You might also like
- Training Facility Norms and Standard Equipment Lists: Volume 1---Precision Engineering or MachiningFrom EverandTraining Facility Norms and Standard Equipment Lists: Volume 1---Precision Engineering or MachiningNo ratings yet
- INTERNSHIP REPORT New 3Document16 pagesINTERNSHIP REPORT New 3suthakar pNo ratings yet
- Report On HMT Tractor Division, Summer Training, PinjoreDocument26 pagesReport On HMT Tractor Division, Summer Training, PinjorePradeep RanaNo ratings yet
- Force Motors Commercial Vehicle ManufacturerDocument5 pagesForce Motors Commercial Vehicle ManufacturerImran KhanNo ratings yet
- Rane Madras Flow ChartDocument2 pagesRane Madras Flow ChartrathanNo ratings yet
- Industrial Visit Report to HMT Machine Tools UnitDocument10 pagesIndustrial Visit Report to HMT Machine Tools UnitKeerthana YadavNo ratings yet
- Thapar GroupDocument30 pagesThapar GroupAlokJainNo ratings yet
- Internship ReportDocument16 pagesInternship ReportGurushant B100% (1)
- MSB P15 Screw Press Manual (2022) PDFDocument25 pagesMSB P15 Screw Press Manual (2022) PDFajialiidris97No ratings yet
- G. H. Raisoni College Mechanical Engineering Seminar Industry InternshipDocument14 pagesG. H. Raisoni College Mechanical Engineering Seminar Industry Internshipdarshan randiveNo ratings yet
- A.G. Industries Pvt. LTD.: Plot No. GP-9, Sector - 18, Gurgaon - 122015 Haryana Tel: 0091 - 124 - 4604700Document33 pagesA.G. Industries Pvt. LTD.: Plot No. GP-9, Sector - 18, Gurgaon - 122015 Haryana Tel: 0091 - 124 - 4604700nitikadahiya87No ratings yet
- Industrial Training Report for Mechanical Engineering StudentDocument54 pagesIndustrial Training Report for Mechanical Engineering StudentShubhamKumarNo ratings yet
- Name 1Document69 pagesName 1bishtamitdip100% (1)
- Beml Final 2019 PDFDocument51 pagesBeml Final 2019 PDFsayandh spNo ratings yet
- Final Bajaj ReportDocument31 pagesFinal Bajaj ReportVansh Chugh0% (1)
- Top 10 Tractors in IndiaDocument7 pagesTop 10 Tractors in IndiaRamanan MrrNo ratings yet
- Report 1Document26 pagesReport 1Likith Gowda MNo ratings yet
- Sonalika & Mahendra Tractor Research ReportDocument43 pagesSonalika & Mahendra Tractor Research ReportPraveen Singh100% (1)
- Pune Summer Training ReportDocument34 pagesPune Summer Training ReportGaurav giriNo ratings yet
- Industrial Training ReportDocument14 pagesIndustrial Training ReportPravash Poddar50% (2)
- Format For The Industrial Training ReportDocument7 pagesFormat For The Industrial Training ReportAbdulHalimNo ratings yet
- Industrial Training Sample ReportDocument32 pagesIndustrial Training Sample ReportRaju V100% (1)
- Summer Training ReportDocument74 pagesSummer Training ReportHarpreet SinghNo ratings yet
- Internship at GAIL Training InstituteDocument2 pagesInternship at GAIL Training InstituteShyamSundarNo ratings yet
- Challenges of Indian Tractor Industry'Document95 pagesChallenges of Indian Tractor Industry'anmol80% (5)
- Training Report SML IsuzuDocument19 pagesTraining Report SML IsuzuBaneesh Kumar100% (1)
- Training Report Maruti Suzuki PDFDocument53 pagesTraining Report Maruti Suzuki PDFGoogleaccountNo ratings yet
- On HMT PVT. LTD.Document28 pagesOn HMT PVT. LTD.Mohit Kumar100% (1)
- Ajith Report CertificatesDocument6 pagesAjith Report CertificatesKavyaNo ratings yet
- European Emission Standards PDFDocument2 pagesEuropean Emission Standards PDFHollyNo ratings yet
