You might also like
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Fittings TrainingDocument61 pagesFittings TrainingsbmmlaNo ratings yet
- Piping Presentation L & TDocument61 pagesPiping Presentation L & TBukti SiahaanNo ratings yet
- PRESENTATION Flanges Andd CouplingsDocument39 pagesPRESENTATION Flanges Andd Couplingsashishntpc1309100% (2)
- Piping ComponentsDocument39 pagesPiping Componentsbvenky991100% (1)
- Piping DesignDocument90 pagesPiping DesignAmilcar Giovannetti100% (3)
- Mat Piping ComponentsDocument49 pagesMat Piping ComponentsNoor9911100% (1)
- PEW-406.03 Pressure TestingDocument95 pagesPEW-406.03 Pressure TestingRaymond de WeeverNo ratings yet
- Asmepcc 2repairleaks Article 4Document23 pagesAsmepcc 2repairleaks Article 4amalhaj2013No ratings yet
- Whats Different in B31.1 PDFDocument30 pagesWhats Different in B31.1 PDFhirenkumar patel100% (2)
- Piping PresentationDocument144 pagesPiping PresentationSUNIL TVNo ratings yet
- Safety Valve LaserDocument15 pagesSafety Valve Lasersajjad_naghdi241No ratings yet
- Piping Interview Q&ADocument12 pagesPiping Interview Q&AMelvin MagbanuaNo ratings yet
- Pressure Vessel Inspection PDF FreeDocument44 pagesPressure Vessel Inspection PDF FreemabroukNo ratings yet
- Inspection of Heat ExchangerDocument83 pagesInspection of Heat ExchangerRaghavanNo ratings yet
- 1 PipelineDocument69 pages1 PipelineEhab MohammedNo ratings yet
- Exchangers: Repairing Cracks in Refinery HeatDocument4 pagesExchangers: Repairing Cracks in Refinery Heatramadoss_alwar7307No ratings yet
- In Servicepressurevesselinspectionaccordingtoapi 51010theditionoverview 180328042225 PDFDocument33 pagesIn Servicepressurevesselinspectionaccordingtoapi 51010theditionoverview 180328042225 PDFKrishna Vacha100% (2)
- Hottappingrequirement1 160722152313 PDFDocument94 pagesHottappingrequirement1 160722152313 PDFadel100% (1)
- Lessons Learned - Piping MaterialsDocument19 pagesLessons Learned - Piping MaterialsBrian MayNo ratings yet
- Pipeline Support1Document18 pagesPipeline Support1Mohamed RishaNo ratings yet
- Welcome To: Training Program On GUIDED TOUR OF ASME CodesDocument120 pagesWelcome To: Training Program On GUIDED TOUR OF ASME CodesAndri Konyoa KonyoaNo ratings yet
- Ranto Manullang KDTP - 2008Document33 pagesRanto Manullang KDTP - 2008Rahadian Dwi PutraNo ratings yet
- FuturePipe Installation Manual 18-7-05 PDFDocument25 pagesFuturePipe Installation Manual 18-7-05 PDFPaul WoworNo ratings yet
- Basics of Pipe For Oil & Gas EngineerDocument12 pagesBasics of Pipe For Oil & Gas EngineerMannuddin KhanNo ratings yet
- Basic Construction of Shell & Tube Heat ExchangersDocument12 pagesBasic Construction of Shell & Tube Heat ExchangerslatshareNo ratings yet
- Piping Design (Revised)Document22 pagesPiping Design (Revised)Yash PatelNo ratings yet
- Feild Inspection of Shell and Tube Heat ExchangersDocument4 pagesFeild Inspection of Shell and Tube Heat ExchangersMatthew BennettNo ratings yet
- Codes Pipe LeDocument197 pagesCodes Pipe Levermaakash22No ratings yet
- Chapter 5Document70 pagesChapter 5Husnain AliNo ratings yet
- Piping ValvesDocument51 pagesPiping ValvesRohit Kamble100% (2)
- B31.3 Process Piping Course - 15 Nonmetallic Piping PDFDocument26 pagesB31.3 Process Piping Course - 15 Nonmetallic Piping PDFSutarto AbutamisNo ratings yet
- API 660 Vs TEMADocument2 pagesAPI 660 Vs TEMAloqNo ratings yet
- Gas Pipeline Failures: by Failure Analysis Group WRD, CmrdiDocument44 pagesGas Pipeline Failures: by Failure Analysis Group WRD, Cmrdiروشان فاطمة روشانNo ratings yet
- Piping QuestionsDocument64 pagesPiping Questionssachinsyan100% (2)
- ASME VIII Div 1 ReportDocument12 pagesASME VIII Div 1 ReportAmir Zamri100% (2)
- Shell Corrosion Under InsulationDocument16 pagesShell Corrosion Under InsulationDavide CongiuNo ratings yet
