You might also like
- IC 51 B1 1001+Rev+DDocument40 pagesIC 51 B1 1001+Rev+DCiro Montiel100% (1)
- List of Illustrations: Lm6000 PD Gek 105061 Ge Industrial Aeroderivative Gas TurbinesDocument4 pagesList of Illustrations: Lm6000 PD Gek 105061 Ge Industrial Aeroderivative Gas TurbinesJHONNATTAN RODRIGUEZNo ratings yet
- F Class Gas Turbine Compressor Water Wash SystemDocument8 pagesF Class Gas Turbine Compressor Water Wash SystemAbdelaziz Eldeeb100% (1)
- Usn LM2500 Asme Paper GT2010-22811 61410 JalDocument7 pagesUsn LM2500 Asme Paper GT2010-22811 61410 Jalferrerick0% (1)
- Top 100 IT Companies Rank ListDocument3 pagesTop 100 IT Companies Rank ListSomesh100% (2)
- Intercepting SMS With A Software Defined RadioDocument1 pageIntercepting SMS With A Software Defined RadiospuddNo ratings yet
- MHPS D Class GT UpratesDocument6 pagesMHPS D Class GT Uprateskp pkNo ratings yet
- 7FA Upgrade Combustion HardwareDocument2 pages7FA Upgrade Combustion Hardwaresauerbach1No ratings yet
- Report on blade failure of LP last stages in a 210 MW steam turbineDocument5 pagesReport on blade failure of LP last stages in a 210 MW steam turbinemanojpuru100% (1)
- Thermal Peaking PDFDocument26 pagesThermal Peaking PDFkhozaqiNo ratings yet
- 1 151125221535 Lva1 App6892Document40 pages1 151125221535 Lva1 App6892Darmawan PutrantoNo ratings yet
- Coatings Guide: Air Intake Air Intake Exhaust Compressor Compressor Combustor Combustor Turbine TurbineDocument1 pageCoatings Guide: Air Intake Air Intake Exhaust Compressor Compressor Combustor Combustor Turbine TurbinefrdnNo ratings yet
- GE Power Systems 7F Users Conference PresentationsDocument27 pagesGE Power Systems 7F Users Conference Presentationsatfrost4638No ratings yet
- Smple Cycle Thermodynamics OverviewDocument31 pagesSmple Cycle Thermodynamics OverviewONURNo ratings yet
- MS6001FADocument14 pagesMS6001FAsureshkumar908No ratings yet
- Alstom Gas-Turbines-Technical-Performance PDFDocument2 pagesAlstom Gas-Turbines-Technical-Performance PDFPoull SteeadyNo ratings yet
- I A G T C: Ndustrial Pplication OF AS Urbines OmmitteeDocument13 pagesI A G T C: Ndustrial Pplication OF AS Urbines Ommittee'Izzad AfifNo ratings yet
- GE Gas Turbine Frame 9E Course 1695532004Document156 pagesGE Gas Turbine Frame 9E Course 1695532004Achnafian Rafif Zufaryansyah100% (1)
- Technical Information Letter: Ge Power TIL 2445 Product ServiceDocument4 pagesTechnical Information Letter: Ge Power TIL 2445 Product ServiceMinhajur Rahman100% (1)
- APA DOC No. 2014 PDFDocument67 pagesAPA DOC No. 2014 PDFThanapaet RittirutNo ratings yet
- 2.4 MBM Combustor Dilution Air SystemDocument6 pages2.4 MBM Combustor Dilution Air SystemmiladNo ratings yet
- 7FAAirfoils 50HzDocument2 pages7FAAirfoils 50Hzgassem208920No ratings yet
- Igv 7eaDocument2 pagesIgv 7eaSamir BenabdallahNo ratings yet
- GEA31503e PGP Product E-Catalog 2015 R10Document47 pagesGEA31503e PGP Product E-Catalog 2015 R10juagamsar100% (1)
- Ansaldo Service Roadshow - Jeddah - Steam Turbines5Document40 pagesAnsaldo Service Roadshow - Jeddah - Steam Turbines5Akshay Wekhande100% (1)
- EEI 7FA Supplement r1 2octDocument42 pagesEEI 7FA Supplement r1 2octkshalawi0% (1)
