You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Data Mining and Warehouse MCQS With Answer GoodDocument30 pagesData Mining and Warehouse MCQS With Answer GoodKanwal Preet74% (70)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Astm D6926 PDFDocument6 pagesAstm D6926 PDFEgemet SatisNo ratings yet
- Iso 11254-1 - 2000 PD Sudan 42 PDFDocument30 pagesIso 11254-1 - 2000 PD Sudan 42 PDFEgemet SatisNo ratings yet
- Limit GaugesDocument29 pagesLimit GaugesMANOJ M83% (6)
- Uncertainty Analysis ofDocument10 pagesUncertainty Analysis ofEgemet SatisNo ratings yet
- Astm E448 82 R02 E02 PDFDocument40 pagesAstm E448 82 R02 E02 PDFPacifier NothingfaceNo ratings yet
- Ezm 4430Document48 pagesEzm 4430Egemet SatisNo ratings yet
- Limit GaugesDocument29 pagesLimit GaugesMANOJ M83% (6)
- Uncertainty Analysis ofDocument10 pagesUncertainty Analysis ofEgemet SatisNo ratings yet
- Uncertainty Analysis ofDocument10 pagesUncertainty Analysis ofEgemet SatisNo ratings yet
- Aggregates CatalogueDocument10 pagesAggregates CatalogueEgemet SatisNo ratings yet
- Surface Texture Metrology Services Available PDFDocument2 pagesSurface Texture Metrology Services Available PDFEgemet SatisNo ratings yet
- Segmentasyon PDFDocument1 pageSegmentasyon PDFEgemet SatisNo ratings yet
- 05 Concretes p73 112Document40 pages05 Concretes p73 112Egemet SatisNo ratings yet
- Matest Catalogue 6 Cement MortarDocument49 pagesMatest Catalogue 6 Cement MortarEgemet SatisNo ratings yet
- 05 Concretes p73 112Document40 pages05 Concretes p73 112Egemet SatisNo ratings yet
- Glukhov 2018 J. Phys.: Conf. Ser. 998 012012Document9 pagesGlukhov 2018 J. Phys.: Conf. Ser. 998 012012Egemet SatisNo ratings yet
- 3835-Article Text PDF-7593-1-10-20130718Document14 pages3835-Article Text PDF-7593-1-10-20130718Egemet SatisNo ratings yet
- Calibration of Digital Level PDFDocument10 pagesCalibration of Digital Level PDFEgemet SatisNo ratings yet
- 3642 01Document4 pages3642 01Egemet SatisNo ratings yet
- Bachelor Project 2010: Comparison of Short Range and Long Range Laser Scanner's Accuracy DifferencesDocument27 pagesBachelor Project 2010: Comparison of Short Range and Long Range Laser Scanner's Accuracy DifferencesEgemet SatisNo ratings yet
- Analysis of Errors of The Testing Equipment For PDFDocument5 pagesAnalysis of Errors of The Testing Equipment For PDFEgemet SatisNo ratings yet
- High Accuracy Short Range Laser Meter For System Calibration and InstallationDocument8 pagesHigh Accuracy Short Range Laser Meter For System Calibration and InstallationEgemet SatisNo ratings yet
- FittingData PDFDocument10 pagesFittingData PDFRajeeb KunwarNo ratings yet
- Analysis of Errors of The Testing Equipment For PDFDocument5 pagesAnalysis of Errors of The Testing Equipment For PDFEgemet SatisNo ratings yet
- Arazi Ölçüm Cihazları Ve Standartları PDFDocument9 pagesArazi Ölçüm Cihazları Ve Standartları PDFEgemet SatisNo ratings yet
- LVDT Calibration ProcedureDocument3 pagesLVDT Calibration ProcedureEgemet Satis100% (1)
- ASME B1.3-2007 ¿É ÓÊÜ SS Ç ÄÂÝÎÆ âÁ¿Ï Í .Ó ÖƺÍÃ×ÖÆÂÝÎÆ (UN¡ UNR¡ UNJ¡ MºÍMJ)Document22 pagesASME B1.3-2007 ¿É ÓÊÜ SS Ç ÄÂÝÎÆ âÁ¿Ï Í .Ó ÖƺÍÃ×ÖÆÂÝÎÆ (UN¡ UNR¡ UNJ¡ MºÍMJ)vivek_swati100% (2)
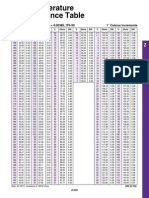
- For European Curve, Alpha 0.00385, ITS-90 1° Celsius IncrementsDocument3 pagesFor European Curve, Alpha 0.00385, ITS-90 1° Celsius IncrementsMary HarrisonNo ratings yet
