You might also like
- Pro2-Series: Quick Start GuideDocument31 pagesPro2-Series: Quick Start Guidejair perezNo ratings yet
- Radio Shack TRS-80 Expansion Interface: Operator's Manual Catalog Numbers: 26-1140, 26-1141, 26-1142From EverandRadio Shack TRS-80 Expansion Interface: Operator's Manual Catalog Numbers: 26-1140, 26-1141, 26-1142No ratings yet
- k1005 Pro Form Sltsopandwarning9 8 2017Document2 pagesk1005 Pro Form Sltsopandwarning9 8 2017Pawel JPNo ratings yet
- Neptune 3 English InstructionDocument24 pagesNeptune 3 English InstructionMattNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Ender-3 S1 Plus-SM-001 - ENDocument10 pagesEnder-3 S1 Plus-SM-001 - ENTászler MarcellNo ratings yet
- Operation Manual enDocument12 pagesOperation Manual enRikiAndikaPersistentsNo ratings yet
- Ender-3 S1-SM-006 - User Manual ENDocument11 pagesEnder-3 S1-SM-006 - User Manual ENjohn0% (1)
- Duo Instruction ManualDocument5 pagesDuo Instruction ManualKyaw SwarNo ratings yet
- CR20 Pro 3D Printer Quickstart GuideDocument16 pagesCR20 Pro 3D Printer Quickstart GuidesergiNo ratings yet
- Anycubic Kobra Go User Manual 230109 V0.0.4Document35 pagesAnycubic Kobra Go User Manual 230109 V0.0.4João Capinha100% (1)
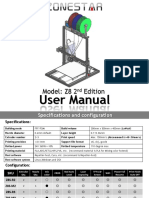
- Z8 2nd Edition 3D Printer User ManualDocument42 pagesZ8 2nd Edition 3D Printer User ManualAndré Luis ComonianGarciaNo ratings yet
- F 8manualDocument52 pagesF 8manualAlexander MnukhinNo ratings yet
- Creator Pro Quick Start GuideDocument16 pagesCreator Pro Quick Start GuideSyahir LokhmanNo ratings yet
- Controller Piezo Feedback-EnDocument28 pagesController Piezo Feedback-Enqa1No ratings yet
- Panasonic Gph11de Chassis Th37pv80p Plasma TV SMDocument157 pagesPanasonic Gph11de Chassis Th37pv80p Plasma TV SMMonete FlorinNo ratings yet
- Illustrated Assembly Manual k8095Document16 pagesIllustrated Assembly Manual k8095khawar mukhtarNo ratings yet
- PosiTestHHD-InstructionManual-12 230615 083938Document77 pagesPosiTestHHD-InstructionManual-12 230615 083938Athit DathorngNo ratings yet
- Anycubic Kobra Neo 20230109 V0.1.0 EnglishDocument34 pagesAnycubic Kobra Neo 20230109 V0.1.0 EnglishcarlosNo ratings yet
- XY-2 PRO Installation InstructionsDocument20 pagesXY-2 PRO Installation InstructionsJohn VlahidisNo ratings yet
- Sg2_3ktl-S_3_5ktl-d User Manual (Au Edition)Document52 pagesSg2_3ktl-S_3_5ktl-d User Manual (Au Edition)jojo351No ratings yet
- Operation Manual JINKADocument32 pagesOperation Manual JINKAAkque Tue KhakimzNo ratings yet
- Important Safety NoticeDocument14 pagesImportant Safety NoticePhạm BằngNo ratings yet
- NSB enDocument28 pagesNSB enPablo GonzalezNo ratings yet
- Surebind 3 Service ManualDocument106 pagesSurebind 3 Service ManualFatema NasreenNo ratings yet
- Usage Manual: H Serial Cutting PlotterDocument12 pagesUsage Manual: H Serial Cutting Plotterrays.illustrationsanddesignsNo ratings yet
- Eumig Projector Mark 610D Mark 607D User ManualDocument13 pagesEumig Projector Mark 610D Mark 607D User ManualHarald Melbye75% (4)
- NEPTUNE 2&2S English User Guide 20211203Document28 pagesNEPTUNE 2&2S English User Guide 20211203marknerocavalloNo ratings yet
- Panasonic Th-42py80p th-42pz80 PDFDocument143 pagesPanasonic Th-42py80p th-42pz80 PDFNsb El-kathiriNo ratings yet
- Veeder-Root: Series S628 DC ProcessDocument16 pagesVeeder-Root: Series S628 DC ProcessjpierreNo ratings yet
- CR-10 Series User ManualDocument16 pagesCR-10 Series User ManualFrein Fernando VeraNo ratings yet
- Color Television/ Video Cassette Recorder: Service ManualDocument61 pagesColor Television/ Video Cassette Recorder: Service Manualomaderas1No ratings yet
