You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Limit GaugesDocument29 pagesLimit GaugesMANOJ M83% (6)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Uncertainty Analysis ofDocument10 pagesUncertainty Analysis ofEgemet SatisNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Astm E448 82 R02 E02 PDFDocument40 pagesAstm E448 82 R02 E02 PDFPacifier NothingfaceNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Ezm 4430Document48 pagesEzm 4430Egemet SatisNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Limit GaugesDocument29 pagesLimit GaugesMANOJ M83% (6)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Uncertainty Analysis ofDocument10 pagesUncertainty Analysis ofEgemet SatisNo ratings yet
- Surface Texture Metrology Services Available PDFDocument2 pagesSurface Texture Metrology Services Available PDFEgemet SatisNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Matest Catalogue 6 Cement MortarDocument49 pagesMatest Catalogue 6 Cement MortarEgemet SatisNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Segmentasyon PDFDocument1 pageSegmentasyon PDFEgemet SatisNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Astm D6926 PDFDocument6 pagesAstm D6926 PDFEgemet SatisNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Aggregates CatalogueDocument10 pagesAggregates CatalogueEgemet SatisNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- 05 Concretes p73 112Document40 pages05 Concretes p73 112Egemet SatisNo ratings yet
- 05 Concretes p73 112Document40 pages05 Concretes p73 112Egemet SatisNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Glukhov 2018 J. Phys.: Conf. Ser. 998 012012Document9 pagesGlukhov 2018 J. Phys.: Conf. Ser. 998 012012Egemet SatisNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- 3642 01Document4 pages3642 01Egemet SatisNo ratings yet
- Analysis of Errors of The Testing Equipment For PDFDocument5 pagesAnalysis of Errors of The Testing Equipment For PDFEgemet SatisNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Analysis of Errors of The Testing Equipment For PDFDocument5 pagesAnalysis of Errors of The Testing Equipment For PDFEgemet SatisNo ratings yet
- High Accuracy Short Range Laser Meter For System Calibration and InstallationDocument8 pagesHigh Accuracy Short Range Laser Meter For System Calibration and InstallationEgemet SatisNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Calibration of Digital Level PDFDocument10 pagesCalibration of Digital Level PDFEgemet SatisNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Iso 11254-1 - 2000 PD Sudan 42 PDFDocument30 pagesIso 11254-1 - 2000 PD Sudan 42 PDFEgemet SatisNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Bachelor Project 2010: Comparison of Short Range and Long Range Laser Scanner's Accuracy DifferencesDocument27 pagesBachelor Project 2010: Comparison of Short Range and Long Range Laser Scanner's Accuracy DifferencesEgemet SatisNo ratings yet
- 3835-Article Text PDF-7593-1-10-20130718Document14 pages3835-Article Text PDF-7593-1-10-20130718Egemet SatisNo ratings yet
- FittingData PDFDocument10 pagesFittingData PDFRajeeb KunwarNo ratings yet
- Arazi Ölçüm Cihazları Ve Standartları PDFDocument9 pagesArazi Ölçüm Cihazları Ve Standartları PDFEgemet SatisNo ratings yet
- LVDT Calibration ProcedureDocument3 pagesLVDT Calibration ProcedureEgemet Satis100% (1)
- Jpconf5 13 092Document5 pagesJpconf5 13 092Egemet SatisNo ratings yet
- ASME B1.3-2007 ¿É ÓÊÜ SS Ç ÄÂÝÎÆ âÁ¿Ï Í .Ó ÖƺÍÃ×ÖÆÂÝÎÆ (UN¡ UNR¡ UNJ¡ MºÍMJ)Document22 pagesASME B1.3-2007 ¿É ÓÊÜ SS Ç ÄÂÝÎÆ âÁ¿Ï Í .Ó ÖƺÍÃ×ÖÆÂÝÎÆ (UN¡ UNR¡ UNJ¡ MºÍMJ)vivek_swati100% (2)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
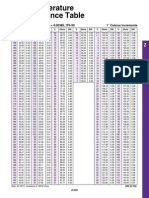
- For European Curve, Alpha 0.00385, ITS-90 1° Celsius IncrementsDocument3 pagesFor European Curve, Alpha 0.00385, ITS-90 1° Celsius IncrementsMary HarrisonNo ratings yet
- Ansi B 7 1 2000 PDFDocument155 pagesAnsi B 7 1 2000 PDFEgemet SatisNo ratings yet
- MS Excel FunctionsDocument3 pagesMS Excel FunctionsRocket4No ratings yet
- Apm 2014Document9 pagesApm 2014bubushtarNo ratings yet
- DF1740N PLCC Modem Catalog: DescriptionDocument3 pagesDF1740N PLCC Modem Catalog: DescriptionmanishNo ratings yet
- HeliCoil CatalogueDocument34 pagesHeliCoil Cataloguejarv7910No ratings yet
- Answer Key - CK-12 Chapter 01 Basic Geometry Concepts PDFDocument16 pagesAnswer Key - CK-12 Chapter 01 Basic Geometry Concepts PDFValery Liz0% (1)
- Distance Determination For An Automobile Environment Using Inverse Perspective Mapping in OpenCVDocument6 pagesDistance Determination For An Automobile Environment Using Inverse Perspective Mapping in OpenCVCristian StrebaNo ratings yet
