You might also like
- Micrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsFrom EverandMicrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsNo ratings yet
- Optimization of crushing stage using on-line speed regulation on cone crushersDocument9 pagesOptimization of crushing stage using on-line speed regulation on cone crushersRagab AbulmagdNo ratings yet
- Performance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisFrom EverandPerformance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisNo ratings yet
- Minerals Engineering: Erik Hulthén, C. Magnus EvertssonDocument8 pagesMinerals Engineering: Erik Hulthén, C. Magnus EvertssonNursultan IliyasNo ratings yet
- Dynamic Modeling and Simulation of Cone Crushing Circuits PDFDocument7 pagesDynamic Modeling and Simulation of Cone Crushing Circuits PDFmarceladeveraNo ratings yet
- ESCC2015 Proceedings Final V1.0 Investigationofhighspeedconecrushing Johansson QuistDocument8 pagesESCC2015 Proceedings Final V1.0 Investigationofhighspeedconecrushing Johansson QuistVicente RodriguezNo ratings yet
- Optimization of Meridional Flow Channel Design of Pump ImpellerDocument6 pagesOptimization of Meridional Flow Channel Design of Pump ImpellerGabriel CarneiroNo ratings yet
- Spindle DeflectionDocument8 pagesSpindle DeflectionFabrizio GrassoNo ratings yet
- Deep Drawing With Anti-Lock Braking System (ABS) : Mechanism and Machine TheoryDocument10 pagesDeep Drawing With Anti-Lock Braking System (ABS) : Mechanism and Machine Theoryswapnil jadhavNo ratings yet
- Designing Crushers With A Multi-Objective Evolutionary AlgorithmDocument8 pagesDesigning Crushers With A Multi-Objective Evolutionary AlgorithmRavi Shanker VNo ratings yet
- Hydrofoil P72039Document20 pagesHydrofoil P72039Pukhraj DagaNo ratings yet
- Arnaud 6380Document14 pagesArnaud 6380TRUNG QUOC LENo ratings yet
- Backlash 4Document8 pagesBacklash 4Ronny De La CruzNo ratings yet
- Failure and Prospects of Modification in A Belt Conveyor SystemDocument4 pagesFailure and Prospects of Modification in A Belt Conveyor SystemGogyNo ratings yet
- Spindle Deflections in High-Speed Machine ToolsDocument8 pagesSpindle Deflections in High-Speed Machine ToolsFabrizio GrassoNo ratings yet
- Skyhook TuningDocument10 pagesSkyhook TuningMohan KrishnaNo ratings yet
- Schenck WebDocument4 pagesSchenck Webarief22No ratings yet
- 1 s2.0 S0019057816303974 MainDocument11 pages1 s2.0 S0019057816303974 Mainissa01No ratings yet
- The Effect of Rolling Method Changes On Productivity in Thick Plate Rolling Process (2010)Document8 pagesThe Effect of Rolling Method Changes On Productivity in Thick Plate Rolling Process (2010)hadeNo ratings yet
- Pneumatic Power Steering OptimizationDocument2 pagesPneumatic Power Steering OptimizationFrenz VillasisNo ratings yet
- Master Meter Proving Method Advantages for Custody TransferDocument3 pagesMaster Meter Proving Method Advantages for Custody Transferwsjouri2510No ratings yet
- Tool PathDocument8 pagesTool PathKush DewanganNo ratings yet
- Geoservex 1Document24 pagesGeoservex 1za09fgh58No ratings yet
- Hot Kiln AlignmentDocument24 pagesHot Kiln AlignmentNael100% (2)
- 2 Okui - 3D OptDocument11 pages2 Okui - 3D OptAhmed FaridNo ratings yet
