You might also like
- 4 - Laser Applications in Surface TreatmentsDocument10 pages4 - Laser Applications in Surface TreatmentsMohammed HusseinNo ratings yet
- Laser Polishing Creates Smooth Surfaces in Under a MinuteDocument14 pagesLaser Polishing Creates Smooth Surfaces in Under a Minutepiratina33No ratings yet
- D.Palani Kumar, Assistant Prof. / Mech. Engg., Kamaraj College of Engg. & Tech. VirudhunagarDocument28 pagesD.Palani Kumar, Assistant Prof. / Mech. Engg., Kamaraj College of Engg. & Tech. VirudhunagarVinith ArasuNo ratings yet
- Unit-4 LBM & EBMDocument44 pagesUnit-4 LBM & EBMbaaskararcher506No ratings yet
- Laser Heat TreatmentDocument8 pagesLaser Heat TreatmentBolat AurelNo ratings yet
- Laser Surface Treatment - An Overview - ScienceDirect TopicsDocument28 pagesLaser Surface Treatment - An Overview - ScienceDirect TopicsP.sravan KumarNo ratings yet
- E Ect of Cooling Rate On Residual Stress and Mechanical Properties of Laser PDFDocument13 pagesE Ect of Cooling Rate On Residual Stress and Mechanical Properties of Laser PDFfatih kirbiyikNo ratings yet
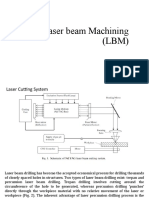
- Laser Beam MachiningDocument41 pagesLaser Beam MachiningAiswarya Ramesh me21b011No ratings yet
- tmp9930 TMPDocument16 pagestmp9930 TMPFrontiersNo ratings yet
- On Laser Applicayion in IndustaryDocument15 pagesOn Laser Applicayion in IndustaryDhiraj KolheNo ratings yet
- Fundamental Aspects of Surface Engineering: A Review: Maha S. HirmazDocument5 pagesFundamental Aspects of Surface Engineering: A Review: Maha S. HirmazRahul PatelNo ratings yet
- Mathematical Analysis of Quasi-Simultaneous Laser Welding on PolymersFrom EverandMathematical Analysis of Quasi-Simultaneous Laser Welding on PolymersNo ratings yet
- Laser Beam MachiningDocument30 pagesLaser Beam MachiningcpamechaNo ratings yet
- Research Paper On Laser Beam MachiningDocument4 pagesResearch Paper On Laser Beam Machininggw131ads100% (1)
- Swami Vivekananda University: M. Tech in Mechanical EngineeringDocument8 pagesSwami Vivekananda University: M. Tech in Mechanical EngineeringNavneet namanNo ratings yet
- Laser Beam Machining (LBM)Document2 pagesLaser Beam Machining (LBM)Maidalia Sinta DiratienNo ratings yet
- Simultaneous Multiwavelength and Pulsed Laser Processing InnovationsDocument17 pagesSimultaneous Multiwavelength and Pulsed Laser Processing InnovationskuruvillacNo ratings yet
- Lazer Beam MechiningDocument18 pagesLazer Beam MechiningBiresh RoyNo ratings yet
- Application of Laser in Surface Engineering - FinalDocument16 pagesApplication of Laser in Surface Engineering - FinalShristi SinghNo ratings yet
- Review On Mechanism and Process of Surface Polishing Using LasersDocument21 pagesReview On Mechanism and Process of Surface Polishing Using LasersViệt TrầnNo ratings yet
- PDPM Iiitdm Jabalpur: LASER Beam Machining AdvancementsDocument12 pagesPDPM Iiitdm Jabalpur: LASER Beam Machining AdvancementsDeva RajNo ratings yet
- Green FunctionDocument15 pagesGreen Functionjitendra25252No ratings yet
- Dhiraj Kolhe LaserDocument15 pagesDhiraj Kolhe LaserDhiraj KolheNo ratings yet
- 12 Wyszynski PDFDocument12 pages12 Wyszynski PDFcsdna1112No ratings yet
- Laser Beam Machining Research PaperDocument5 pagesLaser Beam Machining Research Paperfv55wmg4100% (1)
- Laser-Hybrid WeldingDocument2 pagesLaser-Hybrid WeldingVysakh VasudevanNo ratings yet
