You might also like
- Gold Recovery InstructablesDocument34 pagesGold Recovery Instructablesflorigrig0% (1)
- USP-NF Sterile Water For IrrigationDocument1 pageUSP-NF Sterile Water For IrrigationMiguel Egas LoorNo ratings yet
- MicromeriticsDocument63 pagesMicromeriticsmarzelsantos100% (4)
- Welding Technology Two MarksDocument20 pagesWelding Technology Two Markssai100% (1)
- Dmicromeritics 150907082608 Lva1 App6891Document48 pagesDmicromeritics 150907082608 Lva1 App6891Nishant KumarNo ratings yet
- Micromeritics: Dr. Pasham VenkannaDocument63 pagesMicromeritics: Dr. Pasham VenkannavenkatNo ratings yet
- MICROMERITICSDocument80 pagesMICROMERITICSNEEMASUBINNo ratings yet
- Physical Pharmacy: The Islamia University of BahawalpurDocument7 pagesPhysical Pharmacy: The Islamia University of BahawalpurFarasat AliNo ratings yet
- Topic 9 - MicromeriticsDocument45 pagesTopic 9 - Micromeriticsjulyanne alvarezNo ratings yet
- Powders Lecture 1Document21 pagesPowders Lecture 1Moazama FayyazNo ratings yet
- MICROMERITICS - 015255 (Autosaved)Document56 pagesMICROMERITICS - 015255 (Autosaved)Sidra NoreenNo ratings yet
- MicromeriticsDocument86 pagesMicromeriticsJohn Rey FlandezNo ratings yet
- Micromeretics and Powder RheologyDocument50 pagesMicromeretics and Powder Rheologydharmendra kumar100% (1)
- Physical PharmacyDocument13 pagesPhysical PharmacyPatrocinio Wilzen Grace L.No ratings yet
- Compression and SolidsDocument23 pagesCompression and SolidsHUSNAIN MURTAZA GHULAMNo ratings yet
- MicromeriticsDocument49 pagesMicromeriticsdhananjaylandge50% (4)
- Size ReductionDocument46 pagesSize ReductionMANIKANDAN A SNo ratings yet
- Mechanical Operations PPT 1Document49 pagesMechanical Operations PPT 1akshadnagdeote01100% (1)
- Micromeritics-Part 2Document18 pagesMicromeritics-Part 2SafwanNo ratings yet
- Lec 7-1Document37 pagesLec 7-1Caterina BarrettaNo ratings yet
- Mechanical OperationsDocument42 pagesMechanical OperationsChini ChineeNo ratings yet
- Particle Technology 1Document38 pagesParticle Technology 1hananNo ratings yet
- Micromeritics 3Document27 pagesMicromeritics 3novi_lingga100% (1)
- Micromeritics PPT Vijay SharmaDocument51 pagesMicromeritics PPT Vijay SharmaVijay SharmaNo ratings yet
- Southeast University: Final Exam OnDocument12 pagesSoutheast University: Final Exam OnTanzil islamNo ratings yet
- Characterization of Solid ParticlesDocument20 pagesCharacterization of Solid ParticlesBharath KumarNo ratings yet
- Particle Size DistibutionDocument9 pagesParticle Size DistibutionQuenneBelocura100% (1)
- Chapter 18 MicromeriticsDocument29 pagesChapter 18 MicromeriticsYuppie RajNo ratings yet
- Powders and GranulesDocument32 pagesPowders and GranulesSolomonNo ratings yet
- PreformulationDocument57 pagesPreformulationashpharma007100% (4)
- Powder Dosage Form Part IDocument12 pagesPowder Dosage Form Part IEman AzizNo ratings yet
- Chapter 18 MicromeriticsDocument29 pagesChapter 18 MicromeriticsClyde SavellaNo ratings yet
- MICROMERITICSDocument30 pagesMICROMERITICSNoorul AlamNo ratings yet
- Lecture 3.2 - Introduction To The Synthesis of Nanomaterials - DLS and ZetaDocument48 pagesLecture 3.2 - Introduction To The Synthesis of Nanomaterials - DLS and ZetaGian BanaresNo ratings yet
