You might also like
- Machine Variables and Yarn StructureDocument6 pagesMachine Variables and Yarn Structureadama spinningNo ratings yet
- Twist LivelinessDocument4 pagesTwist LivelinessBhargav ShahNo ratings yet
- Aprons Slippage CalculationDocument6 pagesAprons Slippage CalculationNeelakandan DNo ratings yet
- Adobe Scan 15 Jan 2024Document7 pagesAdobe Scan 15 Jan 2024SuiajNo ratings yet
- Fundamentals of BeltexDocument5 pagesFundamentals of BeltexarunabhagnihotriNo ratings yet
- Dimensional Properties of Fleece FabricDocument5 pagesDimensional Properties of Fleece Fabricmac2022No ratings yet
- 011-Apron Slippage in Ring Frame PDFDocument7 pages011-Apron Slippage in Ring Frame PDFMd. Humayun KabirNo ratings yet
- Spirality of Knitted Fabrics: Part Ii: The Effect of Yarn Spinning Technology On Spirality M. D. Oe AreuroDocument7 pagesSpirality of Knitted Fabrics: Part Ii: The Effect of Yarn Spinning Technology On Spirality M. D. Oe AreuroAPARASU2010No ratings yet
- Index of Cotton Spinning ExperimentsDocument24 pagesIndex of Cotton Spinning ExperimentsFahima RashidNo ratings yet
- The Quality of Fancy Yarn: Part Ii: Practical Experiments and ApplicationDocument14 pagesThe Quality of Fancy Yarn: Part Ii: Practical Experiments and ApplicationTJPRC PublicationsNo ratings yet
- Importance of The Cloth Fell Position and Its Specification MethodsDocument20 pagesImportance of The Cloth Fell Position and Its Specification MethodsMễro ĢANo ratings yet
- Some Studies On Structure and Properties of Wrapped Jute (Parafil) YarnsDocument5 pagesSome Studies On Structure and Properties of Wrapped Jute (Parafil) YarnsVedant MahajanNo ratings yet
- THE An Instrument The Flexural: Flexometer, For Evaluating Cloth MaterialsDocument12 pagesTHE An Instrument The Flexural: Flexometer, For Evaluating Cloth MaterialsWaqar YounasNo ratings yet
- Relationship Btween Sland Fabric DiaDocument4 pagesRelationship Btween Sland Fabric DiaMD Riad Hossain MoonNo ratings yet
- 13 (2) 15Document6 pages13 (2) 15Biswa Ranjan DasNo ratings yet
- Govt. of India Directorate General of Supplies Dis Posais: (Ij/Ving) Parliament Street Newdelhi-IDocument10 pagesGovt. of India Directorate General of Supplies Dis Posais: (Ij/Ving) Parliament Street Newdelhi-IJayashri BhuyanNo ratings yet
- IntroductionDocument11 pagesIntroductionGoyal AbhijeetNo ratings yet
- Preparatory Process of Woven Fabric Manufacturing Chapter 1Document13 pagesPreparatory Process of Woven Fabric Manufacturing Chapter 1Sourav Talukdar.No ratings yet
- Shear Test Method 544 554Document11 pagesShear Test Method 544 554Gajjelli SrinivasNo ratings yet
- ASTM D4435-13 (Tracción de Pernos)Document7 pagesASTM D4435-13 (Tracción de Pernos)Francisca TorresNo ratings yet
- Application of Deep Compaction Techniques To Liquefaction Application of Deep Compaction Techniques To Liquefaction Prevention PreventionDocument5 pagesApplication of Deep Compaction Techniques To Liquefaction Application of Deep Compaction Techniques To Liquefaction Prevention Preventionshamal AbdullahNo ratings yet
- Dimensional StabilityDocument55 pagesDimensional StabilityJuan Cubas100% (1)
- Sheave Design Versus Wire Rope LifeDocument2 pagesSheave Design Versus Wire Rope LifeSandeep GuptaNo ratings yet
- Evaluation of yarn diameter and its effect on fabric qualityDocument8 pagesEvaluation of yarn diameter and its effect on fabric qualitySabeeh Ul HassanNo ratings yet
- Fabric Science II ReportDocument12 pagesFabric Science II ReportShrishti AgarwalNo ratings yet
- The Effect of Backrest Roller On Warp Tension in Modern LoomDocument10 pagesThe Effect of Backrest Roller On Warp Tension in Modern LoomMễro ĢANo ratings yet
