Electrode Size, 2. Current, 3. Arc Length or Voltage, 4.travel Speed and 5. Electrode AnglesDocument15 pagesCorrect Electrode Size, 2. Current, 3. Arc Length or Voltage, 4.travel Speed and 5. Electrode AnglesJennzelAgravanteAbelloNo ratings yet
- 01 - WELDING DEFECTS (Surface) - May 2021Document28 pages01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoNo ratings yet
- A Common Case of Incomplete PenetrationDocument6 pagesA Common Case of Incomplete PenetrationImtiyaz AliNo ratings yet
- Defects and Discontinuities GuideDocument68 pagesDefects and Discontinuities GuideRahulKumarNo ratings yet
- Welding Techniques and Remedies for Common DefectsDocument38 pagesWelding Techniques and Remedies for Common DefectsLunilyn Ortega100% (1)
- 5 Essentials of Shielded Metal Arc WeldingDocument15 pages5 Essentials of Shielded Metal Arc WeldingSally Java Senayo100% (3)
- Weld DefectsDocument48 pagesWeld DefectsStewart StevenNo ratings yet
- Top Welding Defects - Incomplete Penetration, Fusion, Undercutting & MoreDocument4 pagesTop Welding Defects - Incomplete Penetration, Fusion, Undercutting & MoreMaddyNo ratings yet
- Tips For Avoiding Common FluxDocument5 pagesTips For Avoiding Common FluxSarinKumarNo ratings yet
- Teknologi Dan Rekayasa: Mengelas Tingkat Lanjut Dengan Proses Las Busur ManualDocument24 pagesTeknologi Dan Rekayasa: Mengelas Tingkat Lanjut Dengan Proses Las Busur ManualNur CholisNo ratings yet
- Introduction To WeldingDocument153 pagesIntroduction To WeldingNyanda MalashiNo ratings yet
- Lec24 PDFDocument69 pagesLec24 PDFsskiitbNo ratings yet
- WELDING InspectionDocument89 pagesWELDING InspectionMaclaurinHeronNo ratings yet
- Experiment No.: - Effect of Change of Welding Parameters On Weld Quality AimDocument3 pagesExperiment No.: - Effect of Change of Welding Parameters On Weld Quality AimVandan GundaleNo ratings yet
- Common Welding ProblemsDocument6 pagesCommon Welding ProblemsJefri Syahdia SinagaNo ratings yet
- Welding Defects - PresentationDocument40 pagesWelding Defects - Presentationforgameslive100% (17)
- Day 1Document47 pagesDay 1vinay1999No ratings yet
- Weld Defect - WikeepidiaDocument5 pagesWeld Defect - Wikeepidiapuri16No ratings yet
- Welding Defects - Causes and RemediesDocument51 pagesWelding Defects - Causes and Remediesmilind94% (18)
- Heat-Affected Zone (HAZ) Defects, Causes and Remedies GuideDocument24 pagesHeat-Affected Zone (HAZ) Defects, Causes and Remedies GuideRamu Amara100% (1)
- WeldingDocument41 pagesWeldinggigiphiNo ratings yet
- INSPECTION SCHEDULE AND DEFECTSDocument17 pagesINSPECTION SCHEDULE AND DEFECTSRishu GuptaNo ratings yet
- Richard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerDocument80 pagesRichard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerScott K.L LeeNo ratings yet
- Fleet Welding Intermediate SMAW Stick Welding V1 05092014Document70 pagesFleet Welding Intermediate SMAW Stick Welding V1 05092014Maxcy LeoNo ratings yet
- Welding ImpuritiesDocument11 pagesWelding ImpuritiesapNo ratings yet
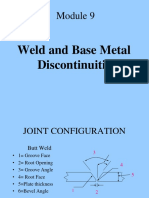
- Weld and Base Metal DiscontinuitiesDocument74 pagesWeld and Base Metal DiscontinuitiesMohamed Saleh100% (1)
- Metal ExerciseDocument3 pagesMetal ExercisemattyamaniNo ratings yet
- WELDING EssentialsDocument4 pagesWELDING Essentialslouieoren berondoNo ratings yet
- Hot Metal Skills Arc Welding GuideDocument12 pagesHot Metal Skills Arc Welding Guideaddayesudas100% (1)
- Welding Defects - Its Causes and Remedial Actions & Safety in Oxyfuel Gas CuttingDocument144 pagesWelding Defects - Its Causes and Remedial Actions & Safety in Oxyfuel Gas CuttingSuraj RawatNo ratings yet
- 5 Steps in Stick WeldingDocument7 pages5 Steps in Stick WeldingEm Hernandez AranaNo ratings yet
- Best Weld PracticeDocument4 pagesBest Weld PracticeHabib ur RehmanNo ratings yet
- Xa00152120 Welding Defects February 2011Document1 pageXa00152120 Welding Defects February 2011Mehmet Soysal100% (1)