- Triveni EggDocument321 pagesTriveni EggSahith MallampatiNo ratings yet
- Submitted By: (Logistics and Shipping)Document24 pagesSubmitted By: (Logistics and Shipping)അന്തോണി നായർNo ratings yet
- Summer Training Report: Motherson Sumi System Limited (MSSL)Document47 pagesSummer Training Report: Motherson Sumi System Limited (MSSL)Atul YadavNo ratings yet
- "Vehicle Inspection Process Standardization": A Report On Project TitledDocument20 pages"Vehicle Inspection Process Standardization": A Report On Project TitledHimanshu JoonNo ratings yet
- Kirloskar Oil Engines LTD (Bearing)Document2 pagesKirloskar Oil Engines LTD (Bearing)mayur_jamgaonkarNo ratings yet
- Sonalika-MR-Harihar Nayak-PDocument70 pagesSonalika-MR-Harihar Nayak-PBimal Kumar Dash0% (1)
- A Study On Employee Welfare at Bimal Auto AgencyDocument73 pagesA Study On Employee Welfare at Bimal Auto AgencypraveenNo ratings yet
- Industrial Training Spot Welding AuditDocument23 pagesIndustrial Training Spot Welding AuditAnkush ChauhanNo ratings yet
- Range List For Swaraj Tractor PDFDocument9 pagesRange List For Swaraj Tractor PDFpuneet chadhaNo ratings yet
- Training Report UE89068Document144 pagesTraining Report UE89068Rajesh ThakurNo ratings yet
- CHANNABASAVESHWARA INSTITUTE'S CAM SHAFT INTERNSHIPDocument21 pagesCHANNABASAVESHWARA INSTITUTE'S CAM SHAFT INTERNSHIPVinay vsNo ratings yet
- Eicher Tractors Report Provides Insights Into Company HistoryDocument11 pagesEicher Tractors Report Provides Insights Into Company HistoryKaushal Rajput100% (2)
- JCB's Commitment to Quality, Sustainability and Employee WelfareDocument7 pagesJCB's Commitment to Quality, Sustainability and Employee WelfareSalman ShafiqueNo ratings yet
- India Construction Equipment Market 2019-2029Document26 pagesIndia Construction Equipment Market 2019-2029nikoji9288No ratings yet
- GNA Industrial Training Report SummaryDocument45 pagesGNA Industrial Training Report SummaryBabbu MehraNo ratings yet
- Am SteelDocument28 pagesAm Steelyogesh v100% (1)
- SML ISUZU's Tool Department TrainingDocument28 pagesSML ISUZU's Tool Department Trainingkaushal244240% (5)
- ON Industrial Visit TO:: S I L - S, SDocument37 pagesON Industrial Visit TO:: S I L - S, SAnurag GandhiNo ratings yet
- Industrial Training Report: Report Submitted by Harmandeep Singh Roll No. 11703003Document44 pagesIndustrial Training Report: Report Submitted by Harmandeep Singh Roll No. 11703003KaranNo ratings yet
- InternshipDocument19 pagesInternshipRitwik TiwariNo ratings yet
- Tafe TrainingDocument20 pagesTafe TrainingDarshan Gajera100% (1)
- DSM Textile IndustryDocument30 pagesDSM Textile IndustryeshuNo ratings yet
- Training Report On Standard TractorsDocument53 pagesTraining Report On Standard Tractorsheritagebnl0% (1)
- Indian Tyre Industry Overview: Trends, Challenges and Future Outlook/TITLEDocument16 pagesIndian Tyre Industry Overview: Trends, Challenges and Future Outlook/TITLETejasvi GandhiNo ratings yet
- PDF SMLDocument69 pagesPDF SMLRohit ThakurNo ratings yet
- JaiRaj AncillariesDocument8 pagesJaiRaj Ancillariestajju_121No ratings yet
- MURARI 1Document40 pagesMURARI 1Vivek MurthyNo ratings yet
- A Report of Six Months Industrial Training at Milestone Gears Pvt. LTDDocument63 pagesA Report of Six Months Industrial Training at Milestone Gears Pvt. LTDhemantNo ratings yet