- ValveTypesSelection - ControlsWikiDocument42 pagesValveTypesSelection - ControlsWikiMayur PatelNo ratings yet
- Heat ExchangersDocument66 pagesHeat ExchangersSaptarshi MandalNo ratings yet
- Ashfaque Ahmed: Engineer - PipingDocument3 pagesAshfaque Ahmed: Engineer - PipingMasoodMiyanNo ratings yet
- Chemical Injection Corrosion ControlDocument9 pagesChemical Injection Corrosion ControlYordan Perdomo100% (1)
- ValveDocument66 pagesValveUmar DrazNo ratings yet
- ASME CODE Requirements - PipingDocument6 pagesASME CODE Requirements - PipingJithin FrancizNo ratings yet
- Guide Inspection Plan For CUIDocument6 pagesGuide Inspection Plan For CUIMohamed SamyNo ratings yet
- Types of Flanges-Definition of FlangesDocument4 pagesTypes of Flanges-Definition of FlangesindikumaNo ratings yet
- Ball Valves: Sharma MVSRK 15 October 2013Document49 pagesBall Valves: Sharma MVSRK 15 October 2013Jay Ganta100% (2)
- Syllabus - Vishwakarma Institute of TechnologyDocument211 pagesSyllabus - Vishwakarma Institute of TechnologyAditya PophaleNo ratings yet
- Hot TapingDocument61 pagesHot TapingMuzaffar100% (1)
- Mersen Process Technologies ProviderDocument6 pagesMersen Process Technologies ProviderIbhar Santos MumentheyNo ratings yet
- Butterfly ValveDocument8 pagesButterfly Valveswapnil PATILNo ratings yet
- Piping Design Training - Piping Codes and Standards - OilandgasclubDocument4 pagesPiping Design Training - Piping Codes and Standards - Oilandgasclubchandramohan murugan100% (2)
- Piping CodesDocument47 pagesPiping CodesSankar MukaNo ratings yet
- Pipelines - M. AmeriniDocument150 pagesPipelines - M. Amerinihenry ardiyanto50% (2)
- Revised PPT SG HXDocument44 pagesRevised PPT SG HXskgbondNo ratings yet
- Stress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsFrom EverandStress in ASME Pressure Vessels, Boilers, and Nuclear ComponentsNo ratings yet
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- Structural and Thermal Analysis of A Boiler Using Finite Element AnalysisDocument5 pagesStructural and Thermal Analysis of A Boiler Using Finite Element AnalysismohanNo ratings yet
- Statusing Multiple Projects PDFDocument6 pagesStatusing Multiple Projects PDFmohanNo ratings yet
- Modal Analysis of Mono Leaf SpringDocument7 pagesModal Analysis of Mono Leaf SpringmohanNo ratings yet
- Planning, Desiging and Estimation of AuditoriumDocument10 pagesPlanning, Desiging and Estimation of AuditoriummohanNo ratings yet
- 1.1 GeneralDocument54 pages1.1 GeneralmohanNo ratings yet
- Silica fume/CHAPTER 1Document45 pagesSilica fume/CHAPTER 1mohanNo ratings yet
- CFD Analysis of Steam Boiler Used in PowerDocument10 pagesCFD Analysis of Steam Boiler Used in PowermohanNo ratings yet
- Experimental Study On Human Hair Fiber Reinforced Concrete With Partial Replacement of Cement by GgbfsDocument11 pagesExperimental Study On Human Hair Fiber Reinforced Concrete With Partial Replacement of Cement by GgbfsmohanNo ratings yet
- Design and Fabrication of Air To Water Convertor Using Radiative CoolingDocument5 pagesDesign and Fabrication of Air To Water Convertor Using Radiative CoolingmohanNo ratings yet
- Corrigendum: Recruitment of Technical & Non-Technical PositionsDocument5 pagesCorrigendum: Recruitment of Technical & Non-Technical PositionsmohanNo ratings yet
- Tittle Civil t21Document5 pagesTittle Civil t21mohanNo ratings yet
- MST 2019 Projects 2Document14 pagesMST 2019 Projects 2mohanNo ratings yet
- Hydraulic Power Pack 60 B29ADocument3 pagesHydraulic Power Pack 60 B29Agpcd1210No ratings yet
- Cetop Valves: Catálogo TécnicoDocument48 pagesCetop Valves: Catálogo TécnicoFelipe AcelasNo ratings yet
- Control Station Piping LayoutDocument9 pagesControl Station Piping LayoutKrunalpanchalNo ratings yet