- CVT Dynamics-Theory and ExperimentsDocument21 pagesCVT Dynamics-Theory and ExperimentsSanjay HansdahNo ratings yet
- Grind Size Vs FloatationDocument24 pagesGrind Size Vs FloatationKrishnadas GopalakrishnanNo ratings yet
- Ball Charge in Ball MillDocument11 pagesBall Charge in Ball MillRanu Yadav0% (1)
- Modified Skyhook ControlDocument10 pagesModified Skyhook ControlGibs RiveraNo ratings yet
- Ok 2017 MODELO MOLINO LeRoux - EKF - 2017Document20 pagesOk 2017 MODELO MOLINO LeRoux - EKF - 2017Hubert Ventura HinostrozaNo ratings yet
- Theoretical analysis of rolling-extrusion processDocument7 pagesTheoretical analysis of rolling-extrusion processfujinyuanNo ratings yet
- Spe 59370 TextDocument8 pagesSpe 59370 TextMarielis SifontesNo ratings yet
- Design of Single Acting Pulley Actuator (SAPA) Continuously Variable Transmission (CVT)Document9 pagesDesign of Single Acting Pulley Actuator (SAPA) Continuously Variable Transmission (CVT)Benjamin F ZavalaNo ratings yet
- Active Correction of Dynamic Mass Imbalance For A Precise RotorDocument6 pagesActive Correction of Dynamic Mass Imbalance For A Precise RotorJessica SandersNo ratings yet
- Mechatronics: Pınar Boyraz, Mutlu GündüzDocument13 pagesMechatronics: Pınar Boyraz, Mutlu GündüzKatari KiranNo ratings yet
- Inspection of Curvic Couplings Using A CMMDocument10 pagesInspection of Curvic Couplings Using A CMMGiang NguyenNo ratings yet
- Ristic LeposavaDocument177 pagesRistic LeposavaKonstantin0% (1)
- PwayDocument22 pagesPwaykumar sanjay50% (2)
- Research Article: Evaluation of Rutting Performance of Asphalt Mixture With Driving Wheel Pavement AnalyzerDocument11 pagesResearch Article: Evaluation of Rutting Performance of Asphalt Mixture With Driving Wheel Pavement AnalyzerNasimNo ratings yet
- Theoretical Study and Computer Simulation of a Modified Quick Return MechanismDocument11 pagesTheoretical Study and Computer Simulation of a Modified Quick Return MechanismAfafNo ratings yet
- Jaw Crusher Kinematics Simulation and AnalysisDocument5 pagesJaw Crusher Kinematics Simulation and AnalysisInternational Journal of Research in Engineering and ScienceNo ratings yet
- A Curvilinear Tool-Path Method For Pocket MachiningDocument7 pagesA Curvilinear Tool-Path Method For Pocket MachiningAbdulah AkbariNo ratings yet
- A New Spin On CementDocument2 pagesA New Spin On CementEderlan DiasNo ratings yet
- Nonlinear Input-Shaping Controller For Q20160320-8536-10xvh06Document22 pagesNonlinear Input-Shaping Controller For Q20160320-8536-10xvh06Mohammed MohammedNo ratings yet
- Machines: Design and Prototyping of Miniaturized Straight Bevel Gears For Biomedical ApplicationsDocument16 pagesMachines: Design and Prototyping of Miniaturized Straight Bevel Gears For Biomedical ApplicationsBasarNo ratings yet
- Fine Tuning Sieve Analysis for Accurate Particle Size MeasurementDocument3 pagesFine Tuning Sieve Analysis for Accurate Particle Size MeasurementKarolina ZavalaNo ratings yet
- Design of Entry Strip Thickness Controls For Tandem Cold MillsDocument13 pagesDesign of Entry Strip Thickness Controls For Tandem Cold Millstorinomg100% (1)
- Gear Measurement PracticesDocument26 pagesGear Measurement PracticesManoj SinghNo ratings yet