- Amity University Rajasthan: " Rico Auto Industries PVT Ltd. "Document21 pagesAmity University Rajasthan: " Rico Auto Industries PVT Ltd. "Aman SinhaNo ratings yet
- Industrial Training Project Report2Document51 pagesIndustrial Training Project Report2mandeepNo ratings yet
- Industrial Engineering and Management: DEME-14716Document14 pagesIndustrial Engineering and Management: DEME-14716The Bhavuk's ChannelNo ratings yet
- Certificates - National Level Quiz On Election Commission of IndiaDocument1 pageCertificates - National Level Quiz On Election Commission of IndiaThe Bhavuk's ChannelNo ratings yet
- For More Join Mission SSC / Banking / UpscDocument156 pagesFor More Join Mission SSC / Banking / UpscThe Bhavuk's ChannelNo ratings yet
- Certificates - Webinar On Innate EngineeringDocument1 pageCertificates - Webinar On Innate EngineeringThe Bhavuk's ChannelNo ratings yet
- IEM ProductivityDocument15 pagesIEM ProductivityThe Bhavuk's ChannelNo ratings yet
- 5 6260062679579230250Document737 pages5 6260062679579230250The Bhavuk's ChannelNo ratings yet
- Certificates - Webinar On Innate EngineeringDocument1 pageCertificates - Webinar On Innate EngineeringThe Bhavuk's ChannelNo ratings yet
- Recruitment of Junior Associates (Customer Support & Sales)Document4 pagesRecruitment of Junior Associates (Customer Support & Sales)AshuNo ratings yet
- Transaction AcknowledgementDocument1 pageTransaction AcknowledgementThe Bhavuk's ChannelNo ratings yet
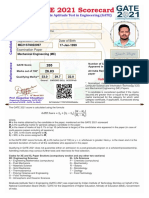
- ME21S78022097 ScorecardDocument1 pageME21S78022097 ScorecardThe Bhavuk's ChannelNo ratings yet
- GME Online Test and Interview SyllabusDocument3 pagesGME Online Test and Interview SyllabusNimish Singh100% (1)
- Quick Install PTC Creo 7.0Document2 pagesQuick Install PTC Creo 7.0shahida banuNo ratings yet
- Bhavuk SignDocument1 pageBhavuk SignThe Bhavuk's ChannelNo ratings yet
- Lic Aao Reasoning Practice Set Reasoning Aptitude: WWW - Careerpower.in WWW - Careeradda.co - inDocument4 pagesLic Aao Reasoning Practice Set Reasoning Aptitude: WWW - Careerpower.in WWW - Careeradda.co - inThe Bhavuk's ChannelNo ratings yet
- Yoga Quiz Certificate of AchievementDocument1 pageYoga Quiz Certificate of AchievementThe Bhavuk's ChannelNo ratings yet
- Guru Engineering: Nanak CollegeDocument1 pageGuru Engineering: Nanak CollegeThe Bhavuk's ChannelNo ratings yet
- Admit Card: Examination Centre: Centre Code: 7420 ID: Photo IDDocument1 pageAdmit Card: Examination Centre: Centre Code: 7420 ID: Photo IDHAREESH MANDANo ratings yet
- Faculty Nomenclature ListDocument1 pageFaculty Nomenclature ListThe Bhavuk's ChannelNo ratings yet
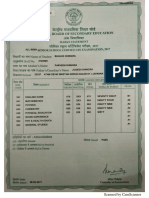
- 12 CertificateDocument1 page12 CertificateThe Bhavuk's ChannelNo ratings yet
- IBS - MBS - BHIM PNB FAQs - Revised-CompressedDocument13 pagesIBS - MBS - BHIM PNB FAQs - Revised-Compressedemraan KhanNo ratings yet
- Bhavuk Dhingra Student of 3 Year Mechanical Guru Nanak Dev Engineering College, LudhianaDocument1 pageBhavuk Dhingra Student of 3 Year Mechanical Guru Nanak Dev Engineering College, LudhianaThe Bhavuk's ChannelNo ratings yet
- p506-520 KS Vol2 - Comp - Part 2Document5 pagesp506-520 KS Vol2 - Comp - Part 2The Bhavuk's ChannelNo ratings yet
- GIZ ReimbursementDocument8 pagesGIZ ReimbursementThe Bhavuk's ChannelNo ratings yet
- Mechanical Engineer Seeking 6 Month InternshipDocument1 pageMechanical Engineer Seeking 6 Month InternshipThe Bhavuk's ChannelNo ratings yet