- Welding Defects Guide: Causes and PreventionDocument63 pagesWelding Defects Guide: Causes and PreventionKhalid HafezNo ratings yet
- Chap 9-SMAW Beads Fillet WeldsDocument47 pagesChap 9-SMAW Beads Fillet WeldsSally Java SenayoNo ratings yet
- Defects and Discontinuities: Boiler and Mechanical PowerDocument78 pagesDefects and Discontinuities: Boiler and Mechanical PowerthejusNo ratings yet
- Basic Welding TermsDocument43 pagesBasic Welding TermsmailbkraoNo ratings yet
- Eastwood Stitch Welder ManualDocument9 pagesEastwood Stitch Welder Manualb0beiiiNo ratings yet
- Experiment No.8 AFFANDocument4 pagesExperiment No.8 AFFANSheikh Aasi AasiNo ratings yet
- Types & Causes of Welding DefectsDocument9 pagesTypes & Causes of Welding DefectsshankarNo ratings yet
- Welding Inspection ProcedureDocument7 pagesWelding Inspection ProcedureAlexandros KritsotakisNo ratings yet
- TB02003 - Integration of Vibration SignalsDocument3 pagesTB02003 - Integration of Vibration SignalsAlexandros KritsotakisNo ratings yet
- Vibration MeasurementDocument42 pagesVibration MeasurementChockkalingam Subramanian100% (2)
- DNV Webinar MMS 03feb2022 PDFDocument40 pagesDNV Webinar MMS 03feb2022 PDFAlexandros KritsotakisNo ratings yet
- Prepare for 2020 Sulphur Cap with FONARDocument1 pagePrepare for 2020 Sulphur Cap with FONARAlexandros KritsotakisNo ratings yet
- Vibration Analysis GuideDocument128 pagesVibration Analysis GuideJuan Jose Jimenez Gamez100% (1)
- Vibration Analysis Handbook - James TaylorDocument345 pagesVibration Analysis Handbook - James Taylormmbataineh91% (33)
- Bearings and Gearbox DiagnosticsDocument37 pagesBearings and Gearbox DiagnosticsFelly AntaNo ratings yet
- PMP Rule RequirementDocument24 pagesPMP Rule RequirementAlexandros KritsotakisNo ratings yet
- TMSA3 FAQsDocument3 pagesTMSA3 FAQsiomerkoNo ratings yet
- Inspections Surveys and CertificatesDocument79 pagesInspections Surveys and CertificatesBhalchandra Chandakkar100% (1)
- Best Practice Guide For Vessel Operators: Capt. Roy M. MathurDocument36 pagesBest Practice Guide For Vessel Operators: Capt. Roy M. MathurReuben LanfrancoNo ratings yet
- Presented By: Michael Miller RE MasonDocument50 pagesPresented By: Michael Miller RE MasonAshok100% (1)
- Rules For Classification and Construction I Ship Technology: 1 Seagoing ShipsDocument56 pagesRules For Classification and Construction I Ship Technology: 1 Seagoing ShipsTimmyJuriNo ratings yet
- Advanced CMMS MetricsDocument17 pagesAdvanced CMMS Metricscderin2000No ratings yet
- Static and Dynamic Balancing of Rigid RotorsDocument20 pagesStatic and Dynamic Balancing of Rigid RotorsTeng Soon Chye100% (1)
- Dry DockingDocument84 pagesDry DockingInder Mukhopadhyay100% (5)
- TCM - QWI002 Data Collection and Analysis With Marine CM Kit R4Document44 pagesTCM - QWI002 Data Collection and Analysis With Marine CM Kit R4Alexandros KritsotakisNo ratings yet
- TANKER CAPBook Rev 14 April 2020Document20 pagesTANKER CAPBook Rev 14 April 2020Alexandros Kritsotakis100% (1)
- UR Z pdf2694 PDFDocument857 pagesUR Z pdf2694 PDFNavnath GawasNo ratings yet
- TCM - QWI001 CM Point Labeling and Quick Connect Stud Mounting R1Document11 pagesTCM - QWI001 CM Point Labeling and Quick Connect Stud Mounting R1Alexandros KritsotakisNo ratings yet
- Client Guidance M&C Rev 9 April 2020Document10 pagesClient Guidance M&C Rev 9 April 2020Alexandros KritsotakisNo ratings yet
- Client Guidance Hull Rev 11 April 2020Document12 pagesClient Guidance Hull Rev 11 April 2020Alexandros KritsotakisNo ratings yet
- Cleaning of Heavy Fuel Oil and Maximum 0.10% Sulphur Fuels: Service Letter SL2017-638/DOJADocument6 pagesCleaning of Heavy Fuel Oil and Maximum 0.10% Sulphur Fuels: Service Letter SL2017-638/DOJAabhijit_11No ratings yet
- Preparing for operation on 0.50% sulphur fuelsDocument5 pagesPreparing for operation on 0.50% sulphur fuelsDad’s Adventures LanderoNo ratings yet