- Viking Tech ARG03FTC2551 - C217943Document8 pagesViking Tech ARG03FTC2551 - C217943ALIRIO SOLANONo ratings yet
- HBC Operation ManualDocument21 pagesHBC Operation ManualsergeiyossarianNo ratings yet
- Veeder Root C628 Rate Meter Instruction ManualDocument12 pagesVeeder Root C628 Rate Meter Instruction ManualJesus DawaherNo ratings yet
- Giovanni RanaDocument56 pagesGiovanni Ranaautoblu638No ratings yet
- Service Manual: DHT-390XPDocument83 pagesService Manual: DHT-390XPYANGNo ratings yet
- Hurakan User ManualDocument51 pagesHurakan User ManualMariel IzcurdiaNo ratings yet
- User Manual - Ender-5 - EN V.2.0Document20 pagesUser Manual - Ender-5 - EN V.2.0David MasferrerNo ratings yet
- RCA 14M041 Service ManualDocument34 pagesRCA 14M041 Service ManualferdialvascribdNo ratings yet
- Krater ManualDocument43 pagesKrater ManualpapiNo ratings yet
- Service Manual: Color Television ReceiverDocument35 pagesService Manual: Color Television ReceiverCinddy GarciaNo ratings yet
- Swing Gate Opener Sw28O Series: User'S Mi/NualDocument10 pagesSwing Gate Opener Sw28O Series: User'S Mi/NualIliescu CristianNo ratings yet
- Philips Vad8031 DVD+RW LoaderDocument52 pagesPhilips Vad8031 DVD+RW LoadertoscanobNo ratings yet
- GSK983Ta-HV Connection ManualDocument34 pagesGSK983Ta-HV Connection ManualLucasNo ratings yet
- Dso138 Mini User ManualDocument2 pagesDso138 Mini User ManualAmilcar ClaroNo ratings yet
- E4 Data SheetDocument3 pagesE4 Data SheetAyman ElotaifyNo ratings yet
- I.C.T Online Jet Dispensing MachineDocument4 pagesI.C.T Online Jet Dispensing MachineLouis ChewNo ratings yet
- MPC6535 User Manual Improves Major Performance Over MPC6515Document8 pagesMPC6535 User Manual Improves Major Performance Over MPC6515Vijay BhansaliNo ratings yet
- Hypercube 3D Printer Using RatRig Frame KitDocument13 pagesHypercube 3D Printer Using RatRig Frame KitceovcdkqgdheqgauwaNo ratings yet
- Disney DT1900Document31 pagesDisney DT1900SantiagoCandoNo ratings yet
- Quick Start Guide: Creator Pro 2 / 金刚狼2Document28 pagesQuick Start Guide: Creator Pro 2 / 金刚狼2Juan MaNo ratings yet
- OS User Manual V4Document36 pagesOS User Manual V4GonzeloNo ratings yet
- X3SA Manual V.01Document9 pagesX3SA Manual V.01adrianNo ratings yet
- Panduit - Termination - Solutions PDFDocument124 pagesPanduit - Termination - Solutions PDFPutra Kusuma HarditoNo ratings yet
- MEMOREX mt1194Document30 pagesMEMOREX mt1194Saul ArriagaNo ratings yet
- Toshiba VTW2187 Service ManualDocument101 pagesToshiba VTW2187 Service ManualDavid MaidmentNo ratings yet
- TH 50px80uDocument106 pagesTH 50px80unaso150No ratings yet
- Print Head Repair Secrets - William HorDocument137 pagesPrint Head Repair Secrets - William HorJay Ilagan100% (3)
- People & Print: KBA-Metronic's Continuous Inkjet TechnologyDocument4 pagesPeople & Print: KBA-Metronic's Continuous Inkjet TechnologyOscar HdezNo ratings yet
- Note Ict 2 PDFDocument5 pagesNote Ict 2 PDFNorzida0% (1)
- Ok I 831 Ts BrochureDocument4 pagesOk I 831 Ts BrochureFiktamNo ratings yet
- Ricoh IM 7000 IM 9000: Digital B&W Multi Function PrinterDocument4 pagesRicoh IM 7000 IM 9000: Digital B&W Multi Function Printersanjay4u4allNo ratings yet
- C790 Series: User's GuideDocument237 pagesC790 Series: User's GuideAlessio BassaniniNo ratings yet
- Manual Plotter Infinity-45Document70 pagesManual Plotter Infinity-45Lesther AndradeNo ratings yet
- 3d Printing Thesis StatementDocument5 pages3d Printing Thesis Statementoabfziiig100% (2)
- Tip Brand Model Print PretDocument6 pagesTip Brand Model Print PretSos ZoltanNo ratings yet
