You might also like
- API 571 SummaryDocument21 pagesAPI 571 SummaryVishal100% (1)
- 제4장 밸브의 선정Document16 pages제4장 밸브의 선정윤병택No ratings yet
- API규격해설 2 PDFDocument24 pagesAPI규격해설 2 PDFmyungkwan haNo ratings yet
- 14 - Dimensional Inspection ProcedureDocument7 pages14 - Dimensional Inspection Procedure곽무친100% (1)
- 방폭등급자료 PDFDocument9 pages방폭등급자료 PDFSung Woong MoonNo ratings yet
- 재료와 구법 14강Document6 pages재료와 구법 14강변선우No ratings yet
- 뎀설계 콘크리트중력댐Document38 pages뎀설계 콘크리트중력댐JaeHyun YooNo ratings yet
- poscoenc (철골ITP)Document6 pagesposcoenc (철골ITP)vivi diaNo ratings yet
- 한국수자원공사 시방서Document202 pages한국수자원공사 시방서igaec100% (1)
- 용접사자격인증검증 (WQ)Document13 pages용접사자격인증검증 (WQ)이경철No ratings yet
- CODE에 따른 PQR작성요령Document34 pagesCODE에 따른 PQR작성요령Kyeong Cheol LeeNo ratings yet
- 대기오염방지시설 설계실무편람 PDFDocument175 pages대기오염방지시설 설계실무편람 PDF정재열No ratings yet
- 국내 (Korea) - 소방펌프의 선정Document2 pages국내 (Korea) - 소방펌프의 선정정재열No ratings yet
- 05 - Recieving Inspection ProcedureDocument6 pages05 - Recieving Inspection Procedure곽무친No ratings yet
- KGS RBI SoftwareDocument23 pagesKGS RBI SoftwaremohnaggarNo ratings yet
- ISO 9001 14001 2015 교육교재Document83 pagesISO 9001 14001 2015 교육교재김정철No ratings yet
- Tri PackDocument4 pagesTri PackSung Woong MoonNo ratings yet
- 통계적 기법 활용을 통한 현장 용접 불량률 관리방안Document2 pages통계적 기법 활용을 통한 현장 용접 불량률 관리방안yoonchankim0911100% (1)
- 2013.01 Rev.2 Technical Data - KUKIL INNTOTDocument158 pages2013.01 Rev.2 Technical Data - KUKIL INNTOT성수길No ratings yet
- 002 GRP 파이프의 설계 방법 PDFDocument38 pages002 GRP 파이프의 설계 방법 PDFSung Woong MoonNo ratings yet
- TechDocument16 pagesTechSung Woong MoonNo ratings yet
- 토목설계정리Document73 pages토목설계정리Dasan33No ratings yet
- ASTM D638 Plastic인장 한글Document18 pagesASTM D638 Plastic인장 한글Trần Thanh VũNo ratings yet
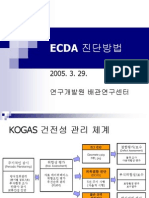
- ECDA진단방법Document55 pagesECDA진단방법이선엽No ratings yet
- D3515 - SM355B (Previous - SM490B) From 2017 JanDocument38 pagesD3515 - SM355B (Previous - SM490B) From 2017 JancongtubatdaNo ratings yet
- 탱크 기초의 침하에 대한 고찰Document16 pages탱크 기초의 침하에 대한 고찰Jinhan KimNo ratings yet
- KS 기계재료 표시 기입방법 - 네이버 카페 PDFDocument13 pagesKS 기계재료 표시 기입방법 - 네이버 카페 PDF윤병택No ratings yet
- General Note (번역본) PDFDocument10 pagesGeneral Note (번역본) PDFJin Woo KimNo ratings yet
- AFES Korean ManualDocument121 pagesAFES Korean ManualFauzankalibata100% (1)
- 강관말뚝 가이드북 PDFDocument123 pages강관말뚝 가이드북 PDFmrzap5007No ratings yet
- 회 사 명 동양시멘트㈜ 광양슬래그공장 주 소 전남 광양시 태인3길 90 (태인동) Tel / Fax 061-797-1300 / 061-792-1543 품질관리실장 임중섭 (jungseob.lim@sampyo.co.kr)Document11 pages회 사 명 동양시멘트㈜ 광양슬래그공장 주 소 전남 광양시 태인3길 90 (태인동) Tel / Fax 061-797-1300 / 061-792-1543 품질관리실장 임중섭 (jungseob.lim@sampyo.co.kr)kngf8822kimNo ratings yet
- Limestone의 오염방지 대책Document10 pagesLimestone의 오염방지 대책Younghwa JeeNo ratings yet
- 내화페인트 (1시간내화) 시방서Document6 pages내화페인트 (1시간내화) 시방서mrzap5007No ratings yet
- KCC DATASHEET KS (ECO) KorDocument4 pagesKCC DATASHEET KS (ECO) KoroohnowNo ratings yet
- D-16-2002 (위험물 저장, 취급 화학설비의 고무라이닝에 관한 기술지침)Document20 pagesD-16-2002 (위험물 저장, 취급 화학설비의 고무라이닝에 관한 기술지침)정재열No ratings yet
- KCC DataSheet LP113Document2 pagesKCC DataSheet LP113bongja2 koNo ratings yet