- Particle Size AnalysisDocument31 pagesParticle Size Analysisحبيبه بيبيNo ratings yet
- Preformulation - 1 MicromeriticsDocument41 pagesPreformulation - 1 MicromeriticsNAVYA BHANDARUNo ratings yet
- Chapter 2 Particle Size CharacterizationDocument45 pagesChapter 2 Particle Size Characterizationfatthul hadiNo ratings yet
- Lecture 3Document34 pagesLecture 3Ali SayedNo ratings yet
- Micrometics SummaryDocument4 pagesMicrometics SummaryShaakira HassimNo ratings yet
- Lesson 2 PDFDocument33 pagesLesson 2 PDFWoMeiYouNo ratings yet
- Solid Dosage FormsDocument46 pagesSolid Dosage FormsWinahyu safitriNo ratings yet
- Micro MeriticsDocument42 pagesMicro MeriticsZeeshan KhanNo ratings yet
- PharmaceutisDocument36 pagesPharmaceutismohamedNo ratings yet
- Particulate Systems Notes 1Document112 pagesParticulate Systems Notes 1T. DHAKANo ratings yet
- MicromeriticsDocument3 pagesMicromeriticspearlicielNo ratings yet
- MicromeriticsDocument5 pagesMicromeriticsMnemo SyneNo ratings yet
- Particle Size AnalysisDocument31 pagesParticle Size AnalysisVladimirodipostov100% (2)
- Characterization of Solid Particles: Mohammad MahareeqDocument50 pagesCharacterization of Solid Particles: Mohammad MahareeqSameer AhmedNo ratings yet
- ParticleDocument31 pagesParticlejustmenobleskNo ratings yet
- MICROMERITCSDocument11 pagesMICROMERITCSWaqar Khan AttariNo ratings yet
- PT Lectures 3-4Document10 pagesPT Lectures 3-4zxynnvdNo ratings yet
- EP 316 - Separation Process Fundamentals: Lesson 4Document25 pagesEP 316 - Separation Process Fundamentals: Lesson 4soigongNo ratings yet
- Milling PDFDocument5 pagesMilling PDFHaroon RahimNo ratings yet
- MillingDocument23 pagesMillingHaroon RahimNo ratings yet
- Powder FinenessDocument7 pagesPowder FinenessAnonymous XuiUo2ThNo ratings yet
- SizingDocument57 pagesSizingSree Info TeluguNo ratings yet
- Lec 1Document15 pagesLec 1umarNo ratings yet
- A Guidebook To Particle Size AnalysisDocument32 pagesA Guidebook To Particle Size AnalysisRay CharlesNo ratings yet
- EP 316 / EP 325 Separation Process: Lesson 1Document31 pagesEP 316 / EP 325 Separation Process: Lesson 1WoMeiYouNo ratings yet
- Flow charts of pharmaceutical quality control tests for different dosage formsFrom EverandFlow charts of pharmaceutical quality control tests for different dosage formsNo ratings yet
- Introduction to Diffusion Tensor Imaging: And Higher Order ModelsFrom EverandIntroduction to Diffusion Tensor Imaging: And Higher Order ModelsNo ratings yet
- Financial CapitalDocument2 pagesFinancial CapitalCatherine RiaNo ratings yet
- AntiiforDocument84 pagesAntiiforCatherine RiaNo ratings yet
- MTP Sop v25 Rod HDG RCPDocument34 pagesMTP Sop v25 Rod HDG RCPCatherine RiaNo ratings yet
- Blechnum Orientale Linn.: An Important Edible Medicinal FernDocument4 pagesBlechnum Orientale Linn.: An Important Edible Medicinal FernCatherine RiaNo ratings yet
- Refractivity of Volatile OilDocument2 pagesRefractivity of Volatile OilCatherine RiaNo ratings yet
- Physical Pharmacy q1 MidtermDocument78 pagesPhysical Pharmacy q1 MidtermCatherine RiaNo ratings yet