- Apron Slippage in Ring Frame Part 2Document7 pagesApron Slippage in Ring Frame Part 2Selvakumar ThirumaniNo ratings yet
- Ijftr 36 (3) 227-233Document0 pagesIjftr 36 (3) 227-233M A HasanNo ratings yet
- Shaikat-Tex 2Document10 pagesShaikat-Tex 2shaikat6163No ratings yet
- The Strength of Plant Fibres1015Document3 pagesThe Strength of Plant Fibres1015hassbanasghar39No ratings yet
- Analysis of Yarn Tension in The Yarn Forming Zone in Friction SpinningDocument11 pagesAnalysis of Yarn Tension in The Yarn Forming Zone in Friction SpinningFilthynotesNo ratings yet
- How warp tension affects fabric propertiesDocument4 pagesHow warp tension affects fabric propertiesTarun Amrutlal PrajapatiNo ratings yet
- Yarn Tension and Balloon Geometry in Ring SpinningDocument18 pagesYarn Tension and Balloon Geometry in Ring Spinningapi-1996555380% (5)
- NLSPIsicc TextilesandsyntheticmaterialsDocument88 pagesNLSPIsicc TextilesandsyntheticmaterialsbalachandarNo ratings yet
- This Study Resource Was: Speed FrameDocument9 pagesThis Study Resource Was: Speed FrameRatul HasanNo ratings yet
- Speed Frame: Necessary Machine for Roving ProductionDocument9 pagesSpeed Frame: Necessary Machine for Roving ProductionRatul Hasan0% (1)
- Influence of Number of Draw Frame Passages on Fibre Hooks inside Rotor Spinning MachineDocument4 pagesInfluence of Number of Draw Frame Passages on Fibre Hooks inside Rotor Spinning MachinePaytmNo ratings yet
- Imperfections in YarnDocument6 pagesImperfections in YarnSubba Rao100% (1)
- Characterization of Low Twist Yarn: Effect of Twist On Physical and Mechanical PropertiesDocument6 pagesCharacterization of Low Twist Yarn: Effect of Twist On Physical and Mechanical PropertieshawNo ratings yet
- Ijftr 43 (2) 164-172Document9 pagesIjftr 43 (2) 164-172anil beniwalNo ratings yet
- Yarn Technology and Qu AlityDocument653 pagesYarn Technology and Qu AlityYashi ShekharNo ratings yet
- 1990 - Yarn Friction and Abrasion Performance - MTS - FloryDocument15 pages1990 - Yarn Friction and Abrasion Performance - MTS - FloryAlejandra Paz San MartínNo ratings yet
- Yarn TensionDocument8 pagesYarn TensionAbhinandanNo ratings yet
- Jresv20n2p241 A1bDocument15 pagesJresv20n2p241 A1bTaha AbdouNo ratings yet
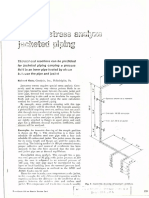
- Predict thermal end reactions for jacketed piping systemsDocument3 pagesPredict thermal end reactions for jacketed piping systemsG4S PRINTSHOPNo ratings yet
- The Tensile Behaviour of Spider Silk: Els - Vannimmen@Ugent - Be Kris - Gellynck@Ugent - Be Lieva - Vanlangenhove@Ugent - BeDocument7 pagesThe Tensile Behaviour of Spider Silk: Els - Vannimmen@Ugent - Be Kris - Gellynck@Ugent - Be Lieva - Vanlangenhove@Ugent - Beapi-3733260No ratings yet
- Fibre MigrationDocument5 pagesFibre MigrationAbd. AlimNo ratings yet
- Yang Guang Du Neural Net Based Softsensor For DynamicDocument15 pagesYang Guang Du Neural Net Based Softsensor For Dynamicmohammadrezafarzi79No ratings yet
- Textile Center Analyzes Cloth Believed To Be From 1903 Wright Flyer AirplaneDocument8 pagesTextile Center Analyzes Cloth Believed To Be From 1903 Wright Flyer Airplaneapi-3733260No ratings yet
- Ijftr 23 44Document5 pagesIjftr 23 44Arunkumar AKNo ratings yet
- Evaluation of Real Yarn Diameter - Processing, Dyeing & Finishing - FeaturesDocument7 pagesEvaluation of Real Yarn Diameter - Processing, Dyeing & Finishing - FeaturesTrinhTruongNo ratings yet
- KnittingDocument62 pagesKnitting장지용No ratings yet
- The Ballistic Impact Characteristics of Aramid Fabrics - Interface FrictionDocument19 pagesThe Ballistic Impact Characteristics of Aramid Fabrics - Interface FrictiongooogaNo ratings yet