- IAC5051 Tech Workbook JuneDocument132 pagesIAC5051 Tech Workbook JuneShadamyen Nomyen100% (1)
- Performance CatalogDocument35 pagesPerformance Catalognextgen22No ratings yet
- User's Manual: MC573/ES5473 MFPDocument227 pagesUser's Manual: MC573/ES5473 MFP历史见证No ratings yet
- Service Manual: iPF700 SeriesDocument204 pagesService Manual: iPF700 SeriesAlin DoafidriNo ratings yet
- 3D Printer Axis - The Basics - Simply Explained - All3DPDocument22 pages3D Printer Axis - The Basics - Simply Explained - All3DPBruno InacioNo ratings yet
- 1.1-1 Computer Parts and Its HardwareDocument38 pages1.1-1 Computer Parts and Its HardwareDonald Bose MandacNo ratings yet
- Number: 220-1001 Passing Score: 800 Time Limit: 120 MinDocument40 pagesNumber: 220-1001 Passing Score: 800 Time Limit: 120 MinAngel Gabriel De la CruzNo ratings yet
- Status light patterns and alerts (HP LaserJet P2030Document20 pagesStatus light patterns and alerts (HP LaserJet P2030MARCELO KENZO TAKETANo ratings yet
- Xenons 4740ASE Printer ManualDocument72 pagesXenons 4740ASE Printer Manualsunethpf100% (3)
- HP Color LaserJet Managed E45028dnDocument4 pagesHP Color LaserJet Managed E45028dnNelson VielmaNo ratings yet
- 1.2 Selection of UV Low Migration Systems v3.0 ENDocument6 pages1.2 Selection of UV Low Migration Systems v3.0 ENHiba NaserNo ratings yet
- UNIT 4: Information Input and OutputDocument64 pagesUNIT 4: Information Input and OutputMaiah Phylicia LatoyaNo ratings yet
- Printers Lithographers BizHouse - UkDocument2 pagesPrinters Lithographers BizHouse - UkAlex BekeNo ratings yet
- Canon BJC-55 Service ManualDocument206 pagesCanon BJC-55 Service ManualFa LvNo ratings yet
- Cash Recycling Atm SR7500Document2 pagesCash Recycling Atm SR7500irwinoh0% (1)
- ZEBRA XiIII Xi3 Parts Service ManualDocument219 pagesZEBRA XiIII Xi3 Parts Service Manualemir pestanaNo ratings yet
- Ba400 Series: Maintenance ManualDocument101 pagesBa400 Series: Maintenance ManualDanijel DelicNo ratings yet
- Epson Stylus Photo 895-785epx SMDocument176 pagesEpson Stylus Photo 895-785epx SMmorfeus8889309No ratings yet
- Ricoh 2020d Parts CatalogDocument106 pagesRicoh 2020d Parts CatalogDenis CojuhariNo ratings yet
- LED Lighting Connecting WordsDocument6 pagesLED Lighting Connecting WordsMauricio MartínezNo ratings yet
- Cheat SheetDocument19 pagesCheat SheetKarorzoNo ratings yet
- The Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterFrom EverandThe Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterRating: 4 out of 5 stars4/5 (467)
- Success at Home with ADHD.: Practical Organization Strategies to Make Your Life Easier.From EverandSuccess at Home with ADHD.: Practical Organization Strategies to Make Your Life Easier.Rating: 4 out of 5 stars4/5 (17)
- The Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldFrom EverandThe Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldRating: 3.5 out of 5 stars3.5/5 (5)
- Eat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimeFrom EverandEat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimeRating: 4.5 out of 5 stars4.5/5 (3224)
- House Rules: How to Decorate for Every Home, Style, and BudgetFrom EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetNo ratings yet
- The Martha Manual: How to Do (Almost) EverythingFrom EverandThe Martha Manual: How to Do (Almost) EverythingRating: 4 out of 5 stars4/5 (11)
- Crochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastFrom EverandCrochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastRating: 5 out of 5 stars5/5 (1)
