You might also like
- Piping ValvesDocument51 pagesPiping ValvesRohit Kamble100% (2)
- Piping SystemsDocument73 pagesPiping SystemsSebin MathewsNo ratings yet
- Piping BasicsDocument233 pagesPiping BasicsNatthasart Muangsuankwan100% (2)
- Piping FundamentalsDocument47 pagesPiping FundamentalsNguyễn Thanh TùngNo ratings yet
- Piping BasicDocument37 pagesPiping Basicaliyildizx17730100% (2)
- Installation of Electric CablesDocument14 pagesInstallation of Electric Cablesmn090078dNo ratings yet
- Basics of Pipe For Oil & Gas EngineerDocument12 pagesBasics of Pipe For Oil & Gas EngineerMannuddin KhanNo ratings yet
- Thermal Expansion in Piping SystemsDocument55 pagesThermal Expansion in Piping SystemsDivyaShethNo ratings yet
- PumpsDocument57 pagesPumpsJai Acharya100% (1)
- Piping Design Training - Piping Codes and Standards - OilandgasclubDocument4 pagesPiping Design Training - Piping Codes and Standards - Oilandgasclubchandramohan murugan100% (2)
- Heat ExchangersDocument66 pagesHeat ExchangersSaptarshi MandalNo ratings yet
- Introduction To Flanges, Pipe & FittingDocument41 pagesIntroduction To Flanges, Pipe & FittingguravdrNo ratings yet
- Piping S1Document44 pagesPiping S1Rajkumar ANo ratings yet
- Hydraulic Analysis of Ductile Iron PipeDocument8 pagesHydraulic Analysis of Ductile Iron PipemartjnNo ratings yet
- Piping Design Enginerring & Construction: Atul PatelDocument19 pagesPiping Design Enginerring & Construction: Atul Patelसरदार अतुल भाई पटेलNo ratings yet
- Piping 2Document7 pagesPiping 2Jeffrey SsalonNo ratings yet
- Pumps and ValvesDocument135 pagesPumps and ValvesBilal JuttNo ratings yet
- Codes Pipe LeDocument197 pagesCodes Pipe Levermaakash22No ratings yet
- Knock Out Drums and SeparatorsDocument2 pagesKnock Out Drums and SeparatorsAhmed RedaNo ratings yet
- Piping Fittings: Elbows or EllsDocument17 pagesPiping Fittings: Elbows or Ellsleading_aliNo ratings yet
- Instrument Connection BasicDocument63 pagesInstrument Connection BasicdbmingoNo ratings yet
- ValveDocument66 pagesValveUmar DrazNo ratings yet
- Desalting OverviewDocument9 pagesDesalting OverviewSampat100% (1)
- General Q and ADocument10 pagesGeneral Q and AmohamedqcNo ratings yet
- Piping DesignDocument90 pagesPiping DesignAmilcar Giovannetti100% (3)
- 60 +piping Engineering Interview QuestionsDocument8 pages60 +piping Engineering Interview QuestionsDENYSNo ratings yet
- Pipe FittingsDocument40 pagesPipe FittingsLucky Jaswal100% (1)
- Lecture PFD & P &idDocument46 pagesLecture PFD & P &idsanjaykumarkadam2289100% (1)
- Control ValvesDocument24 pagesControl ValvesFabinho Garcia100% (1)
- Piping Fundamentals:: M.N.RaghuDocument26 pagesPiping Fundamentals:: M.N.RaghuAlex Salvin100% (2)
- PipeDocument47 pagesPipemohanNo ratings yet
- PSVDocument38 pagesPSVSajid Raza100% (1)
- Piping ComponentsDocument39 pagesPiping Componentsbvenky991100% (1)
- Ahmed Deyab: Senior Process Engineer Process Simulation ConsultantDocument154 pagesAhmed Deyab: Senior Process Engineer Process Simulation ConsultantHamza AliNo ratings yet
- PTI Piping Training Day 1 Rev.0Document84 pagesPTI Piping Training Day 1 Rev.0Karl Caudal100% (1)
- 2037-PL-PL-0058-FR-T-025 Dated 18.12.19 PDFDocument14 pages2037-PL-PL-0058-FR-T-025 Dated 18.12.19 PDFDadaso Baburao JamdarNo ratings yet
- Piping NotesDocument33 pagesPiping NotesSyed FarhanNo ratings yet
- Piping PresentationDocument144 pagesPiping PresentationSUNIL TVNo ratings yet
- Piping Presentation MasterDocument61 pagesPiping Presentation MasterQC NGUYEN100% (2)
- Inspection of Heat ExchangerDocument83 pagesInspection of Heat ExchangerRaghavanNo ratings yet
- PSV Safety Valves IntroductionDocument12 pagesPSV Safety Valves IntroductionKachi Ike100% (1)
- Piping QuizDocument20 pagesPiping QuizAlex CarreraNo ratings yet
- Piping Presentation L & TDocument61 pagesPiping Presentation L & TJitendra SurveNo ratings yet
- Piping Presentation L & TDocument61 pagesPiping Presentation L & TBukti SiahaanNo ratings yet
- Piping Interview Q&ADocument12 pagesPiping Interview Q&AMelvin MagbanuaNo ratings yet
- Isolation ValvesDocument10 pagesIsolation ValvesnotiadraNo ratings yet
- Specification ChillerDocument28 pagesSpecification Chillermishtinil100% (1)
- FALLSEM2021-22 CHE4001 ETH VL2021220100382 Reference Material I 17-Aug-2021 Lecture-1 (Tray Vs Packed Column)Document62 pagesFALLSEM2021-22 CHE4001 ETH VL2021220100382 Reference Material I 17-Aug-2021 Lecture-1 (Tray Vs Packed Column)sanyukta sinhaNo ratings yet