- Gas Turbines Drive Pipelines CompressorsDocument20 pagesGas Turbines Drive Pipelines CompressorsRoozbeh PNo ratings yet
- Gas Turbine Performance by Rainer KurzDocument16 pagesGas Turbine Performance by Rainer KurzSulzerRuudNo ratings yet
- PEI Gas Stea Turbine Directory 2013Document327 pagesPEI Gas Stea Turbine Directory 2013GodsNo ratings yet
- Practical Experience With Single Crystal Turbine Blade RepairsDocument17 pagesPractical Experience With Single Crystal Turbine Blade RepairskatibraNo ratings yet
- SAC and DLE PDFDocument29 pagesSAC and DLE PDFMehulkumar PatelNo ratings yet
- Siemens GTDocument8 pagesSiemens GThbalu007No ratings yet
- AE64.3A Fast Flexible Gas TurbineDocument2 pagesAE64.3A Fast Flexible Gas TurbineIvana SpanovicNo ratings yet
- 3rd Party PSM Ansaldo - Energia PDFDocument30 pages3rd Party PSM Ansaldo - Energia PDFkp pk100% (1)
- Gas Turbines Technical PerformanceDocument2 pagesGas Turbines Technical PerformanceRoozbeh PNo ratings yet
- General Electric - Inlet Air RecommendationDocument28 pagesGeneral Electric - Inlet Air Recommendationhussain mominNo ratings yet
- Proven Upgrade SGT5-4000FDocument9 pagesProven Upgrade SGT5-4000FThanapaet Rittirut100% (1)
- Gt13e2 Gas Turbine PosterDocument1 pageGt13e2 Gas Turbine PosterHeri SetyantoNo ratings yet
- NIC - 07-37 - Rev-01 Technical Updates Web Portal GEDocument47 pagesNIC - 07-37 - Rev-01 Technical Updates Web Portal GEManuel L LombarderoNo ratings yet
- 47841ILustrated Part ListDocument229 pages47841ILustrated Part ListRidwanNo ratings yet
- A Plant Supplier and Market Overview SIEMENSDocument33 pagesA Plant Supplier and Market Overview SIEMENSKenneth Castelo GilerNo ratings yet
- Gas Turbine - Partload and Operational Tradeoffs: Michael A. CoccaDocument18 pagesGas Turbine - Partload and Operational Tradeoffs: Michael A. CoccaThanapaet RittirutNo ratings yet
- GE Gas Turbine Compressor Washing GuideDocument18 pagesGE Gas Turbine Compressor Washing GuideEmadAlhosien AlhosienNo ratings yet
- 01 Intro&Theory GTDocument74 pages01 Intro&Theory GTHafiz Usman MahmoodNo ratings yet
- Formas Instalacion Turbina 6000Document27 pagesFormas Instalacion Turbina 6000ferrerick100% (1)
- Proven Solutions GE-EvuletDocument48 pagesProven Solutions GE-EvuletmohamedhasNo ratings yet
- Gas Turbine SlideDocument212 pagesGas Turbine SlideMuhd RizzuwanNo ratings yet
- ATT02 HTCT679453 Gas Turbine Set Point ListDocument29 pagesATT02 HTCT679453 Gas Turbine Set Point Listroman calvaNo ratings yet
- T 2055 R 1Document6 pagesT 2055 R 1srinivasNo ratings yet
- Gas Turbine Performance: by Rainer KurzDocument16 pagesGas Turbine Performance: by Rainer Kurzthryee100% (1)
- Nickel Base Alloy GTD 222Document2 pagesNickel Base Alloy GTD 222JJNo ratings yet
- V005t15a001 88 GT 150Document13 pagesV005t15a001 88 GT 150Antonio CilindroNo ratings yet
- DETC2009-86080: The Use of Interference Diagrams To Avoid Impeller Resonance: An Application To Igv DesignDocument8 pagesDETC2009-86080: The Use of Interference Diagrams To Avoid Impeller Resonance: An Application To Igv DesignRajesh KachrooNo ratings yet
- MOU (00) - Introduction LDocument37 pagesMOU (00) - Introduction LDRISSI100% (1)