- Man Ps 2020 Brochure Jan 2019Document13 pagesMan Ps 2020 Brochure Jan 2019Alexandros KritsotakisNo ratings yet
- FDA CAPBook Rev 9 April 2020Document28 pagesFDA CAPBook Rev 9 April 2020Alexandros KritsotakisNo ratings yet
- MAN SL2018-659 - JAP (2018.03) - Cerment-Coated Piston Rings For Low-Sulphur Fuels (0.5% or Lower)Document9 pagesMAN SL2018-659 - JAP (2018.03) - Cerment-Coated Piston Rings For Low-Sulphur Fuels (0.5% or Lower)GrandpaNo ratings yet
- Sl2014 593 Guidelines For Operation On 01fuels Small SizeDocument17 pagesSl2014 593 Guidelines For Operation On 01fuels Small SizeArun SNo ratings yet
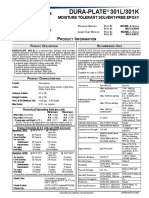
- Dura-Plate 301 L KDocument4 pagesDura-Plate 301 L KhainguyenbkvhvNo ratings yet
- Bacte Lab Prelims PDFDocument15 pagesBacte Lab Prelims PDFRochellane Ramos PlasabasNo ratings yet
- Lesson 4: Leadership and The YouthDocument7 pagesLesson 4: Leadership and The Youthciedelle arandaNo ratings yet
- Heat Treatment of SteelsDocument9 pagesHeat Treatment of SteelsAnkit MauryaNo ratings yet
- Air Separation Units (Asus) Simulation Using Aspen Hysys at Oxinor I of Air Liquid Chile S.A PlantDocument8 pagesAir Separation Units (Asus) Simulation Using Aspen Hysys at Oxinor I of Air Liquid Chile S.A PlantMohammad Yasser RamzanNo ratings yet
- Jan 2016Document20 pagesJan 2016saraNo ratings yet
- Effervescent Granules LabDocument18 pagesEffervescent Granules LabHafiz AnwariNo ratings yet
- International BureauDocument33 pagesInternational BureauBobNo ratings yet
- First Summative Test in Science 6Document2 pagesFirst Summative Test in Science 6John Amper PesanoNo ratings yet
- Quantitative Determination of Acid Phosphatase (ACP)Document4 pagesQuantitative Determination of Acid Phosphatase (ACP)Eric Valery TAHOUE NOUMSINo ratings yet
- Act 1Document6 pagesAct 1Rejie Boy CortesNo ratings yet
- Reactive DyesDocument24 pagesReactive DyesrehanabbaciNo ratings yet
- Volumetric Feeders 627Document8 pagesVolumetric Feeders 627Luis Gerardo Chavez CovarrubiasNo ratings yet
- Organic Molecules Building Blocks of LifeDocument4 pagesOrganic Molecules Building Blocks of LifeAngelica Calamba CalicaNo ratings yet
- Introduction to Alcohols and Their StructureDocument14 pagesIntroduction to Alcohols and Their StructureSamrina NepalNo ratings yet
- Energy Balances Procedure Single Component and Double Component SystemDocument24 pagesEnergy Balances Procedure Single Component and Double Component Systemhazyhazy9977100% (1)
- Chapter 10: Using Nuclear Magne8c Resonance Spectroscopy To Deduce StructureDocument53 pagesChapter 10: Using Nuclear Magne8c Resonance Spectroscopy To Deduce StructureVivek Earnest nathNo ratings yet
- Elementis-Bentone Ew - TDSDocument2 pagesElementis-Bentone Ew - TDSmgamal1080No ratings yet
- Welding Electrodes Details PDFDocument21 pagesWelding Electrodes Details PDFNur SkNo ratings yet
- Savant Brochrue NewDocument12 pagesSavant Brochrue Newrajarao001No ratings yet
- M. Pharm SyllabusDocument64 pagesM. Pharm SyllabusNirali DongaNo ratings yet
- TC1200 Product BrochureDocument1 pageTC1200 Product BrochureKhalfan AlshaibiNo ratings yet
- Narcotic Controlled and Semi-Controlled Medications ManagementDocument11 pagesNarcotic Controlled and Semi-Controlled Medications Managementshajahanputhusseri100% (1)
- Physioex Lab Report: Pre-Lab Quiz ResultsDocument4 pagesPhysioex Lab Report: Pre-Lab Quiz ResultsPavel MilenkovskiNo ratings yet
- 2023 Research Lab 1 1Document23 pages2023 Research Lab 1 1Claudine DelacruzNo ratings yet
- 2Document22 pages2Irra PandeyNo ratings yet
- Analysis of Anionic Surfactants - LC100020 - EDocument1 pageAnalysis of Anionic Surfactants - LC100020 - EjcencicNo ratings yet
- TDS Drewplus L-1311SDocument1 pageTDS Drewplus L-1311SIridian Cano CeronNo ratings yet
- ? Organic ChemHack 2nd EDITION - SampleDocument17 pages? Organic ChemHack 2nd EDITION - SampleKomal88% (17)
- Amine Expert CompanyDocument2 pagesAmine Expert CompanyWajid NizamiNo ratings yet