- Certificate of Compliance: Certificate Number Report Reference Issue DateDocument5 pagesCertificate of Compliance: Certificate Number Report Reference Issue DateBryan S. AlejandroNo ratings yet
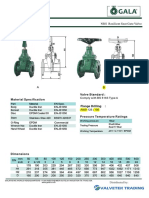
- 1 Gala Ci Gate Valve Resilient Seated Nrs NRGV 3243Document1 page1 Gala Ci Gate Valve Resilient Seated Nrs NRGV 3243Non Etabas GadnatamNo ratings yet
- Physics052.1 MarkJohnArsulo Group (1) ReactionPaper3Document1 pagePhysics052.1 MarkJohnArsulo Group (1) ReactionPaper3MARK JOHN ARSULONo ratings yet
- Press Control Brio2000Document16 pagesPress Control Brio2000MatiFernandezNo ratings yet
- Universal State Plumbing CodeDocument118 pagesUniversal State Plumbing CodecruzserNo ratings yet
- API Standards For Pressure Relieving SystemsDocument1 pageAPI Standards For Pressure Relieving SystemsKmt_AeNo ratings yet
- Indian Standard-Industrial Process Control Valves PDFDocument48 pagesIndian Standard-Industrial Process Control Valves PDFMedaculoNo ratings yet
- Pump Calc ExampleDocument21 pagesPump Calc ExampleMohammad Usman HabibNo ratings yet
- ch8 Steady Incompressible Flow in Pressure Conduits (Partb) PDFDocument66 pagesch8 Steady Incompressible Flow in Pressure Conduits (Partb) PDFnaefmubarak0% (1)
- Losses in PipesDocument52 pagesLosses in PipesAkhil ShettyNo ratings yet
- Om Manual C0162987 - Boincorp Bomba Patterson 60 HPDocument150 pagesOm Manual C0162987 - Boincorp Bomba Patterson 60 HPLUIS SOTELONo ratings yet
- Salkhan G.O.V Water Supply Scheme From: CWR Zone-Vii To Oht Zone-ViiDocument5 pagesSalkhan G.O.V Water Supply Scheme From: CWR Zone-Vii To Oht Zone-ViiTechnowisdom ConsultantsNo ratings yet
- Nptel: Advanced Hydraulics - Video CourseDocument3 pagesNptel: Advanced Hydraulics - Video CourseVipin PakarNo ratings yet
- Pipe FittingsDocument273 pagesPipe FittingsRyan Goh Chuang HongNo ratings yet
- Rating 5.4 m3h - 120m - MV 5-24 - 3.7kW-2900rpm-380V-3Ph-50Hz PDFDocument3 pagesRating 5.4 m3h - 120m - MV 5-24 - 3.7kW-2900rpm-380V-3Ph-50Hz PDFTrung TrịnhNo ratings yet
- SKU Name & Description Link To Website Price in R (Excl. Vat)Document29 pagesSKU Name & Description Link To Website Price in R (Excl. Vat)icumba6180No ratings yet
- Katalog Hydraulic Jack Merek SunrunDocument4 pagesKatalog Hydraulic Jack Merek SunrunFebri SartikaNo ratings yet
- Ansi-Hi Pump StandardsDocument2 pagesAnsi-Hi Pump StandardsAndrés Eduardo100% (1)
- Closed Conduits Through Which Fluids Flow A Tubular Section or Hollow Cylinder, Usually But Not Necessarily of Circular Cross-SectionDocument9 pagesClosed Conduits Through Which Fluids Flow A Tubular Section or Hollow Cylinder, Usually But Not Necessarily of Circular Cross-SectionTimothy GregoireNo ratings yet
- Pumping Stations Design Lecture 5Document60 pagesPumping Stations Design Lecture 5Nestor Augusto Oyarce100% (2)
- High Energy Drain Valves Body Temp: MSPGCLDocument3 pagesHigh Energy Drain Valves Body Temp: MSPGCLGajanan JagtapNo ratings yet
- UFT - Ready Tool For Hydraulic Cal & Pump Head, Pipe Sizing and Sprinkler DischargeDocument17 pagesUFT - Ready Tool For Hydraulic Cal & Pump Head, Pipe Sizing and Sprinkler DischargeVaibhav SawantNo ratings yet
- 01-28-02 Control Valve (Shift Valve Assy)Document3 pages01-28-02 Control Valve (Shift Valve Assy)Taller PahrNo ratings yet
- Model 20%, Accumulator Sense, Pump Unload Valve With Check - Pilot CapacityDocument2 pagesModel 20%, Accumulator Sense, Pump Unload Valve With Check - Pilot CapacityGamal El Deen KamalNo ratings yet
- CS533E Hydraulic Schematic KENR3668Document2 pagesCS533E Hydraulic Schematic KENR3668Luis Florentino Grajeda100% (5)
- 330C Hyd Sys OpDocument164 pages330C Hyd Sys Opvasanth kumarNo ratings yet
- Cameron Spare KitDocument1 pageCameron Spare Kitfarman ali ahmedNo ratings yet