- Laser PPT 2Document15 pagesLaser PPT 2Dhiraj KolheNo ratings yet
- Plastic Laser Welding Design GuidelinesDocument14 pagesPlastic Laser Welding Design Guidelinesjai1779No ratings yet
- OPTICSDocument16 pagesOPTICSjoseph.atefyosNo ratings yet
- DSL734 PresentationDocument7 pagesDSL734 PresentationZakir HussainNo ratings yet
- Laser Beam Welding Explained in 40 CharactersDocument11 pagesLaser Beam Welding Explained in 40 CharactersRamu AmaraNo ratings yet
- ReportDocument15 pagesReportClassic PrintersNo ratings yet
- Laser CladdingDocument9 pagesLaser Claddingavadh87No ratings yet
- Laser Beam Machining: Definition, Construction, Working Principle, Advantages, Application (Notes & PDF)Document6 pagesLaser Beam Machining: Definition, Construction, Working Principle, Advantages, Application (Notes & PDF)ShubhamNo ratings yet
- Laser Micropolishing for Surface SmootheningDocument16 pagesLaser Micropolishing for Surface Smootheningpurushottam kharbeNo ratings yet
- Direct Measurements of Laser Absorptivity During Metal Melt Pool Formation Associated With Powder Bed Fusion Additive Manufacturing ProcessesDocument5 pagesDirect Measurements of Laser Absorptivity During Metal Melt Pool Formation Associated With Powder Bed Fusion Additive Manufacturing ProcessesLi KLNo ratings yet
- Underwater Laser Micromachining of Silicon in Pressurized EnvironmentDocument9 pagesUnderwater Laser Micromachining of Silicon in Pressurized Environmentসুহাস মন্ডলNo ratings yet
- Laserbeammachininglbm 150421133113 Conversion Gate02Document17 pagesLaserbeammachininglbm 150421133113 Conversion Gate02Abdulrahman goudaNo ratings yet
- Module 4Document33 pagesModule 4Mohammed aslamNo ratings yet
- Laser Surface Hardening: A Review: P. Dinesh Babu and K.R. BalasubramanianDocument21 pagesLaser Surface Hardening: A Review: P. Dinesh Babu and K.R. Balasubramanianzidan ojaNo ratings yet
- Laser Beam MachiningDocument25 pagesLaser Beam MachiningtrimohitNo ratings yet
- Laser PeeningDocument21 pagesLaser PeeningJerry ThomasNo ratings yet
- AMT Module 4 1Document33 pagesAMT Module 4 1Pranav MgNo ratings yet
- Laser Beam: MachiningDocument52 pagesLaser Beam: MachiningraghurockramNo ratings yet
- 2016 - Lee Et Al. - Laser and Arc Manufacturing Processes A ReviewDocument14 pages2016 - Lee Et Al. - Laser and Arc Manufacturing Processes A ReviewCesar Fernando BenavidesNo ratings yet
- Ucm Assignment Sahil Tanweer 30-10-23Document56 pagesUcm Assignment Sahil Tanweer 30-10-23Sahil TanweerNo ratings yet
- Unit 12Document30 pagesUnit 12y suresh babuNo ratings yet
- LBM EBM NotesDocument36 pagesLBM EBM NotesFRANCIS THOMASNo ratings yet
- Dini Tech SeminarDocument23 pagesDini Tech SeminarDinesh arNo ratings yet
- Laser Beam Welding GuideDocument7 pagesLaser Beam Welding GuideBhargav Srinivas KolliNo ratings yet
- Laser Polishing of 3D Printed Metallic ComponentsDocument10 pagesLaser Polishing of 3D Printed Metallic ComponentsMahaboob BashaNo ratings yet
- Post-Process Treatments For Additive-Manufactured Metallic Structures: A Comprehensive ReviewDocument50 pagesPost-Process Treatments For Additive-Manufactured Metallic Structures: A Comprehensive ReviewraneenengNo ratings yet
- Yasa, Kruth - 2011 - Application of Laser Re-Melting On Selective Laser Melting Parts-AnnotatedDocument12 pagesYasa, Kruth - 2011 - Application of Laser Re-Melting On Selective Laser Melting Parts-AnnotatedKhaiNo ratings yet
