You might also like
- Design Calculation Oil Cooler MaK 2011 v2Document8 pagesDesign Calculation Oil Cooler MaK 2011 v2Fauzan Rusmayadi ReharderNo ratings yet
- EIL - Specification Sheet123Document1 pageEIL - Specification Sheet123Dinesh ChouguleNo ratings yet
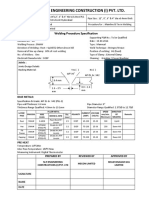
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- 7104 ReportDocument88 pages7104 ReportDesign TeamNo ratings yet
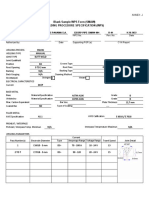
- WPS & PQR VVSPLDocument3 pagesWPS & PQR VVSPLBhargav BbvsNo ratings yet
- Arc - Wleding Final ExamDocument13 pagesArc - Wleding Final ExamJhonalyne Estioco CamachoNo ratings yet
- Welding Processes & InspectionDocument52 pagesWelding Processes & InspectionKaung Htet Cho100% (1)
- Calculation of Decking Capacity &Document9 pagesCalculation of Decking Capacity &Waqar FaziNo ratings yet
- Advances in Machine Tool Design and Research 1967: Proceedings of the 8th International M.T.D.R. Conference (Incorporating the 2nd International CIRP Production Engineering Research Conference), the University of Manchester Institute of Science and Technology, September 1967From EverandAdvances in Machine Tool Design and Research 1967: Proceedings of the 8th International M.T.D.R. Conference (Incorporating the 2nd International CIRP Production Engineering Research Conference), the University of Manchester Institute of Science and Technology, September 1967S. A. TobiasRating: 4 out of 5 stars4/5 (1)
- WPS & PQRDocument7 pagesWPS & PQRRanjan KumarNo ratings yet
- Proposed WPS For API 5LDocument1 pageProposed WPS For API 5LMecon HyderabadNo ratings yet
- 2A P220 Accumulator Process Data Sheet PDFDocument3 pages2A P220 Accumulator Process Data Sheet PDFAhmed MusallamNo ratings yet
- WQRDocument3 pagesWQRMascot InternationalNo ratings yet
- Client: Hindustan Petroleum Corporation Ltd. Contractor: Narmada Offshore Constructions Pvt. Ltd. Doc. No.: NOCPL/HPCL/NWOT/RK/WPS/JP/01 Rev. 00Document7 pagesClient: Hindustan Petroleum Corporation Ltd. Contractor: Narmada Offshore Constructions Pvt. Ltd. Doc. No.: NOCPL/HPCL/NWOT/RK/WPS/JP/01 Rev. 00Bhargav BbvsNo ratings yet
- Line of Procedure For Economiser Bend RepairDocument3 pagesLine of Procedure For Economiser Bend RepairVISAKHAPATNAM MALAYALEES WELFARE ASSOCIATIONNo ratings yet
- Ilovepdf Merged (5) CompressedDocument33 pagesIlovepdf Merged (5) CompressedNauman Habib KhanNo ratings yet
- Intellectual Welding TrainingDocument45 pagesIntellectual Welding Traininggaganesan1972100% (1)
- Magnetic Particle Examination: Ies-Industrial Engineering ServicesDocument2 pagesMagnetic Particle Examination: Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Magnetic Particle Examination: Ies-Industrial Engineering ServicesDocument2 pagesMagnetic Particle Examination: Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Magnetic Particle Examination: Ies-Industrial Engineering ServicesDocument2 pagesMagnetic Particle Examination: Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Magnetic Particle Examination: Ies-Industrial Engineering ServicesDocument2 pagesMagnetic Particle Examination: Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Welding Process: Prepared By: - Shyam Bihari SahDocument14 pagesWelding Process: Prepared By: - Shyam Bihari SahAmit TiwariNo ratings yet
- Magnetic Particle Examination: Ies-Industrial Engineering ServicesDocument2 pagesMagnetic Particle Examination: Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Magnetic Particle Examination: Ies-Industrial Engineering ServicesDocument2 pagesMagnetic Particle Examination: Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Mechanical Test 1Document21 pagesMechanical Test 1Manoranjan sharmaNo ratings yet
- RMT465477 OK Flux 1071L F7A4 F7P5 EH14 DSDocument1 pageRMT465477 OK Flux 1071L F7A4 F7P5 EH14 DSharikrishnanNo ratings yet
- Magnetic Particle Examination: Ies-Industrial Engineering ServicesDocument2 pagesMagnetic Particle Examination: Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Arcaloy 430Nb (Rev.2)Document2 pagesArcaloy 430Nb (Rev.2)RobertoNo ratings yet