- GE Frame 9E Turbine Stator and Rotor ConstructionDocument14 pagesGE Frame 9E Turbine Stator and Rotor ConstructionArashNo ratings yet
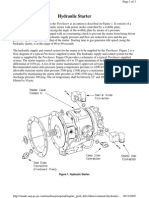
- Figure 1. Hydraulic StarterDocument3 pagesFigure 1. Hydraulic StarterDenis JimenezNo ratings yet
- Dynamics in One Complex Variable. (AM-160): (AM-160) - Third EditionFrom EverandDynamics in One Complex Variable. (AM-160): (AM-160) - Third EditionNo ratings yet
- The Modernization of A 1965, MS New Life For An Old 5001, Gas Turbine: UnitDocument8 pagesThe Modernization of A 1965, MS New Life For An Old 5001, Gas Turbine: UnitRozy AlriadiNo ratings yet
- Performance and Reliability Improvements For The Ms5001 Gas TurbinesDocument39 pagesPerformance and Reliability Improvements For The Ms5001 Gas TurbinesMuhammad Irfan AnwarNo ratings yet
- Siemens Integrated Technologies That Enhance Power Plant Operating Flexibility - AshxDocument17 pagesSiemens Integrated Technologies That Enhance Power Plant Operating Flexibility - Ashxlouis_1904100% (1)
- Design and Off-Design Operation and Performance Analysis of A Gas TurbineDocument4 pagesDesign and Off-Design Operation and Performance Analysis of A Gas TurbinewaleligneNo ratings yet
- Mme275524 PDFDocument13 pagesMme275524 PDFali aNo ratings yet
- Surface and Coatings Technology, 36 (1988) 867Document12 pagesSurface and Coatings Technology, 36 (1988) 867ali aNo ratings yet
- Sciencedirect: ArticleinfoDocument11 pagesSciencedirect: Articleinfoali aNo ratings yet
- Plasma-Assisted Chemical Vapour Deposition of Tic, TiN and TiC,N, at Low TemperaturesDocument5 pagesPlasma-Assisted Chemical Vapour Deposition of Tic, TiN and TiC,N, at Low Temperaturesali aNo ratings yet
- Development of Improved Bond Coat For Enhanced Turbine DurabilityDocument8 pagesDevelopment of Improved Bond Coat For Enhanced Turbine Durabilityali aNo ratings yet
- Boronhalides PDFDocument26 pagesBoronhalides PDFali aNo ratings yet
- 10.1115 - 93 GT 181Document5 pages10.1115 - 93 GT 181ali aNo ratings yet
- 1 s2.0 004316489390298Z MainDocument6 pages1 s2.0 004316489390298Z Mainali aNo ratings yet
- 1 s2.0 004316489390298Z MainDocument6 pages1 s2.0 004316489390298Z Mainali aNo ratings yet
- Zheludkevich2005 PDFDocument10 pagesZheludkevich2005 PDFRendi Nak SepusatNo ratings yet
- 123Document2 pages123ali aNo ratings yet
- Birbilis2005 PDFDocument12 pagesBirbilis2005 PDFali aNo ratings yet
- 123Document2 pages123ali aNo ratings yet
- 10.1115 1.2906794Document10 pages10.1115 1.2906794ali aNo ratings yet
- 123Document2 pages123ali aNo ratings yet
- 123Document2 pages123ali aNo ratings yet
- 123 PDFDocument2 pages123 PDFali aNo ratings yet
- 123Document3 pages123ali aNo ratings yet
- 123Document1 page123ali aNo ratings yet
- 123Document1 page123ali aNo ratings yet
- 123Document2 pages123ali aNo ratings yet
- 123Document2 pages123ali aNo ratings yet
- 123Document1 page123ali aNo ratings yet
- 123 PDFDocument2 pages123 PDFali aNo ratings yet
- 123Document2 pages123ali aNo ratings yet
- 123Document2 pages123ali aNo ratings yet
- 123 PDFDocument1 page123 PDFali aNo ratings yet
- 123Document2 pages123ali aNo ratings yet
- Introduction to PLCs in 40 CharactersDocument27 pagesIntroduction to PLCs in 40 CharactersGeraldoadriNo ratings yet