- Textile Physics-Ii NoteDocument61 pagesTextile Physics-Ii NoteMd. Moshiur Rahman67% (3)
- Comparative Study of Ring, Rotor and Air-Jet Yarn PropertiesDocument14 pagesComparative Study of Ring, Rotor and Air-Jet Yarn Propertiesgizex2013No ratings yet
- Theory of Silk Weaving A Treatise on the Construction and Application of Weaves, and the Decomposition and Calculation of Broad and Narrow, Plain, Novelty and Jacquard Silk FabricsFrom EverandTheory of Silk Weaving A Treatise on the Construction and Application of Weaves, and the Decomposition and Calculation of Broad and Narrow, Plain, Novelty and Jacquard Silk FabricsNo ratings yet
- Friction Spinning: DREF System OverviewDocument9 pagesFriction Spinning: DREF System OverviewAnonymous Pt7NHkat9No ratings yet
- Action Items For Faculty Members of TNDocument2 pagesAction Items For Faculty Members of TNAnonymous Pt7NHkat9No ratings yet
- 1Document1 page1Anonymous Pt7NHkat9No ratings yet
- Friction SpinningDocument9 pagesFriction SpinningTKK-TEXTILE PSG CTNo ratings yet
- Friction SpinningDocument42 pagesFriction SpinningAnonymous Pt7NHkat9No ratings yet
- L16 M2 Panchtatva AKJ, SSK - 2Document9 pagesL16 M2 Panchtatva AKJ, SSK - 2TKK-TEXTILE PSG CT100% (1)
- L18 M2 Sustanability-Credle To Credle Approach - 2Document10 pagesL18 M2 Sustanability-Credle To Credle Approach - 2TKK-TEXTILE PSG CTNo ratings yet
- MCQ (1) SpinningDocument3 pagesMCQ (1) SpinningAnonymous Pt7NHkat9100% (3)
- Investigative Study of Periodic Yarn Faults and Its Removal by Using Gearing AnalysisDocument59 pagesInvestigative Study of Periodic Yarn Faults and Its Removal by Using Gearing AnalysisJuan Cubas100% (1)
- 2272 00Document10 pages2272 00Thomas JuliaNo ratings yet
- Textiles SWATCHDocument10 pagesTextiles SWATCHskgolbanNo ratings yet
- GATE 2013: Answer Keys For TF - Textile Engineering and Fibre ScienceDocument1 pageGATE 2013: Answer Keys For TF - Textile Engineering and Fibre ScienceAnonymous Pt7NHkat9No ratings yet
- MCQ - 2 (Spinning) PDFDocument2 pagesMCQ - 2 (Spinning) PDFAnonymous Pt7NHkat9100% (1)
- Cotton MCQDocument4 pagesCotton MCQAnonymous Pt7NHkat9No ratings yet
- Classimat Yarn Faults - 16174 PDFDocument10 pagesClassimat Yarn Faults - 16174 PDFAnonymous Pt7NHkat9No ratings yet
- 1Document5 pages1Anonymous Pt7NHkat9No ratings yet
- Classimat Yarn Faults - 16174 PDFDocument10 pagesClassimat Yarn Faults - 16174 PDFAnonymous Pt7NHkat9No ratings yet
- Investigative Study of Periodic Yarn Faults and Its Removal by Using Gearing AnalysisDocument59 pagesInvestigative Study of Periodic Yarn Faults and Its Removal by Using Gearing AnalysisJuan Cubas100% (1)
- Crimpcrimpinterchange 170122183201Document14 pagesCrimpcrimpinterchange 170122183201Anonymous Pt7NHkat9No ratings yet
- TherblingsDocument10 pagesTherblingsajainb239No ratings yet
- GATE Textile Engineering Paper 2015Document8 pagesGATE Textile Engineering Paper 2015Anonymous Pt7NHkat9No ratings yet
- Jiggerdyeingmachine 140402103610 Phpapp01Document42 pagesJiggerdyeingmachine 140402103610 Phpapp01Anonymous Pt7NHkat9No ratings yet
- LG Projector Consolidated LeafletDocument4 pagesLG Projector Consolidated LeafletAnonymous Pt7NHkat9No ratings yet
- Yarn Manufacture - Set of 2 VolsDocument2 pagesYarn Manufacture - Set of 2 VolsAnonymous Pt7NHkat9No ratings yet
- 2272 00Document10 pages2272 00Thomas JuliaNo ratings yet
- Basics of KnittingDocument3 pagesBasics of KnittingVasant Kothari100% (2)
- Fabric GeometryDocument21 pagesFabric GeometryAnonymous Pt7NHkat9No ratings yet
- Advance Fibre InformationDocument16 pagesAdvance Fibre InformationDIPAK VINAYAK SHIRBHATE100% (1)
- Ring Spinning Vs All Technologies Part 2Document29 pagesRing Spinning Vs All Technologies Part 2SOhaib KazmeNo ratings yet