- Three Stage Crushing Replaces SAG MillingDocument11 pagesThree Stage Crushing Replaces SAG MillingLevent ErgunNo ratings yet
- Simulation Modeling of Production Lines A Case Study of Cement Production LineDocument9 pagesSimulation Modeling of Production Lines A Case Study of Cement Production LineChandra Aji SaputraNo ratings yet
- Yoke MechanismDocument25 pagesYoke MechanismNethaji Tr100% (1)
- Simulator For Crushing-Screening PlantsDocument15 pagesSimulator For Crushing-Screening PlantsIgnacio NavarreteNo ratings yet
- SPE-194250-MS Optimized Coiled TubingDocument16 pagesSPE-194250-MS Optimized Coiled TubingbarcristianNo ratings yet
- Nada ShabaanDocument15 pagesNada ShabaanNada ShabanNo ratings yet
- IRJET Paper-3Document8 pagesIRJET Paper-3Vashishth KushwahaNo ratings yet
- A Method For Evaluating Spindle Rotation Errors of Machine Tools Using A Laser InterferometerDocument12 pagesA Method For Evaluating Spindle Rotation Errors of Machine Tools Using A Laser Interferometerganesh03872368No ratings yet
- Li-2018 - Flatness Control Capability of Cold Rolling MillDocument13 pagesLi-2018 - Flatness Control Capability of Cold Rolling Milldean chenNo ratings yet
- Energies: Numerical Study On The Internal Flow Field of A Reversible Turbine During Continuous Guide Vane ClosingDocument22 pagesEnergies: Numerical Study On The Internal Flow Field of A Reversible Turbine During Continuous Guide Vane Closinggabrielitos7891No ratings yet
- SPE-185466-MS Drilling Optimization of Argentina Horizontal Tight Sand WellsDocument11 pagesSPE-185466-MS Drilling Optimization of Argentina Horizontal Tight Sand Wellsmilan slowdiveNo ratings yet
- 150 103 Burner Control For Gas and Oil Burners Flame Sensor: D-GF D-LeDocument6 pages150 103 Burner Control For Gas and Oil Burners Flame Sensor: D-GF D-LeLmf DanielNo ratings yet
- 5JTANordberg Cone ReplacementDocument32 pages5JTANordberg Cone ReplacementLmf DanielNo ratings yet
- Brochure Spares Wears 3000 en LowresDocument8 pagesBrochure Spares Wears 3000 en Lowresneo shagrathNo ratings yet
- LAC - Air Oil Cooler With AC Motor For Industrial Use - HY10-6001.UKDocument12 pagesLAC - Air Oil Cooler With AC Motor For Industrial Use - HY10-6001.UKSandeep_Bellap_5543No ratings yet
- Warm Air Heater ManualDocument32 pagesWarm Air Heater ManualLmf DanielNo ratings yet
- Oil Burner Installtion PDFDocument62 pagesOil Burner Installtion PDFLmf DanielNo ratings yet
- Anly Two Digi Timer RelayDocument2 pagesAnly Two Digi Timer RelayLmf DanielNo ratings yet
- TrilogiDocument78 pagesTrilogiWanda PowellNo ratings yet
- Henywell Control ManualDocument4 pagesHenywell Control ManualLmf DanielNo ratings yet
- 2 Burners ControlDocument2 pages2 Burners ControlLmf DanielNo ratings yet
- JW I Filter Press ManualDocument23 pagesJW I Filter Press ManualSarangNo ratings yet
- sj-9 Hauck BurnerDocument52 pagessj-9 Hauck BurnerLmf DanielNo ratings yet
- UK Tutorial MarkingAndLabelling PDFDocument40 pagesUK Tutorial MarkingAndLabelling PDFreinaldomdNo ratings yet
- Consolidator: Multi-Channel ControllerDocument56 pagesConsolidator: Multi-Channel ControllerMf LuiNo ratings yet
- Cs840i Specification Sheet EnglishDocument2 pagesCs840i Specification Sheet EnglishLmf DanielNo ratings yet
- cs550 Specification Sheet EnglishDocument5 pagescs550 Specification Sheet EnglishLmf DanielNo ratings yet
