You might also like
- SAT Refresher ManualDocument200 pagesSAT Refresher ManualJake Girman100% (1)
- Quality Assurance in Reinforcement Steel PDFDocument52 pagesQuality Assurance in Reinforcement Steel PDFRajha RajeswaranNo ratings yet
- Metrode Welding Duplex & Superduplex Stainless SteelsDocument18 pagesMetrode Welding Duplex & Superduplex Stainless SteelsClaudia Mms50% (2)
- BPM Technology TaxonomyDocument55 pagesBPM Technology TaxonomyKan FB100% (1)
- Aws Sfa-5.29 Specification For Low-Alloy Steel Electrodes For Flux Cored Arc WeldingDocument36 pagesAws Sfa-5.29 Specification For Low-Alloy Steel Electrodes For Flux Cored Arc WeldingAllen Roson100% (2)
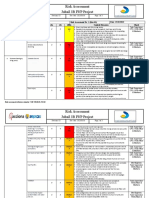
- Risk Assessment-Concrete Casting by Using PumpsDocument3 pagesRisk Assessment-Concrete Casting by Using PumpsSarfraz Randhawa100% (2)
- SAE - AMS 5759lv003Document6 pagesSAE - AMS 5759lv003Nilesh PatilNo ratings yet
- 1.4462 PropertiesDocument1 page1.4462 PropertiesutreshwarmiskinNo ratings yet
- Gas Turbine BasicsDocument25 pagesGas Turbine Basicsdnageshm4n244100% (1)
- Module 10 MCQ (Aviation Legislation) - 20170316-163430324Document5 pagesModule 10 MCQ (Aviation Legislation) - 20170316-163430324Jimmy HaddadNo ratings yet
- Mutual Fund Insight Jul 2023Document104 pagesMutual Fund Insight Jul 2023Ram Yadav100% (1)
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- 4340M or 300MDocument2 pages4340M or 300MfedaquiNo ratings yet
- Cap Boiler ManualDocument43 pagesCap Boiler Manualdnageshm4n244100% (1)
- People Vs Dela Cruz - 118866-68 - September 17, 1997 - J. Regalado - Second DivisionDocument4 pagesPeople Vs Dela Cruz - 118866-68 - September 17, 1997 - J. Regalado - Second DivisionJNo ratings yet
- 11 SpecificationDocument199 pages11 SpecificationAshish DevreNo ratings yet
- Countdown To The End of TimeDocument56 pagesCountdown To The End of Timelelandmary7322314No ratings yet
- Structural Steel For BridgesDocument6 pagesStructural Steel For BridgesFRANZ RICHARD SARDINAS MALLCONo ratings yet
- Ray Bowl MillDocument10 pagesRay Bowl Milldnageshm4n244No ratings yet
- Nitro Nic 50 BookDocument18 pagesNitro Nic 50 Booka100acomNo ratings yet
- Improved Welded Connections For Earthquake Loading: Wolfgang SCHOLZ and Charles CLIFTONDocument8 pagesImproved Welded Connections For Earthquake Loading: Wolfgang SCHOLZ and Charles CLIFTONAboalmaail AlaminNo ratings yet
- Correlation of Nanoindentation and Conventional MeDocument7 pagesCorrelation of Nanoindentation and Conventional MeLazaroNo ratings yet
- Welding: Welding Consumables and Design of WeldsDocument3 pagesWelding: Welding Consumables and Design of WeldsAlbert AntolinNo ratings yet
- Stainless Steel Bar 431 Atlas 431: Colour Code: Signal RedDocument3 pagesStainless Steel Bar 431 Atlas 431: Colour Code: Signal RedNitin AggarwalNo ratings yet
- Rezaeiashtiani 2015Document13 pagesRezaeiashtiani 2015moonstarNo ratings yet
- 3 13Document8 pages3 13pitoulabeteNo ratings yet
- Fatigue in Welded BeamsDocument18 pagesFatigue in Welded BeamsMohamed GamalNo ratings yet
- 1998-Dahle-Design Fatigue Strength of TIG-dressed Welded Joints in High-Strength Steels Subjected To Spectrum LoadingDocument5 pages1998-Dahle-Design Fatigue Strength of TIG-dressed Welded Joints in High-Strength Steels Subjected To Spectrum LoadingThong LeNo ratings yet