- Laser Cutting Parameters' Effect on HAZDocument6 pagesLaser Cutting Parameters' Effect on HAZHarshad PatelNo ratings yet
- 1.2 Need For Ultrashort PulsesDocument1 page1.2 Need For Ultrashort PulsesVaibhav KalbandNo ratings yet
- Laser Micro Processing of Carbide Tool PDFDocument9 pagesLaser Micro Processing of Carbide Tool PDFAnonymous AjEedIk81No ratings yet
- Applied SciencesDocument22 pagesApplied SciencesDu RoyNo ratings yet
- Laser (01 18)Document18 pagesLaser (01 18)Ayrton PabloNo ratings yet
- Case 2 - Customer Loyalty and Warranty CostsDocument4 pagesCase 2 - Customer Loyalty and Warranty CostsChandra Sekhar ChittineniNo ratings yet
- Exercise - Cost of Lead TimeDocument1 pageExercise - Cost of Lead TimeChandra Sekhar ChittineniNo ratings yet
- Dell FinalDocument21 pagesDell FinallezielNo ratings yet
- Exercise - Cost of Lead TimeDocument1 pageExercise - Cost of Lead TimeChandra Sekhar ChittineniNo ratings yet
- Single Sourcing With Short Lead Time: On-Hand In-Transit Prior-Order IP Order Sales ReceiveDocument12 pagesSingle Sourcing With Short Lead Time: On-Hand In-Transit Prior-Order IP Order Sales ReceiveChandra Sekhar ChittineniNo ratings yet
- Unreliable Supplier (S1) : Single Sourcing: On-Hand Order SalesDocument23 pagesUnreliable Supplier (S1) : Single Sourcing: On-Hand Order SalesChandra Sekhar ChittineniNo ratings yet
- Creative Concepts: May 2017 - Issue 45 - The Industry Concepts You Need To KnowDocument32 pagesCreative Concepts: May 2017 - Issue 45 - The Industry Concepts You Need To KnowChandra Sekhar ChittineniNo ratings yet
- Work LorDocument2 pagesWork LorChandra Sekhar ChittineniNo ratings yet
- ELI CC Introduction LetterDocument2 pagesELI CC Introduction LetterChandra Sekhar ChittineniNo ratings yet
- Class 16 LeasesDocument13 pagesClass 16 LeasesChandra Sekhar ChittineniNo ratings yet
- Statement of Purpose First DraftDocument2 pagesStatement of Purpose First DraftChandra Sekhar ChittineniNo ratings yet
- Cheat Sheet - AccDocument1 pageCheat Sheet - AccChandra Sekhar ChittineniNo ratings yet
- M&S - Cover PageDocument1 pageM&S - Cover PageChandra Sekhar ChittineniNo ratings yet
- 2017 Class 16 EquityDocument35 pages2017 Class 16 EquityChandra Sekhar ChittineniNo ratings yet
- 17th August, 2016 Complete Lower Body Workout: S.No Warm Up Exercises RepetitionsDocument3 pages17th August, 2016 Complete Lower Body Workout: S.No Warm Up Exercises RepetitionsChandra Sekhar ChittineniNo ratings yet
- McKinsey Problem Solving Test - Practice TestBDocument28 pagesMcKinsey Problem Solving Test - Practice TestBproyecto20132014No ratings yet
- Company StrategyDocument61 pagesCompany StrategyChandra Sekhar ChittineniNo ratings yet
- AISHE Final Report 2014-15Document196 pagesAISHE Final Report 2014-15Chandra Sekhar ChittineniNo ratings yet
- Difference Between PERT & CPMDocument1 pageDifference Between PERT & CPMChandra Sekhar ChittineniNo ratings yet
- Idioms and PhrasesDocument30 pagesIdioms and PhrasesHitesh ChanderNo ratings yet
- Cover PageDocument1 pageCover PageChandra Sekhar ChittineniNo ratings yet
- Drive Control (CPC) Unit Component DescriptionDocument2 pagesDrive Control (CPC) Unit Component Descriptionrudi100% (1)
- CTF Assessment Tool - Table VersionDocument13 pagesCTF Assessment Tool - Table Versionapi-297064760No ratings yet