- Root to Leaf: A Southern Chef Cooks Through the SeasonsFrom EverandRoot to Leaf: A Southern Chef Cooks Through the SeasonsRating: 4.5 out of 5 stars4.5/5 (3)
- The Joy of Less: A Minimalist Guide to Declutter, Organize, and SimplifyFrom EverandThe Joy of Less: A Minimalist Guide to Declutter, Organize, and SimplifyRating: 4 out of 5 stars4/5 (276)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiFrom Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiRating: 5 out of 5 stars5/5 (2)
- How to Keep House While Drowning: A Gentle Approach to Cleaning and OrganizingFrom EverandHow to Keep House While Drowning: A Gentle Approach to Cleaning and OrganizingRating: 4.5 out of 5 stars4.5/5 (844)
- Clean Mama's Guide to a Healthy Home: The Simple, Room-by-Room Plan for a Natural HomeFrom EverandClean Mama's Guide to a Healthy Home: The Simple, Room-by-Room Plan for a Natural HomeRating: 5 out of 5 stars5/5 (2)
- How To Win Friends And Influence PeopleFrom EverandHow To Win Friends And Influence PeopleRating: 4.5 out of 5 stars4.5/5 (6511)
- Kintsugi Wellness: The Japanese Art of Nourishing Mind, Body, and SpiritFrom EverandKintsugi Wellness: The Japanese Art of Nourishing Mind, Body, and SpiritRating: 4.5 out of 5 stars4.5/5 (3)
- Permaculture for the Rest of Us: Abundant Living on Less than an AcreFrom EverandPermaculture for the Rest of Us: Abundant Living on Less than an AcreRating: 4.5 out of 5 stars4.5/5 (33)
- Lightly: How to Live a Simple, Serene & Stress-free LifeFrom EverandLightly: How to Live a Simple, Serene & Stress-free LifeRating: 4 out of 5 stars4/5 (12)
- Aristotle and Dante Discover the Secrets of the UniverseFrom EverandAristotle and Dante Discover the Secrets of the UniverseRating: 4.5 out of 5 stars4.5/5 (2341)
- Survival Mom: How to Prepare Your Family for Everyday Disasters and Worst-Case ScenariosFrom EverandSurvival Mom: How to Prepare Your Family for Everyday Disasters and Worst-Case ScenariosRating: 3.5 out of 5 stars3.5/5 (8)
- Crochet Impkins: Over a million possible combinations! Yes, really!From EverandCrochet Impkins: Over a million possible combinations! Yes, really!Rating: 4.5 out of 5 stars4.5/5 (10)
- A Girl and Her Greens: Hearty Meals from the GardenFrom EverandA Girl and Her Greens: Hearty Meals from the GardenRating: 3.5 out of 5 stars3.5/5 (7)
- The Hidden Life of Trees: What They Feel, How They CommunicateFrom EverandThe Hidden Life of Trees: What They Feel, How They CommunicateRating: 4 out of 5 stars4/5 (1002)
- Plant Based Sauces and Dips Recipes: Beginner’s Cookbook to Healthy Plant-Based EatingFrom EverandPlant Based Sauces and Dips Recipes: Beginner’s Cookbook to Healthy Plant-Based EatingRating: 4.5 out of 5 stars4.5/5 (20)
- The Buy Nothing, Get Everything Plan: Discover the Joy of Spending Less, Sharing More, and Living GenerouslyFrom EverandThe Buy Nothing, Get Everything Plan: Discover the Joy of Spending Less, Sharing More, and Living GenerouslyRating: 4 out of 5 stars4/5 (40)
- The Fitness Mindset: Eat for energy, Train for tension, Manage your mindset, Reap the resultsFrom EverandThe Fitness Mindset: Eat for energy, Train for tension, Manage your mindset, Reap the resultsRating: 4.5 out of 5 stars4.5/5 (30)
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiFrom EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiRating: 4 out of 5 stars4/5 (3)
- The 21 Irrefutable Laws of Leadership 25th Anniversary: Follow Them and People Will Follow YouFrom EverandThe 21 Irrefutable Laws of Leadership 25th Anniversary: Follow Them and People Will Follow YouRating: 4 out of 5 stars4/5 (414)