- CrafterNoon Make and Take Rosette From Martha Stewart's Handmade Holiday CraftsDocument2 pagesCrafterNoon Make and Take Rosette From Martha Stewart's Handmade Holiday CraftsCrafterNews42% (12)
- Craft Documentation: Warngal DurriesDocument12 pagesCraft Documentation: Warngal DurriesSwargam gaya3paviNo ratings yet
- Cotton: Cotton Is A Soft, Fluffy Staple Fiber That Grows in A Boll, or Protective Capsule, Around The Seeds ofDocument37 pagesCotton: Cotton Is A Soft, Fluffy Staple Fiber That Grows in A Boll, or Protective Capsule, Around The Seeds ofMukesh ManwaniNo ratings yet
- Kal Baffi - knotted carpet weaving of Kashmir - Gaatha - गाथा - handicraftsDocument8 pagesKal Baffi - knotted carpet weaving of Kashmir - Gaatha - गाथा - handicraftsShreya KaleNo ratings yet
- Organisational Study of Ikon Exports Garment ManufacturingDocument65 pagesOrganisational Study of Ikon Exports Garment ManufacturingMeena SivasubramanianNo ratings yet
- Knit Fabric FaultDocument9 pagesKnit Fabric FaultLucas HillNo ratings yet
- 3322902WT IDocument5 pages3322902WT ISinaiDasNo ratings yet
- Manufacturing IndustriesDocument36 pagesManufacturing IndustriesRamjeeNagarajanNo ratings yet
- Oxford Public School, RanchiDocument2 pagesOxford Public School, RanchiRabi Kumar PatraNo ratings yet
- Class Test Aug - Ix - EnglishDocument6 pagesClass Test Aug - Ix - EnglishSanjay Shinde100% (1)
- Brief Curriculum VitaeDocument15 pagesBrief Curriculum VitaeRupendra ChourasiyaNo ratings yet
- OptiMax-i: The benchmark in rapier weavingDocument24 pagesOptiMax-i: The benchmark in rapier weavingAshwin ThakkarNo ratings yet
- 14 Textile... (pp.417-422) PDFDocument6 pages14 Textile... (pp.417-422) PDFবিশ্বজিৎ বিশ্বাসNo ratings yet
- Pakistan Textile IndustryDocument32 pagesPakistan Textile IndustrySadaqat AliNo ratings yet
- Research On Khadi and Handloom FabricsDocument9 pagesResearch On Khadi and Handloom FabricsTrita NandiNo ratings yet
- Timorese Weavers Art ExhibitionDocument5 pagesTimorese Weavers Art ExhibitionKkvas Soares100% (1)
- Changing Families and Lifestyles of Women WeaversDocument3 pagesChanging Families and Lifestyles of Women WeaversTamilselvan MahalingamNo ratings yet
- The Weaving Industry of IndiaDocument29 pagesThe Weaving Industry of IndiaArtika Ashdhir100% (5)
- Literature Study ThesisDocument5 pagesLiterature Study ThesisDivya SreeNo ratings yet
- Prism Heddle LoomDocument2 pagesPrism Heddle Loomjayrock574765No ratings yet
- Textiles and Clothing by Watson, Kate HeintzDocument166 pagesTextiles and Clothing by Watson, Kate HeintzGutenberg.org100% (1)
- Bibliography Clothing TextilesDocument138 pagesBibliography Clothing Textilesjagan19790% (1)
- 45 Arumugam.pDocument5 pages45 Arumugam.pkNo ratings yet
- KohinoorDocument16 pagesKohinoorKamil FarooqNo ratings yet
- Project On Fixed Assets ManagementDocument103 pagesProject On Fixed Assets ManagementChintan Desai80% (5)
- Real Madras Handkerchiefs, The Forgotten Saga of RMHKFull Paper On RMHKDocument16 pagesReal Madras Handkerchiefs, The Forgotten Saga of RMHKFull Paper On RMHKPUTTU GURU PRASAD SENGUNTHA MUDALIARNo ratings yet
- Cotton Farming to Weaving ProcessDocument2 pagesCotton Farming to Weaving ProcessEliaz MendezNo ratings yet
- Weaving Today: Guide To Inkle WeavingDocument12 pagesWeaving Today: Guide To Inkle WeavingSusannah Dijkstra75% (4)
- Smart Data Monitoring System For Power Loom Using IOTDocument12 pagesSmart Data Monitoring System For Power Loom Using IOTAsy'ari HisyamNo ratings yet
- B.Sc. Textile Engineering 1st Year Course OverviewDocument46 pagesB.Sc. Textile Engineering 1st Year Course OverviewSanuwar RashidNo ratings yet