- 508 2293 5 PB PDFDocument9 pages508 2293 5 PB PDFarjun prajapatiNo ratings yet
- A 897 - A 897M - 02 Qtg5ny9bodk3ts1sruqDocument11 pagesA 897 - A 897M - 02 Qtg5ny9bodk3ts1sruqrolando cuadro blancoNo ratings yet
- Degradation of Mechanical Properties of Armoured Steels After Its WeldingDocument4 pagesDegradation of Mechanical Properties of Armoured Steels After Its WeldingArab WeldersNo ratings yet
- A. Refaee PaperDocument10 pagesA. Refaee PaperAhmed El-SaiedNo ratings yet
- M203M-12 Especificacion Torones Trenzado Resistencia Aliviada Concreto PreesfuerzoDocument9 pagesM203M-12 Especificacion Torones Trenzado Resistencia Aliviada Concreto Preesfuerzodannychacon27No ratings yet
- CSB CIDA 2017final26092017Document9 pagesCSB CIDA 2017final26092017Lakmie WeerakoonNo ratings yet
- 10.1515 - Scjme 2016 0008Document10 pages10.1515 - Scjme 2016 0008Roberto HernandezNo ratings yet
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceDocument4 pagesPressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature Servicemohamed senoussiNo ratings yet
- Astm 533Document4 pagesAstm 533JOSEPH REFUERZONo ratings yet
- RAFM ANM Corrected2Document20 pagesRAFM ANM Corrected2Shashankdutt BhyravajoshuluNo ratings yet
- ME 205 - 432 - Assignment 1Document9 pagesME 205 - 432 - Assignment 1جعفر السلطانNo ratings yet
- Sa 790Document10 pagesSa 790edisson_barreraNo ratings yet
- Astm A 516 UltimoDocument4 pagesAstm A 516 UltimoElkin Mauricio Paba LascarroNo ratings yet
- MBIE - Grade 500E Reinforcing Steel - Good PracticeDocument8 pagesMBIE - Grade 500E Reinforcing Steel - Good PracticeNelson ChinNo ratings yet
- Stud Bolt Specification 2Document7 pagesStud Bolt Specification 2santoshblonkarNo ratings yet
- Cost & Technical Comparison of SS GradesDocument5 pagesCost & Technical Comparison of SS GradesArif MehmoodNo ratings yet
- XIII 2272 90r2Document14 pagesXIII 2272 90r2DavisTranNo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272No ratings yet
- Datasheet-Sandvik-Saf-32760-En-V2020-12-10 07 - 47 Version 1Document7 pagesDatasheet-Sandvik-Saf-32760-En-V2020-12-10 07 - 47 Version 1Weipeng LvNo ratings yet
- Histar ASTM A913 Seismic Ncee en PDFDocument10 pagesHistar ASTM A913 Seismic Ncee en PDFGicuNo ratings yet
- Properties and Welding Procedure For Grade 91 Alloy Steel: Siddharth Pant and Swati BhardwajDocument6 pagesProperties and Welding Procedure For Grade 91 Alloy Steel: Siddharth Pant and Swati BhardwajArvind ShuklaNo ratings yet
- Astm A910Document4 pagesAstm A910Teja Dewanti100% (1)
- Indian Institute of Welding - ANB Refresher Course - Module 12Document41 pagesIndian Institute of Welding - ANB Refresher Course - Module 12dayalramNo ratings yet
- Draft Specification of Various Items of TunnelsDocument29 pagesDraft Specification of Various Items of TunnelsDEBASIS BARMANNo ratings yet
- A Study On The Fatigue Behaviour of Damaged Welded Joints Repaired by Hammer PeeningDocument8 pagesA Study On The Fatigue Behaviour of Damaged Welded Joints Repaired by Hammer PeeningAnonymous ZC1ld1CLmNo ratings yet
- A 571Document5 pagesA 571aniketNo ratings yet
- Saravanan2017 Article StudiesOnMetallurgicalAndMechaDocument8 pagesSaravanan2017 Article StudiesOnMetallurgicalAndMechaPardeepNo ratings yet