- Implementation of Expansion LoopsDocument13 pagesImplementation of Expansion LoopsSSSNo ratings yet
- Overview of ThermowellsDocument14 pagesOverview of ThermowellsShibu ThomasNo ratings yet
- Interview Questions For Chemical EngineeringDocument6 pagesInterview Questions For Chemical EngineeringNikunj PatelNo ratings yet
- Relief Valves - NCCDocument26 pagesRelief Valves - NCCNour HNo ratings yet
- Pressure Vessel Costly MistakeDocument11 pagesPressure Vessel Costly MistakearjayNo ratings yet
- Cat BRP SC-300 PDFDocument96 pagesCat BRP SC-300 PDFJofel CalaycayNo ratings yet
- Control ValvesDocument38 pagesControl ValvesSridhar GudapatiNo ratings yet
- Pap 2Document68 pagesPap 2Aziz SyahrizalNo ratings yet
- Transporte Neumatico PDFDocument309 pagesTransporte Neumatico PDFcarlosiq37No ratings yet
- Piping Codes & Standards - Piping GuideDocument8 pagesPiping Codes & Standards - Piping Guideabhilibra14No ratings yet
- 1 PipelineDocument69 pages1 PipelineEhab MohammedNo ratings yet
- All Valve Steeltrade Technical DataDocument172 pagesAll Valve Steeltrade Technical DataQudri SaufiNo ratings yet
- Mat Piping ComponentsDocument49 pagesMat Piping Componentsnsr2tNo ratings yet
- Orbit Valve - BrochureDocument12 pagesOrbit Valve - BrochureMohamed MeeranNo ratings yet
- ASME Piping Code 2007 & ANSI CodeDocument162 pagesASME Piping Code 2007 & ANSI CodeTotoNo ratings yet
- Lab Session PDFDocument101 pagesLab Session PDFMuhammad Toseef ChohanNo ratings yet
- Sanitary Fittings InformationDocument6 pagesSanitary Fittings Informationsamruddhi chitnisNo ratings yet
- Ch04 Well Head Equipments and Flow Control DevicesDocument15 pagesCh04 Well Head Equipments and Flow Control DevicesPrithiraj KalitaNo ratings yet
- Valves: Types and Working PrinciplesDocument73 pagesValves: Types and Working PrinciplesEhab AbowardaNo ratings yet
- Sprinkler DesignDocument125 pagesSprinkler DesignJames K. KirahukaNo ratings yet
- Midea M-Thermal Heat Pump Water Heater Technical Manual: Outdoor Unit Water Tank Indoor Unit Solar KitDocument87 pagesMidea M-Thermal Heat Pump Water Heater Technical Manual: Outdoor Unit Water Tank Indoor Unit Solar KitSerban Tiberiu100% (1)
- STD 162Document20 pagesSTD 162Saurav PatelNo ratings yet
- DFM4.0 BrochureDocument4 pagesDFM4.0 BrochurejeancasalNo ratings yet
- Hong KongDocument51 pagesHong KongMohamedNo ratings yet
- Pn16 Butterfly ValvesDocument4 pagesPn16 Butterfly Valvesmohamed ghareebNo ratings yet
- Ovoid Pipe Profiles-SimonaDocument12 pagesOvoid Pipe Profiles-SimonaSankar CdmNo ratings yet
- RWYL102 Operation Manual (FABRICA)Document10 pagesRWYL102 Operation Manual (FABRICA)bifok96010No ratings yet
- Iso 4065 1996Document9 pagesIso 4065 1996Victor ChicaizaNo ratings yet
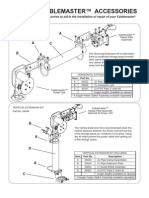
- Cablemaster CM - Cablemaster AccessoriesDocument8 pagesCablemaster CM - Cablemaster AccessoriesGlendinning Products, LLC.No ratings yet
- Mock Defense Parcon 1Document19 pagesMock Defense Parcon 1Nash Gemar Braga EvangelistaNo ratings yet
- JFELION-TP-M-001 JFELION Running Manual Rev20 20231013143706Document21 pagesJFELION-TP-M-001 JFELION Running Manual Rev20 20231013143706ANSHARULLAH HASSANNo ratings yet
- Im Mmy-Map 4 HT8P PDFDocument35 pagesIm Mmy-Map 4 HT8P PDFtonylyf100% (1)
- Boq PCWDocument1 pageBoq PCWNARMADA ENGINEERINGNo ratings yet
- Gleason Price List 01012017Document8 pagesGleason Price List 01012017Leicel John BelmesNo ratings yet
- Boss BSPT PDFDocument1 pageBoss BSPT PDFWenceslao Campos CastruitaNo ratings yet
- General Catalog PAN WORLD PDFDocument36 pagesGeneral Catalog PAN WORLD PDFIsaias Exequiel Zapata Gutierrez0% (1)
- H.W.4 Pump and Pipeline DesignDocument2 pagesH.W.4 Pump and Pipeline DesignMr. nobodyNo ratings yet
- Standards and Specs Manual PDFDocument344 pagesStandards and Specs Manual PDFcoralonsoNo ratings yet
- Road For 45X18mtrDocument17 pagesRoad For 45X18mtrMaheshNo ratings yet
- CLASS 11187: DEP 31.38.01.12-Gen Class 11187, Rev. G Page 1 of 15Document15 pagesCLASS 11187: DEP 31.38.01.12-Gen Class 11187, Rev. G Page 1 of 15SaguesoNo ratings yet
- Plumbing Abbreviations Plumbing SpecificationsDocument3 pagesPlumbing Abbreviations Plumbing SpecificationsAriel DimacaliNo ratings yet
- Cutting LubricantsDocument35 pagesCutting LubricantsMetalloyNo ratings yet