- R226.076 CV115-CV129Document8 pagesR226.076 CV115-CV129Lmf DanielNo ratings yet
- Sandvik Cs550 Cone Crusher: Technical SpecificationDocument8 pagesSandvik Cs550 Cone Crusher: Technical SpecificationLmf DanielNo ratings yet
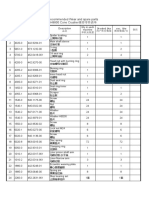
- Recommended spare parts for H8800 Cone CrusherDocument3 pagesRecommended spare parts for H8800 Cone CrusherLmf DanielNo ratings yet
- 800i Connected Cone Crusher Brochure EnglishDocument5 pages800i Connected Cone Crusher Brochure EnglishLmf DanielNo ratings yet
- QS331 Cone Crusher: Features & BenefitsDocument34 pagesQS331 Cone Crusher: Features & BenefitsLmf DanielNo ratings yet
- CV115-129 01 OM S226.030 01.en PDFDocument128 pagesCV115-129 01 OM S226.030 01.en PDFLmf DanielNo ratings yet
- 13 Hamid Manouchehri Sandvik Eco-Efficiency in ComminutionDocument10 pages13 Hamid Manouchehri Sandvik Eco-Efficiency in ComminutionLmf DanielNo ratings yet
- CV115-129 01 Interlock S226.037 01Document22 pagesCV115-129 01 Interlock S226.037 01Lmf DanielNo ratings yet
- Maintain 1800 Hydrocone ManualDocument291 pagesMaintain 1800 Hydrocone ManualLmf Daniel100% (2)
- Newitem 148 Stone Crusher ReportDocument142 pagesNewitem 148 Stone Crusher ReportSaurabh Singh100% (3)
- 708 05 Fenner CouplingsDocument18 pages708 05 Fenner CouplingsLmf Daniel100% (1)
- S226-049.00 Daily Log - enDocument10 pagesS226-049.00 Daily Log - enLmf DanielNo ratings yet
- S226.027.en - Vibration SwitchDocument6 pagesS226.027.en - Vibration SwitchLmf DanielNo ratings yet
- 6000 Spa PDFDocument51 pages6000 Spa PDFLmf DanielNo ratings yet
- FXCQ-M8V3B Technical Data PDFDocument25 pagesFXCQ-M8V3B Technical Data PDFLuis CarlosNo ratings yet
- New Microsoft Word DocumentDocument5 pagesNew Microsoft Word DocumentAli DurazNo ratings yet
- Physical Layer Switching Networks ExplainedDocument42 pagesPhysical Layer Switching Networks ExplainedPalashAhujaNo ratings yet
- DC Surge Protection Solutions: Data SheetDocument2 pagesDC Surge Protection Solutions: Data SheetNick ButcherNo ratings yet
- 262 15ME753 Mechatronics and Microprocessor (10me65) PDFDocument69 pages262 15ME753 Mechatronics and Microprocessor (10me65) PDFthayu manavan100% (1)
- Ecp455 - Lab 7 - Spe-1000-13 Tests Part IDocument4 pagesEcp455 - Lab 7 - Spe-1000-13 Tests Part IKyran WonNo ratings yet
- Digital India PresentationDocument20 pagesDigital India PresentationAreebaKhalidNo ratings yet
- Remote Terminal Unit (RTU) Hardware Design PDFDocument4 pagesRemote Terminal Unit (RTU) Hardware Design PDFMootez MnassriNo ratings yet
- Infusion Pump - Hospira APM (Service) 549Document141 pagesInfusion Pump - Hospira APM (Service) 549uriel fernando mejiaNo ratings yet
- Difference Between Current Transformer (CT) and Potential Transformer (PT) - Electrical Interview Questions & AnswersDocument2 pagesDifference Between Current Transformer (CT) and Potential Transformer (PT) - Electrical Interview Questions & AnswersAlwyzz Happie RaamzzNo ratings yet
- Maximizing Efficiency in Power Electronics and DrivesDocument34 pagesMaximizing Efficiency in Power Electronics and DrivesSaroj kumar BiswasNo ratings yet
- Reviewer IndusDocument3 pagesReviewer IndusBajogs RamosNo ratings yet