- Tutorial 2Document1 pageTutorial 2The Bhavuk's ChannelNo ratings yet
- GIZ ReimbursementDocument8 pagesGIZ ReimbursementThe Bhavuk's ChannelNo ratings yet
- Bhavuk Sine ProgramDocument1 pageBhavuk Sine ProgramThe Bhavuk's ChannelNo ratings yet
- Tutorial 2Document1 pageTutorial 2The Bhavuk's ChannelNo ratings yet
- PresentationDocument4 pagesPresentationThe Bhavuk's ChannelNo ratings yet
- Glossy Paint Drying Time ReductionDocument2 pagesGlossy Paint Drying Time ReductionThe Bhavuk's ChannelNo ratings yet
- Chapter 1 - Types and Functions of Jigs and FixtureDocument22 pagesChapter 1 - Types and Functions of Jigs and FixturenabilNo ratings yet
- PT.MULTI HIDRACHROME BALIKPAPAN MACHINE LISTDocument2 pagesPT.MULTI HIDRACHROME BALIKPAPAN MACHINE LISTjimivritNo ratings yet
- Tool Steel MMDocument3 pagesTool Steel MMBhushan UNo ratings yet
- Jigs and FixturesDocument97 pagesJigs and FixturesKaran GangwarNo ratings yet
- Broaches ExporterDocument22 pagesBroaches ExporterDIC TOOLS INDIANo ratings yet
- Test Certificate: Vertical Machining CenterDocument3 pagesTest Certificate: Vertical Machining Centernasir akhtarNo ratings yet
- DesignofJigsFixturesPressTools GKV PDFDocument19 pagesDesignofJigsFixturesPressTools GKV PDFniharika kadiriNo ratings yet
- Lathe and VMC Cycle Time CalculatorDocument3 pagesLathe and VMC Cycle Time Calculatorchandra shekarNo ratings yet
- FORKARDT Toolholding CatalogueDocument176 pagesFORKARDT Toolholding Cataloguehexapodo2No ratings yet
- Tugas Si SadeDocument25 pagesTugas Si SadeNabil SatriaNo ratings yet
- TT-350G SeriesDocument9 pagesTT-350G SeriescoronaqcNo ratings yet
- Optimum D240x500GDocument2 pagesOptimum D240x500Gjavi_mr50% (2)
- Divisi Wood Working: Running Saw Moulder V-CutDocument1 pageDivisi Wood Working: Running Saw Moulder V-CutMaziya AnisahNo ratings yet
- MillingDocument47 pagesMillingAvinash KankipatiNo ratings yet
- FACILITY LIST - Rawco Precision ManufacturingDocument2 pagesFACILITY LIST - Rawco Precision ManufacturingMFNo ratings yet
- Machining Operations and Machining ToolsDocument93 pagesMachining Operations and Machining Toolsatta ur rehmanNo ratings yet
- Industrial Visit ReportDocument12 pagesIndustrial Visit ReportHemant RichhariyaNo ratings yet
- KORLOYTESTDEHAYEDocument36 pagesKORLOYTESTDEHAYEnicodehayeNo ratings yet
- 31 Screw Threads and Gear Manufacturing MethodsDocument17 pages31 Screw Threads and Gear Manufacturing MethodsPRASAD326100% (8)
- KUNZMANN WF 7/3-TNC 320 Universal Milling MachineDocument2 pagesKUNZMANN WF 7/3-TNC 320 Universal Milling MachineskidamdnevnoNo ratings yet
- ISO Socket Head Screw - Engineers EdgeuserDocument4 pagesISO Socket Head Screw - Engineers Edgeuserpkumar7777No ratings yet
- Fitter Machinist Basic ToolsDocument4 pagesFitter Machinist Basic ToolsHughoNo ratings yet
- SC4 Bench Lathe: User 'S Guide and Installation ManualDocument50 pagesSC4 Bench Lathe: User 'S Guide and Installation Manualmariza razuri cordovaNo ratings yet
- Pt. MWT 2014Document35 pagesPt. MWT 2014Agus Suroso100% (1)
- CRM RMC 02-Dec-2020Document28 pagesCRM RMC 02-Dec-2020Mohamed HarisNo ratings yet
- Unc 2BDocument1 pageUnc 2BalandefigueiredoNo ratings yet
- Bolt CapacityDocument2 pagesBolt CapacityMoonzeNo ratings yet
- Down Time Report 2022Document32 pagesDown Time Report 2022Arief RakhmadNo ratings yet
- ATC M Functions and VariablesDocument3 pagesATC M Functions and Variablescmgankl75% (4)