- Welding Methods & Technology.: V.R.Ekbote Ces (Insp), Ril (PG)Document52 pagesWelding Methods & Technology.: V.R.Ekbote Ces (Insp), Ril (PG)cyNo ratings yet
- Atac 20330 22 - 1298699158Document1 pageAtac 20330 22 - 1298699158parth sapariaNo ratings yet
- Radiographic Examination Report: Report No: Gtcl/Libra/Bkb800Mmscfd/Rt-0015 Client: Gas Transmission Company LTDDocument1 pageRadiographic Examination Report: Report No: Gtcl/Libra/Bkb800Mmscfd/Rt-0015 Client: Gas Transmission Company LTDMd Ashikur RahmanNo ratings yet
- Welding Procedure Specification According To EN ISO 15609, 2004Document2 pagesWelding Procedure Specification According To EN ISO 15609, 2004Dimitris NikouNo ratings yet
- Arc Welding-1Document14 pagesArc Welding-1m9966822No ratings yet
- Inspection Request For WeldingDocument1 pageInspection Request For Weldingck19654840No ratings yet
- CA18157 Military Fasteners ComDocument2 pagesCA18157 Military Fasteners ComKzirvy LinsenNo ratings yet
- Effects of Electrode Degradation On Electrode Life in Resistance Spot Welding of Aluminum Alloy 5182Document6 pagesEffects of Electrode Degradation On Electrode Life in Resistance Spot Welding of Aluminum Alloy 5182Joel BrasilBorgesNo ratings yet
- Radiographic Examination Report: Report No: Gtcl/Libra/Bkb800Mmscfd/Rt-0016 Client: Gas Transmission Company LTDDocument1 pageRadiographic Examination Report: Report No: Gtcl/Libra/Bkb800Mmscfd/Rt-0016 Client: Gas Transmission Company LTDMd Ashikur RahmanNo ratings yet
- To Appear in MeasurementDocument28 pagesTo Appear in Measurementالسيد ابراهيم عبدالعزيز عبداللهNo ratings yet
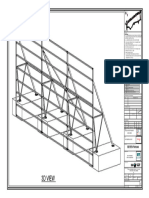
- Fence 5 M (1-2)Document1 pageFence 5 M (1-2)s.nanaahNo ratings yet
- 20 MTR GA DRAWING, TDS, STR. CALCULATION - CleanedDocument20 pages20 MTR GA DRAWING, TDS, STR. CALCULATION - CleanedLeroyNo ratings yet
- Sea Water Corrosion Resisting SteelDocument8 pagesSea Water Corrosion Resisting SteelCarlos PadillaNo ratings yet
- Arc - Wleding Final Exam PDFDocument13 pagesArc - Wleding Final Exam PDFronaldo de guzmanNo ratings yet
- 01 - WPS - Welder Qualification and WPQR For MS 5.0 MM RAKESH Fillet T JointDocument5 pages01 - WPS - Welder Qualification and WPQR For MS 5.0 MM RAKESH Fillet T JointssqiindiapvtltdNo ratings yet
- 3010-PS003 - 3 Valve ScheduleDocument61 pages3010-PS003 - 3 Valve ScheduleMichael adu-boahenNo ratings yet
- Electric Welding 003709 MBPDocument429 pagesElectric Welding 003709 MBPAulia Haq AqobyNo ratings yet
- EJ Handbook.A5Document261 pagesEJ Handbook.A5ElMacheteDelHuesoNo ratings yet
- Vind Flow Data CompressDocument5 pagesVind Flow Data CompressMohan BabuNo ratings yet
- WPS Sample SMAW - OtherDocument1 pageWPS Sample SMAW - OtherLuis MirandaNo ratings yet
- L6 - Joining ProcessesDocument22 pagesL6 - Joining ProcessesDinesh MahalaNo ratings yet
- Ultrasonic Non-Destructive Evaluation For Spot Welding in The Automotive IndustryDocument6 pagesUltrasonic Non-Destructive Evaluation For Spot Welding in The Automotive IndustryCarlos MusellaNo ratings yet
- Tech Spec Spiral Pipe For Faide Project.r1Document5 pagesTech Spec Spiral Pipe For Faide Project.r1Delshad DuhokiNo ratings yet
- Phoenix Contact 5441346 enDocument7 pagesPhoenix Contact 5441346 enDGNo ratings yet
- Resistance Welding Coated Low Carbon SteelsDocument3 pagesResistance Welding Coated Low Carbon Steelsbressiani8416No ratings yet
- WeldingDocument84 pagesWeldingJigar DodiaNo ratings yet
- Tdi 50000 Tpy, GNFCDocument6 pagesTdi 50000 Tpy, GNFCkrunal panchalNo ratings yet
- SB46 Along GL-2 SummaryDocument2 pagesSB46 Along GL-2 Summarymhazarath murariNo ratings yet
- 3D View: SEVEN FencesDocument1 page3D View: SEVEN Fencess.nanaahNo ratings yet
- Saw Elentrodo y FundenteDocument24 pagesSaw Elentrodo y Fundentegechaves1No ratings yet
- Expert System Analysis of TIG Molten Weld Metal Fluidity Using The Bond Dimensionless NumberDocument6 pagesExpert System Analysis of TIG Molten Weld Metal Fluidity Using The Bond Dimensionless NumberInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- CHOSUN Welding CatalogueDocument14 pagesCHOSUN Welding CataloguesuronocaturatmojoNo ratings yet