- KCC DATASHEET KS KorDocument5 pagesKCC DATASHEET KS KoroohnowNo ratings yet
- KCC KorDocument4 pagesKCC KoroohnowNo ratings yet
- KR101794957B1Document8 pagesKR101794957B1daemyungNo ratings yet
- Miso 8501-1 - 2013Document30 pagesMiso 8501-1 - 2013leejunggu100% (1)
- 2. 성토볍면 다짐부족Document3 pages2. 성토볍면 다짐부족jinwook75No ratings yet
- 2. 성토볍면 다짐부족Document3 pages2. 성토볍면 다짐부족jinwook75No ratings yet
- 활성탄의 특성 및 흡착장치 설계 동향 (141203)Document9 pages활성탄의 특성 및 흡착장치 설계 동향 (141203)한동룡No ratings yet
- KR 100632089 B 1Document12 pagesKR 100632089 B 1ALEXANDER FRANCO CASTRILLONNo ratings yet
- SES-Impregnator Stone Sealer TechnologyDocument8 pagesSES-Impregnator Stone Sealer TechnologyYounghwa JeeNo ratings yet
- KCC TDS SL999Document4 pagesKCC TDS SL999backsuNo ratings yet
- 심화프로젝트 계획서Document5 pages심화프로젝트 계획서myeongjinho700No ratings yet
- 61100시멘트모르터바름Document3 pages61100시멘트모르터바름Paul SongNo ratings yet
- Standard Test Method For Macro Etching Metals and AlloysDocument12 pagesStandard Test Method For Macro Etching Metals and Alloys이상현No ratings yet
- 53. 신축이음부의 누수에 따른 보수사례Document3 pages53. 신축이음부의 누수에 따른 보수사례jinwook75No ratings yet
- 시방서 - 커튼월 창호 시방서Document12 pages시방서 - 커튼월 창호 시방서kyumineliaskangNo ratings yet
- TDS 2280 Penguard FC Kor KRDocument5 pagesTDS 2280 Penguard FC Kor KRSankarNo ratings yet
- KR20100067368ADocument16 pagesKR20100067368A774hzz9zd8No ratings yet
- 시방서-이인지 노후위험저수지정비사업 그라우팅 공사-1 PDFDocument23 pages시방서-이인지 노후위험저수지정비사업 그라우팅 공사-1 PDFmyungkwan haNo ratings yet
- 무기 복합재료를 적용한 친환경 ECG공법Document9 pages무기 복합재료를 적용한 친환경 ECG공법안수진No ratings yet
- 순&수 멀티 - 기술자료1Document3 pages순&수 멀티 - 기술자료12S HNo ratings yet
- KCC DataSheet EH6270.08)Document3 pagesKCC DataSheet EH6270.08)bongja2 koNo ratings yet
- TigerSL TDS ÇÑ ÛDocument2 pagesTigerSL TDS ÇÑ ÛKCCI Chemtech IndonesiaNo ratings yet
- Barrier 8Document5 pagesBarrier 8LaurentiuNo ratings yet
- 10. 기초지반 조사 미흡Document4 pages10. 기초지반 조사 미흡jinwook75No ratings yet
- 친환경마그네시아시멘트 (특허)Document17 pages친환경마그네시아시멘트 (특허)sonhcqtgmail.comNo ratings yet
- 경판계산식Document1 page경판계산식Sung Woong MoonNo ratings yet
- FRPDocument17 pagesFRPSung Woong MoonNo ratings yet
- TechDocument16 pagesTechSung Woong MoonNo ratings yet
- 버티칼펌프 사용설명서-영문Document14 pages버티칼펌프 사용설명서-영문Sung Woong MoonNo ratings yet
- 레벨 엔지니어를 위한 가이드 e 북 Ko Kr 77170Document82 pages레벨 엔지니어를 위한 가이드 e 북 Ko Kr 77170Sung Woong MoonNo ratings yet
- LGDocument16 pagesLGSung Woong MoonNo ratings yet
- 계장기호Document6 pages계장기호Sung Woong MoonNo ratings yet
- 2. 유해가스 세정시설 관리 방법 PDFDocument7 pages2. 유해가스 세정시설 관리 방법 PDFSung Woong MoonNo ratings yet
- IntroductionDocument24 pagesIntroductionSung Woong MoonNo ratings yet
- 한국산업규격 공압기호 PDFDocument42 pages한국산업규격 공압기호 PDFSung Woong MoonNo ratings yet
- 12b2a1610022 FRP Duct Flange PDFDocument10 pages12b2a1610022 FRP Duct Flange PDFSung Woong MoonNo ratings yet
- 002 GRP 파이프의 설계 방법 PDFDocument38 pages002 GRP 파이프의 설계 방법 PDFSung Woong MoonNo ratings yet
- 2장 화학공장의 기술자료Document23 pages2장 화학공장의 기술자료Sung Woong MoonNo ratings yet
- Wet AirDocument15 pagesWet AirSung Woong MoonNo ratings yet
- Tri PackDocument4 pagesTri PackSung Woong MoonNo ratings yet
- 금속탄성계수 PDFDocument1 page금속탄성계수 PDFSung Woong MoonNo ratings yet