- Lecture 11 COMP2611 Processor Part3Document41 pagesLecture 11 COMP2611 Processor Part3jnfzNo ratings yet
- Field-Wireable Connector, M8, Screw-/clamp ContactDocument2 pagesField-Wireable Connector, M8, Screw-/clamp Contactkevinwz1989No ratings yet
- Recharge! Ha-302 Hearing Aid: User ManualDocument14 pagesRecharge! Ha-302 Hearing Aid: User ManualMac CheeseNo ratings yet
- Ac Power Transformers: 20 To 150 VA, Single or Dual Hub, Circuit Breaker, UL Class 2Document1 pageAc Power Transformers: 20 To 150 VA, Single or Dual Hub, Circuit Breaker, UL Class 2Garay Valdovinos AlanNo ratings yet
- Robotics Interview Questions: 1) What Do You Understand by The Term, The Robotics?Document9 pagesRobotics Interview Questions: 1) What Do You Understand by The Term, The Robotics?Kartik AgarwalNo ratings yet
- Remote Control Unit 2 (RCU2) Installation InstructionsDocument4 pagesRemote Control Unit 2 (RCU2) Installation InstructionsAmine XGhost MidoNo ratings yet
- Olympus D-520 Memory DetailsDocument4 pagesOlympus D-520 Memory DetailsAnton MihișNo ratings yet
- Packet Network Sync v1Document2 pagesPacket Network Sync v1ullascsNo ratings yet
- MS2-User Manual FalconDocument19 pagesMS2-User Manual FalconFatmir Enila FerhatiNo ratings yet
- Volvo Way To Electrification Tech Talk PDFDocument65 pagesVolvo Way To Electrification Tech Talk PDFcarbasemy100% (6)
- CCCCCCCCCC C C CC CCCCCCCCCCCCCCCCCCCCCCC C C CDocument5 pagesCCCCCCCCCC C C CC CCCCCCCCCCCCCCCCCCCCCCC C C CMd Rizwan AhmadNo ratings yet
- 1SDA068111R1 xt4n 250 Tma 250 2500 4p F F Inn 100Document3 pages1SDA068111R1 xt4n 250 Tma 250 2500 4p F F Inn 100NunoNo ratings yet
- HVDC Valve Testing PDFDocument96 pagesHVDC Valve Testing PDFmohanNo ratings yet
- DP Touchpad Alps 14032 DriversDocument80 pagesDP Touchpad Alps 14032 DriverssonuNo ratings yet
- Activate! B1 Extra Vocabulary Tests Test 8: Developed by Pearson Longman Hellas 2009Document5 pagesActivate! B1 Extra Vocabulary Tests Test 8: Developed by Pearson Longman Hellas 2009Anonymous wIlqpnk7BwNo ratings yet
- Cx4 VHF AntennaDocument3 pagesCx4 VHF AntennaclodNo ratings yet
- ECE 271 Course Covers Fundamentals of Telecom NetworksDocument58 pagesECE 271 Course Covers Fundamentals of Telecom NetworksBhagaban DasNo ratings yet
- E 4 Smart ThermostatDocument2 pagesE 4 Smart ThermostatSyed AhmadNo ratings yet
- Computer Systems and Networking Guide: A Complete Guide to the Basic Concepts in Computer Systems, Networking, IP Subnetting and Network SecurityFrom EverandComputer Systems and Networking Guide: A Complete Guide to the Basic Concepts in Computer Systems, Networking, IP Subnetting and Network SecurityRating: 4.5 out of 5 stars4.5/5 (13)
- Microsoft Azure Infrastructure Services for Architects: Designing Cloud SolutionsFrom EverandMicrosoft Azure Infrastructure Services for Architects: Designing Cloud SolutionsNo ratings yet
- ITIL 4: Digital and IT strategy: Reference and study guideFrom EverandITIL 4: Digital and IT strategy: Reference and study guideRating: 5 out of 5 stars5/5 (1)
- Evaluation of Some Websites that Offer Virtual Phone Numbers for SMS Reception and Websites to Obtain Virtual Debit/Credit Cards for Online Accounts VerificationsFrom EverandEvaluation of Some Websites that Offer Virtual Phone Numbers for SMS Reception and Websites to Obtain Virtual Debit/Credit Cards for Online Accounts VerificationsRating: 5 out of 5 stars5/5 (1)