- New Constructional Steels Structural Stability andDocument6 pagesNew Constructional Steels Structural Stability andLeonardoMadeira11No ratings yet
- Vibratory Stress Relieving - It's Advantages As An Alternative To Thermal TreatmentDocument5 pagesVibratory Stress Relieving - It's Advantages As An Alternative To Thermal Treatmentsinan alqassabNo ratings yet
- Comparing The Reliability of Structural Steel Welds Using Ultrasonic Fatigue TestingDocument2 pagesComparing The Reliability of Structural Steel Welds Using Ultrasonic Fatigue TestingBvel2019No ratings yet
- The Modulus of Elasticity of Steel Is It 200 GPaDocument8 pagesThe Modulus of Elasticity of Steel Is It 200 GPaPratik PatelNo ratings yet
- Mechanical Properties of Thermally Stable Nanocrystalline Bainitic SteelsDocument13 pagesMechanical Properties of Thermally Stable Nanocrystalline Bainitic SteelsP. R. SREENIVASANNo ratings yet
- ASTM A886-02 Standard Specification For Steel Strand, Indented, Seven-Wire Stress Relieved For Prestressed ConcreteDocument5 pagesASTM A886-02 Standard Specification For Steel Strand, Indented, Seven-Wire Stress Relieved For Prestressed Concretebenedick barquinNo ratings yet
- 307691505-Duplex-Ss-WPS 3 PDFDocument8 pages307691505-Duplex-Ss-WPS 3 PDFsteve aNo ratings yet
- Accessory Materials For Prestressed ConcreteDocument3 pagesAccessory Materials For Prestressed ConcreteAshley JeyahNo ratings yet
- GQ 10.112 Rev.1 UNS 32760Document5 pagesGQ 10.112 Rev.1 UNS 32760Giulio PontiggiaNo ratings yet
- Effects of Loading Rate and Temperature On J-R Fracture Resistance of An SA516-Gr.70 Steel For Nuclear PipingDocument8 pagesEffects of Loading Rate and Temperature On J-R Fracture Resistance of An SA516-Gr.70 Steel For Nuclear PipingDhanyajaNo ratings yet
- Interrelationships Between Reinforcing Bar Physical Properties and Seismic DemandsDocument92 pagesInterrelationships Between Reinforcing Bar Physical Properties and Seismic DemandsDiego Leonel Suárez VásquezNo ratings yet
- Tech Rep 4-2011 Copper Zirkonium AlloysDocument14 pagesTech Rep 4-2011 Copper Zirkonium AlloysBahadır UysalNo ratings yet
- International Journal of Engineering Research and DevelopmentDocument6 pagesInternational Journal of Engineering Research and DevelopmentIJERDNo ratings yet
- Duplex Stainless Steel Definition and Grades 1678973762Document7 pagesDuplex Stainless Steel Definition and Grades 1678973762Mohammed Abdul SayeedNo ratings yet
- Astm A533 A533m 16Document2 pagesAstm A533 A533m 16Edgar CarmonaNo ratings yet
- Boiler Act@Business Std-25.06.2010Document1 pageBoiler Act@Business Std-25.06.2010dnageshm4n244No ratings yet
- (First Revision) : Specification FOR Crane Rail SectionsDocument19 pages(First Revision) : Specification FOR Crane Rail SectionsNeo NaveenNo ratings yet
- 800 PDFDocument155 pages800 PDFdnageshm4n244No ratings yet
- Is 318-1981-Specification For Leaded Tin Bronze IngotsDocument7 pagesIs 318-1981-Specification For Leaded Tin Bronze Ingotsdnageshm4n244No ratings yet
- From North America's Largest and Most Experienced Belting FabricatorDocument6 pagesFrom North America's Largest and Most Experienced Belting Fabricatordnageshm4n244No ratings yet