- Ipsr Biochem Board Question No AnswersDocument18 pagesIpsr Biochem Board Question No AnswersCatherine RiaNo ratings yet
- Pnaag078 PDFDocument394 pagesPnaag078 PDFUzair Bukhari0% (1)
- Vacuum Distillation Unit Overview - Click To Learn More - Oil RefiningDocument5 pagesVacuum Distillation Unit Overview - Click To Learn More - Oil RefiningSUNILNo ratings yet
- Koleksi Soalan Topikal Kimia Kertas 1, 2 Dan 3Document2 pagesKoleksi Soalan Topikal Kimia Kertas 1, 2 Dan 3KHA120099 StudentNo ratings yet
- Interview Ques & Ans - KNPCDocument8 pagesInterview Ques & Ans - KNPCStephen RajNo ratings yet
- Gulf Pride 4t Plus Sae 20w 50 MsdsDocument6 pagesGulf Pride 4t Plus Sae 20w 50 MsdsTaher MotorwalaNo ratings yet
- An Energy-Efficient and Cleaner Production of Hydrogen by Steam Reforming of Glycerol Using Aspen PlusDocument10 pagesAn Energy-Efficient and Cleaner Production of Hydrogen by Steam Reforming of Glycerol Using Aspen PlusElias ChiquiarNo ratings yet
- MCQS Paper Molecular BiologyDocument10 pagesMCQS Paper Molecular Biologymariam zameerNo ratings yet
- E5fa PDFDocument221 pagesE5fa PDFNguyen Ninh BinhNo ratings yet
- User Guide PDFDocument43 pagesUser Guide PDFJay MaradiyaNo ratings yet
- Ball Mill Lab ManualDocument7 pagesBall Mill Lab ManualDhananjay KadamNo ratings yet
- Alkanes, Alkenes, Alkynes, and CycloalkanesDocument162 pagesAlkanes, Alkenes, Alkynes, and CycloalkanesNurtasha AtikahNo ratings yet
- Antisol White (In)Document2 pagesAntisol White (In)Budhi KurniawanNo ratings yet
- ANR - HazSitesDocument440 pagesANR - HazSitesPedro SanchesNo ratings yet
- Journal of Alloys and CompoundsDocument11 pagesJournal of Alloys and CompoundsrudowiczarturNo ratings yet
- Block Flow Diagram - ProcessdesignDocument3 pagesBlock Flow Diagram - ProcessdesignSantosh RaiNo ratings yet
- VleDocument34 pagesVleAndinNo ratings yet
- Studies Toward The Substitution of PerfluorocarbonsDocument9 pagesStudies Toward The Substitution of PerfluorocarbonsEMS 4AYDNo ratings yet
- Zweistufige Druckminderer / Zweistufige DruckmindererDocument1 pageZweistufige Druckminderer / Zweistufige DruckmindererRashed alganmNo ratings yet
- AHMT 1st AssignmentDocument2 pagesAHMT 1st AssignmentcnjoyusNo ratings yet
- Applications of Nernst Equation Basic Co PDFDocument7 pagesApplications of Nernst Equation Basic Co PDFMuhammad UsmanNo ratings yet
- The Second Law of ThermodynamicsDocument12 pagesThe Second Law of ThermodynamicsEdgar PeninsulaNo ratings yet
- After-Shower Lotion: UniqemaDocument47 pagesAfter-Shower Lotion: UniqemaadrianNo ratings yet
- JR Pemuatan Ke LuarDocument10 pagesJR Pemuatan Ke LuarAlbert NathanNo ratings yet
- 12 Major Causes of Foaming On Copper Plating of The PCB BoardDocument8 pages12 Major Causes of Foaming On Copper Plating of The PCB BoardjackNo ratings yet
- Iso Dis 18218-2 Iuc-28-2 Apeo Indirect-MethodDocument18 pagesIso Dis 18218-2 Iuc-28-2 Apeo Indirect-MethodManoj ChaudhariNo ratings yet
- External ProcessesDocument47 pagesExternal ProcessesAshton LimNo ratings yet
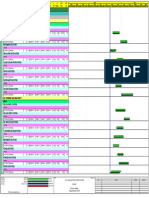
- Progress Master Schedule of Construction: Piping Power BlockDocument7 pagesProgress Master Schedule of Construction: Piping Power BlockSamuelTrinandoNo ratings yet