- AWS Certified Cloud Practitioner Study Guide: CLF-C01 ExamFrom EverandAWS Certified Cloud Practitioner Study Guide: CLF-C01 ExamRating: 5 out of 5 stars5/5 (1)
- The Compete Ccna 200-301 Study Guide: Network Engineering EditionFrom EverandThe Compete Ccna 200-301 Study Guide: Network Engineering EditionRating: 5 out of 5 stars5/5 (4)
- AWS Certified Solutions Architect Study Guide: Associate SAA-C02 ExamFrom EverandAWS Certified Solutions Architect Study Guide: Associate SAA-C02 ExamNo ratings yet
- FTTx Networks: Technology Implementation and OperationFrom EverandFTTx Networks: Technology Implementation and OperationRating: 5 out of 5 stars5/5 (1)
- Practical TCP/IP and Ethernet Networking for IndustryFrom EverandPractical TCP/IP and Ethernet Networking for IndustryRating: 4 out of 5 stars4/5 (2)
- Introduction to Cyber-Warfare: A Multidisciplinary ApproachFrom EverandIntroduction to Cyber-Warfare: A Multidisciplinary ApproachRating: 4.5 out of 5 stars4.5/5 (3)
- Computer Networking: The Complete Beginner's Guide to Learning the Basics of Network Security, Computer Architecture, Wireless Technology and Communications Systems (Including Cisco, CCENT, and CCNA)From EverandComputer Networking: The Complete Beginner's Guide to Learning the Basics of Network Security, Computer Architecture, Wireless Technology and Communications Systems (Including Cisco, CCENT, and CCNA)Rating: 4 out of 5 stars4/5 (4)
- CCNA: 3 in 1- Beginner's Guide+ Tips on Taking the Exam+ Simple and Effective Strategies to Learn About CCNA (Cisco Certified Network Associate) Routing And Switching CertificationFrom EverandCCNA: 3 in 1- Beginner's Guide+ Tips on Taking the Exam+ Simple and Effective Strategies to Learn About CCNA (Cisco Certified Network Associate) Routing And Switching CertificationNo ratings yet
- Hacking Network Protocols: Complete Guide about Hacking, Scripting and Security of Computer Systems and Networks.From EverandHacking Network Protocols: Complete Guide about Hacking, Scripting and Security of Computer Systems and Networks.Rating: 5 out of 5 stars5/5 (2)
- The CompTIA Network+ Computing Technology Industry Association Certification N10-008 Study Guide: Hi-Tech Edition: Proven Methods to Pass the Exam with Confidence - Practice Test with AnswersFrom EverandThe CompTIA Network+ Computing Technology Industry Association Certification N10-008 Study Guide: Hi-Tech Edition: Proven Methods to Pass the Exam with Confidence - Practice Test with AnswersNo ratings yet
- Amazon Web Services (AWS) Interview Questions and AnswersFrom EverandAmazon Web Services (AWS) Interview Questions and AnswersRating: 4.5 out of 5 stars4.5/5 (3)
- The Ultimate Kali Linux Book - Second Edition: Perform advanced penetration testing using Nmap, Metasploit, Aircrack-ng, and EmpireFrom EverandThe Ultimate Kali Linux Book - Second Edition: Perform advanced penetration testing using Nmap, Metasploit, Aircrack-ng, and EmpireNo ratings yet
- Open Radio Access Network (O-RAN) Systems Architecture and DesignFrom EverandOpen Radio Access Network (O-RAN) Systems Architecture and DesignNo ratings yet