- Chapter 20 Surface Area and Volume of A Right Circular ConeDocument19 pagesChapter 20 Surface Area and Volume of A Right Circular ConeMann GosarNo ratings yet
- L28-32H GenSet TierII PDFDocument824 pagesL28-32H GenSet TierII PDFHelder Pinto100% (1)
- Experiment 3: Department of Civil Engineering, IIT DelhiDocument2 pagesExperiment 3: Department of Civil Engineering, IIT DelhiSRNo ratings yet
- Heat Exchanger-Design and ConstructionDocument46 pagesHeat Exchanger-Design and ConstructionMohd Jamal Mohd Moktar100% (2)
- Solar and Lunar Eclipses1-1Document17 pagesSolar and Lunar Eclipses1-1THERESA JNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Grade 11 SEM: Markscheme Examiners ReportDocument29 pagesGrade 11 SEM: Markscheme Examiners ReportDr. Love TrivediNo ratings yet
- Cylindicator Sensor Design GuideDocument2 pagesCylindicator Sensor Design GuideTavo VergaraNo ratings yet
- Ing. Ccallo Cusi, Ruben German - Analisis Estructural 2Document63 pagesIng. Ccallo Cusi, Ruben German - Analisis Estructural 2educacion universitarioNo ratings yet
- 2.8 Weight 2023Document13 pages2.8 Weight 2023Xinpei ShimNo ratings yet
- 09 d01 Digsi 5 - Overview v1.1 En-UsDocument41 pages09 d01 Digsi 5 - Overview v1.1 En-UsAngie GinethNo ratings yet
- Eaton Fuller - Autoshift 16 Service Manual (T20891)Document81 pagesEaton Fuller - Autoshift 16 Service Manual (T20891)Miller Andres ArocaNo ratings yet
- Dataram RAMDisk Users ManualDocument20 pagesDataram RAMDisk Users ManualBabis ArbiliosNo ratings yet
- DSC & Ftir 2Document13 pagesDSC & Ftir 2Rashid HussainNo ratings yet
- CBCS Revised BCA 5 and 6 Sem-FinalDocument38 pagesCBCS Revised BCA 5 and 6 Sem-FinalIrfan AhmedNo ratings yet
- Functions Equations Question BankDocument101 pagesFunctions Equations Question BankParth DesaiNo ratings yet
- What Is A Philosophical Problem - HackerDocument12 pagesWhat Is A Philosophical Problem - Hackersnain1No ratings yet
- Altronic V Service Manual (FORM AV SM)Document15 pagesAltronic V Service Manual (FORM AV SM)francis_mouille_iiNo ratings yet
- Quadratic Equation - MATH IS FUNDocument8 pagesQuadratic Equation - MATH IS FUNChanchan LebumfacilNo ratings yet
- AristotleDocument126 pagesAristotlenda_naumNo ratings yet
- Running EventStatsticsUtil To Understand How Events Are Stored in The OBM DatabaseDocument5 pagesRunning EventStatsticsUtil To Understand How Events Are Stored in The OBM DatabaseChandan KumarNo ratings yet
- Configure Ap Aruba ConsoleDocument2 pagesConfigure Ap Aruba ConsoleKule MemphisNo ratings yet
- Chapter 5 - Electric FieldDocument5 pagesChapter 5 - Electric FieldTHIÊN LÊ TRẦN THUẬNNo ratings yet
- Survey CE1011Document34 pagesSurvey CE1011san htet aung100% (3)
- InfiniBand WikipediaDocument2 pagesInfiniBand WikipediaYoussef BoukhdimiNo ratings yet
- The Age of Magical Overthinking: Notes on Modern IrrationalityFrom EverandThe Age of Magical Overthinking: Notes on Modern IrrationalityRating: 4 out of 5 stars4/5 (24)
- Summary: Outlive: The Science and Art of Longevity by Peter Attia MD, With Bill Gifford: Key Takeaways, Summary & AnalysisFrom EverandSummary: Outlive: The Science and Art of Longevity by Peter Attia MD, With Bill Gifford: Key Takeaways, Summary & AnalysisRating: 4.5 out of 5 stars4.5/5 (42)
- By the Time You Read This: The Space between Cheslie's Smile and Mental Illness—Her Story in Her Own WordsFrom EverandBy the Time You Read This: The Space between Cheslie's Smile and Mental Illness—Her Story in Her Own WordsNo ratings yet
- Summary: The Psychology of Money: Timeless Lessons on Wealth, Greed, and Happiness by Morgan Housel: Key Takeaways, Summary & Analysis IncludedFrom EverandSummary: The Psychology of Money: Timeless Lessons on Wealth, Greed, and Happiness by Morgan Housel: Key Takeaways, Summary & Analysis IncludedRating: 5 out of 5 stars5/5 (80)
- Raising Mentally Strong Kids: How to Combine the Power of Neuroscience with Love and Logic to Grow Confident, Kind, Responsible, and Resilient Children and Young AdultsFrom EverandRaising Mentally Strong Kids: How to Combine the Power of Neuroscience with Love and Logic to Grow Confident, Kind, Responsible, and Resilient Children and Young AdultsRating: 5 out of 5 stars5/5 (1)
- The Body Keeps the Score by Bessel Van der Kolk, M.D. - Book Summary: Brain, Mind, and Body in the Healing of TraumaFrom EverandThe Body Keeps the Score by Bessel Van der Kolk, M.D. - Book Summary: Brain, Mind, and Body in the Healing of TraumaRating: 4.5 out of 5 stars4.5/5 (266)