- 1182 - Data Sheet - 26.11.2018.2018Document1 page1182 - Data Sheet - 26.11.2018.2018GG JetTech EPCNo ratings yet
- Daylight Design RulesDocument9 pagesDaylight Design Rulesmehak guptaNo ratings yet
- Sterilight - SQPA SpecsDocument2 pagesSterilight - SQPA SpecsthreeNo ratings yet
- Frequently Asked Questions (F.A.Q) : Regarding Digsilent PowerfactoryDocument7 pagesFrequently Asked Questions (F.A.Q) : Regarding Digsilent PowerfactoryClaudio0914No ratings yet
- Perfecto HT 5 Heat Transfer Oil Data SheetDocument2 pagesPerfecto HT 5 Heat Transfer Oil Data SheetnghiaNo ratings yet
- I. Bejtka - Cross (CLT) and Diagonal (DLT) Laminated Timber As InnovativeDocument144 pagesI. Bejtka - Cross (CLT) and Diagonal (DLT) Laminated Timber As InnovativeFredNo ratings yet
- CV Purwo SusantoDocument3 pagesCV Purwo SusantoPurwo SusantoNo ratings yet
- Generating Coin Flip Sequences RecursivelyDocument41 pagesGenerating Coin Flip Sequences RecursivelyJason ChenNo ratings yet
- Deutz620 50Document4 pagesDeutz620 50sdiamanNo ratings yet
- lm2841 Transistor RegulatorDocument27 pageslm2841 Transistor RegulatorAbbas MaghazehiNo ratings yet
- Paint Slip Coefficient PDFDocument28 pagesPaint Slip Coefficient PDFRk Sabarinathan100% (1)
- Module-IV Unit Operations for Waste Water TreatmentDocument102 pagesModule-IV Unit Operations for Waste Water Treatmentksbbs100% (5)
- TV Service ModeDocument26 pagesTV Service Modevideoson100% (5)
- Obróbka Powierzchni DobrzańskiDocument483 pagesObróbka Powierzchni DobrzańskiKamil RomanowskiNo ratings yet
- Ferrite Core Datasheet PDFDocument45 pagesFerrite Core Datasheet PDFOnlineShop ShopNo ratings yet
- HCR D 5557Document9 pagesHCR D 5557Anonymous MAQrYFQDzVNo ratings yet
- Updating Program Felcom18-19.Document2 pagesUpdating Program Felcom18-19.Ivo CastroNo ratings yet
- RPO Projects Status 12-7-16-NewDocument6 pagesRPO Projects Status 12-7-16-Newsmshiva59No ratings yet
- (Type The Document Title) : School English Language Competition Primary SchoolsDocument15 pages(Type The Document Title) : School English Language Competition Primary SchoolsHodžić NisvetaNo ratings yet
- Shortthree PDFDocument86 pagesShortthree PDFEnugukonda UshasreeNo ratings yet
- Elliptic Curve Cryptography (ECC) ExplainedDocument19 pagesElliptic Curve Cryptography (ECC) ExplainedRathin RajNo ratings yet
- Quarter Car Analysis PDFDocument10 pagesQuarter Car Analysis PDFHerman AhmadNo ratings yet
- Hardfacing GuideDocument52 pagesHardfacing GuideGm Murtaza100% (2)
- Evaluating A Novel Gasoline Surrogate Containing Isopentane Using A Rapid Compression Machine and An EngineDocument11 pagesEvaluating A Novel Gasoline Surrogate Containing Isopentane Using A Rapid Compression Machine and An EngineFabNo ratings yet
- Infobroture - 201Document25 pagesInfobroture - 201TauseefNo ratings yet
- ETS-50!06!08-C1 High-Voltage Components - Current Transformer 400 KV 2000-1000 ADocument7 pagesETS-50!06!08-C1 High-Voltage Components - Current Transformer 400 KV 2000-1000 Araghavendran raghuNo ratings yet
- Toshiba 55ZL2 - Glassless 4K 3DTVDocument3 pagesToshiba 55ZL2 - Glassless 4K 3DTVDarvilNo ratings yet