- Jishu Hozen Audit Sheet: Area: Equipment Name: Score RemarksDocument2 pagesJishu Hozen Audit Sheet: Area: Equipment Name: Score RemarksharshavardhanNo ratings yet
- Banana JuiceDocument33 pagesBanana JuiceDeepak Ola50% (2)
- Exoskeletons For Human Power Augmentation - BLEEXDocument6 pagesExoskeletons For Human Power Augmentation - BLEEXevoshendorNo ratings yet
- APES March 2016 Quick-Study CardDocument2 pagesAPES March 2016 Quick-Study CardSami Ullah Khan NiaziNo ratings yet
- Download Ananthanarayan Paniker Microbiology 9th Edition PDFDocument2 pagesDownload Ananthanarayan Paniker Microbiology 9th Edition PDFmy familyNo ratings yet
- BB2920-04 Cylinder Block-1Document5 pagesBB2920-04 Cylinder Block-1Volcambus SacNo ratings yet
- Comparison of RCC and Prestressed Concrete Ciircular Water TanksDocument4 pagesComparison of RCC and Prestressed Concrete Ciircular Water TanksShivakumar PatilNo ratings yet
- 802 11ah Overview Comm Soc r1Document15 pages802 11ah Overview Comm Soc r1l386543No ratings yet
- Joanne Kepher June 2nd 2021 PHD - Final PrintDocument307 pagesJoanne Kepher June 2nd 2021 PHD - Final PrintErick AmedaNo ratings yet
- Dan's Fanuc Spindle InfoDocument13 pagesDan's Fanuc Spindle InfoPham LongNo ratings yet
- Ec 014Document39 pagesEc 014Jermy TomasoaNo ratings yet
- Low Voltage Switchgear and Control Gear Application GuideDocument152 pagesLow Voltage Switchgear and Control Gear Application GuideAntonio MejiaNo ratings yet
- Artikel URECOL PDFDocument10 pagesArtikel URECOL PDFCahaya KeduaNo ratings yet
- Sda 5550Document2 pagesSda 5550saricgipsNo ratings yet
- Urban Economics Model For Land-Use PlanningDocument20 pagesUrban Economics Model For Land-Use PlanningInes ArozaNo ratings yet
- Oracle® Inventory: Consigned Inventory From Supplier Process Guide Release 12.1Document76 pagesOracle® Inventory: Consigned Inventory From Supplier Process Guide Release 12.1Guillermo ToddNo ratings yet
- Koncept NotaDocument14 pagesKoncept NotaKatarina JovanovićNo ratings yet
- Din 271Document1 pageDin 271Dule JovanovicNo ratings yet
- Instructions: Read One of The Three Articles and Accomplish The Metacognitive Reading ReportDocument2 pagesInstructions: Read One of The Three Articles and Accomplish The Metacognitive Reading ReportJudence LopezNo ratings yet
- E-Commerce 2018: Business. Technology. Society: Fourteenth EditionDocument54 pagesE-Commerce 2018: Business. Technology. Society: Fourteenth EditionCarlo WidjajaNo ratings yet
- 4601543493197ICC-ACOTEC Leaflet Edit FileDocument2 pages4601543493197ICC-ACOTEC Leaflet Edit FilesahanNo ratings yet
- 4as119068 - Uc 500e Ed.2 Data - SheeDocument12 pages4as119068 - Uc 500e Ed.2 Data - SheeayyakkottaiyurNo ratings yet
- PL 660 ManualDocument27 pagesPL 660 ManualSpeedyGonsalesNo ratings yet
- (Riccardo Viale, Fondazione Rosselli) The Capitali (B-Ok - CC) PDFDocument364 pages(Riccardo Viale, Fondazione Rosselli) The Capitali (B-Ok - CC) PDFmarceloamaralNo ratings yet
- Review WeldingDocument15 pagesReview WeldingHasnain TariqNo ratings yet
- Advanced Voice Recognition Systems v. AppleDocument15 pagesAdvanced Voice Recognition Systems v. AppleMacRumors0% (1)
- TR-3326 - SnapMirror Sync and Semi-Sync Overview Design Considerations GuideDocument26 pagesTR-3326 - SnapMirror Sync and Semi-Sync Overview Design Considerations GuideguesthotNo ratings yet