- Stock® HPG Feeder - High Pressure Gravimetric FeederDocument3 pagesStock® HPG Feeder - High Pressure Gravimetric Feederdnageshm4n244No ratings yet
- Shot PeeningDocument11 pagesShot Peeningdnageshm4n244No ratings yet
- Eutectrode 4004nDocument2 pagesEutectrode 4004ndnageshm4n244No ratings yet
- Appendix J IBR 1950Document2 pagesAppendix J IBR 1950dnageshm4n244100% (1)
- Gaps in Socket Weld Fittings - ANSI (Standards) Code Issues - Eng-TipsDocument4 pagesGaps in Socket Weld Fittings - ANSI (Standards) Code Issues - Eng-Tipsdnageshm4n244No ratings yet
- Sys A CDocument40 pagesSys A Cdnageshm4n244No ratings yet
- RamanujamDocument3 pagesRamanujamdnageshm4n244No ratings yet
- Module 1 - BASIC ELECTRICAL QUANTITIES AND RELATED CONCEPTSDocument19 pagesModule 1 - BASIC ELECTRICAL QUANTITIES AND RELATED CONCEPTSJohn Mark CabitacNo ratings yet
- Tugas Manajemen StrategiDocument2 pagesTugas Manajemen Strategimprul antoniNo ratings yet
- The Origin of NamokarDocument231 pagesThe Origin of NamokarjangojangoNo ratings yet
- The Cell's Life Cycle: Anatomy and Physiology Laboratory ManualDocument6 pagesThe Cell's Life Cycle: Anatomy and Physiology Laboratory ManualJan Edward Abarientos MandaniNo ratings yet
- Lehman Brothers Holdings Inc V Jpmorgan Chase Bank Na Amended Counterclaims of Jpmorgan Chase BankDocument69 pagesLehman Brothers Holdings Inc V Jpmorgan Chase Bank Na Amended Counterclaims of Jpmorgan Chase BankForeclosure FraudNo ratings yet
- Curating or The Curatorial What Are TheDocument14 pagesCurating or The Curatorial What Are TheGuilherme MoraesNo ratings yet
- CAST Optical Smoke Detector: Part NoDocument3 pagesCAST Optical Smoke Detector: Part NoAnis TantoushNo ratings yet
- Hoerbiger SperreDocument4 pagesHoerbiger SperrehaoNo ratings yet
- N50H Grade Neodymium Magnets DataDocument1 pageN50H Grade Neodymium Magnets DataSteve HsuNo ratings yet
- Smart Eco City PPT Presentations 1Document17 pagesSmart Eco City PPT Presentations 1welvye 1No ratings yet
- How Old Is The Man Who Wrote The Letter?Document4 pagesHow Old Is The Man Who Wrote The Letter?Solis GerardoNo ratings yet
- Skimming Texts on GED RLADocument13 pagesSkimming Texts on GED RLAadkmelii06No ratings yet
- Flowcharts PPT CADocument14 pagesFlowcharts PPT CAHarpreet KaurNo ratings yet
- Arc Chute Filter TechnologyDocument2 pagesArc Chute Filter TechnologyantigeniusNo ratings yet
- Raising Succesfull Children: Pre-Listening ExerciseDocument5 pagesRaising Succesfull Children: Pre-Listening ExerciseAndrea SzigetfalviNo ratings yet
- NC1 - Principles - Multiple Choice Questions PDFDocument6 pagesNC1 - Principles - Multiple Choice Questions PDFsuparthakarchowdhuryNo ratings yet
- Class 12th Cold Drinks Chemistry Investigatory Project Bhen Ke LaudeDocument23 pagesClass 12th Cold Drinks Chemistry Investigatory Project Bhen Ke LaudeMANJU KUMARINo ratings yet
- The RoleDocument7 pagesThe RolefaithokhaiefoNo ratings yet
- Dredgepack - Preparation.2022Document60 pagesDredgepack - Preparation.2022Juan Eduardo SchebelaNo ratings yet
- Newshound MagazineDocument24 pagesNewshound MagazineLovely BeconiaNo ratings yet
- FerrazDocument168 pagesFerrazCharlie MelloneNo ratings yet
- Using Instrumentino v02Document10 pagesUsing Instrumentino v02Fernando CarvalhoNo ratings yet