- Ansi B 7 1 2000 PDFDocument155 pagesAnsi B 7 1 2000 PDFEgemet SatisNo ratings yet
- 1 Eigenvalues, Eigenvectors, Eigenspaces: Eigenvalue Characteristic ValueDocument17 pages1 Eigenvalues, Eigenvectors, Eigenspaces: Eigenvalue Characteristic ValueSarit BurmanNo ratings yet
- Gitam PDFDocument4 pagesGitam PDFSridhar AtlaNo ratings yet
- DG Notes BerkeleyDocument44 pagesDG Notes BerkeleymaplebrandishNo ratings yet
- CSLABMANUALDocument99 pagesCSLABMANUALGOKUL RNo ratings yet
- Dwnload Full Introduction To Finite Elements in Engineering 4th Edition Chandrupatla Solutions Manual PDFDocument12 pagesDwnload Full Introduction To Finite Elements in Engineering 4th Edition Chandrupatla Solutions Manual PDFgilmadelaurentis100% (13)
- Nonlinear Finite Elements - Lagrangian and Eulerian Descriptions - WikiversityDocument3 pagesNonlinear Finite Elements - Lagrangian and Eulerian Descriptions - Wikiversitypuganbu_155005532No ratings yet
- Math 7 and 8 Performance TaskDocument3 pagesMath 7 and 8 Performance Taskapi-401010000No ratings yet
- Math Standards Grade 6Document8 pagesMath Standards Grade 6truadminNo ratings yet
- Verilog HDLDocument74 pagesVerilog HDLgautamsvksNo ratings yet
- Curious Numerical Coincidence To The Pioneer AnomalyDocument3 pagesCurious Numerical Coincidence To The Pioneer AnomalylivanelNo ratings yet
- Watermarking For Video AuthenticationDocument29 pagesWatermarking For Video Authenticationhirenbhalala708No ratings yet
- Ellipse orDocument23 pagesEllipse orTEJA SINGHNo ratings yet
- Elliott Wave TheoryDocument18 pagesElliott Wave TheoryQTP TrainerNo ratings yet
- Grade 10 Term 3 TopicsDocument10 pagesGrade 10 Term 3 TopicsOwamiirh RsaNo ratings yet
- CSEC MayJune2013 01234020.SPEC PDFDocument36 pagesCSEC MayJune2013 01234020.SPEC PDFCarl Agape Davis0% (1)
- Z-Transform Lecture NotesDocument24 pagesZ-Transform Lecture NotesGnanaraj100% (1)
- Straight Line (Question Bank)Document7 pagesStraight Line (Question Bank)Harshit Joshi67% (3)
- Workbook Group TheoryDocument62 pagesWorkbook Group TheoryLi NguyenNo ratings yet
- Chapter 4 Circuit - Theorems PDFDocument56 pagesChapter 4 Circuit - Theorems PDFHafzal GaniNo ratings yet
- Skills in Mathematics Integral Calculus For JEE Main and Advanced 2022Document319 pagesSkills in Mathematics Integral Calculus For JEE Main and Advanced 2022Harshil Nagwani100% (3)
- Sound and Hearing (Chapter 16)Document64 pagesSound and Hearing (Chapter 16)Robert Tawanda Mutasa100% (1)
- OOMD Unit1 Combined SlidesDocument308 pagesOOMD Unit1 Combined SlidesAbhishikta SaiNo ratings yet
- ProjectDocument3 pagesProjectGoutham BindigaNo ratings yet
- A Tutorial On Differential Evolution With Python - Pablo R. MierDocument21 pagesA Tutorial On Differential Evolution With Python - Pablo R. MierNeel GhoshNo ratings yet
- Fractions, Decimals, Percents: Learners Module in Business MathematicsDocument29 pagesFractions, Decimals, Percents: Learners Module in Business MathematicsJamaica C. AquinoNo ratings yet
- ST Performance Task g9 MathDocument2 pagesST Performance Task g9 MathJessan NeriNo ratings yet
- Rudita Cahya Nadila - CH 4Document8 pagesRudita Cahya Nadila - CH 4Giovanni HebertNo ratings yet
- TestDocument4 pagesTestSreekumar K SNo ratings yet
- DSPDocument21 pagesDSPBindu MadhaviNo ratings yet