You might also like
- Product Design With PlasticsDocument256 pagesProduct Design With PlasticsBhuban Limbu100% (3)
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- Basic of Plastic DesignDocument21 pagesBasic of Plastic DesignPOOJA100% (1)
- Plastic Product Design.Document44 pagesPlastic Product Design.nareshdayNo ratings yet
- Introduction To Plastic Part DesignDocument61 pagesIntroduction To Plastic Part DesignVIGNESHNo ratings yet
- Plastic Product Development: Interior & ExteriorDocument21 pagesPlastic Product Development: Interior & ExteriormechsrinuNo ratings yet
- Automotive Plastic Interior Trims DetailsDocument18 pagesAutomotive Plastic Interior Trims DetailsOfficial Sarvesh EkandeNo ratings yet
- Plastic Material in AutomotiveDocument17 pagesPlastic Material in AutomotiveMuthu KumarNo ratings yet
- G D & T PresenationDocument22 pagesG D & T Presenation김병곤No ratings yet
- Design of Dog House in Automotive InteriorDocument14 pagesDesign of Dog House in Automotive Interiormaamallan mechanical50% (2)
- Plastic Part DesignDocument11 pagesPlastic Part DesignSteven ChengNo ratings yet
- A Class Surface Q&ADocument24 pagesA Class Surface Q&AYashwanth NarayananNo ratings yet
- 5 Series BIWDocument23 pages5 Series BIWAkshay Prakash Shinde100% (1)
- Methodology of Plastic Parts Development in The Automotive IndustryDocument12 pagesMethodology of Plastic Parts Development in The Automotive IndustryLucas Tavares67% (3)
- Different Types of Units in Fixture - Theory - Skill-LyncDocument21 pagesDifferent Types of Units in Fixture - Theory - Skill-Lyncomarxism2100% (1)
- Snap-Fit Joints For PlasticsDocument26 pagesSnap-Fit Joints For Plasticsmadhusudhan.bhumireddi100% (1)
- Class A' Surface of VehicelDocument8 pagesClass A' Surface of VehicelCharlie TejNo ratings yet
- BIW PartsDocument17 pagesBIW Partsbprabagaran100% (2)
- Plastic Design Guidelines For Automotive ComponentsDocument26 pagesPlastic Design Guidelines For Automotive Componentsvumrane100% (12)
- Resume - Interior TrimDocument4 pagesResume - Interior TrimRohit NevaseNo ratings yet
- Basic Fixture Design ConceptsDocument14 pagesBasic Fixture Design ConceptsML Deshmukh100% (2)
- Fundamentals of Vehicle Design & PackagingDocument83 pagesFundamentals of Vehicle Design & PackagingCharlie TejNo ratings yet
- B-Pillar Plastic TrimDocument16 pagesB-Pillar Plastic TrimShrikrushnaKawatheNo ratings yet
- Product Design With PlasticsDocument256 pagesProduct Design With PlasticsPrachi LoharNo ratings yet
- Automotive Exterior DesignDocument29 pagesAutomotive Exterior DesignAbhishek ShettyNo ratings yet
- Biw TrainingDocument7 pagesBiw Trainingdhareesh92% (12)
- Door TrimDocument2 pagesDoor Trimapi-37105140% (1)
- Plastic Product Design CourseDocument7 pagesPlastic Product Design CourseManjotNo ratings yet
- AES BIW Fixture SimulationDocument28 pagesAES BIW Fixture Simulationbinhlee0% (1)
- BIW DesignDocument17 pagesBIW Designraghunath67074395% (19)
- Biw Structural DesignDocument10 pagesBiw Structural Designdhareesh100% (3)
- Plastics Part Design SyllabusDocument3 pagesPlastics Part Design SyllabusA SNo ratings yet
- HeadlinerDocument2 pagesHeadlinerapi-3710514No ratings yet
- CATIA AutomotiveDocument204 pagesCATIA AutomotivePBesuhovNo ratings yet
- Body-Frame ConstructionDocument16 pagesBody-Frame Constructiongautamkumar3216102100% (4)
- Closure Panels Course PDFDocument276 pagesClosure Panels Course PDFML Deshmukh100% (1)
- TrimsDocument30 pagesTrimsSiddanath Mane100% (1)
- BIW DesignDocument17 pagesBIW DesignSandip GaikwadNo ratings yet
- CLASS A Surfaces.Document45 pagesCLASS A Surfaces.agox194No ratings yet
- Snap-Fit Joints DesignDocument26 pagesSnap-Fit Joints DesignDavid García SalvatierraNo ratings yet
- Tolerance Stack-Up AnalysisDocument14 pagesTolerance Stack-Up Analysispradeep kNo ratings yet
- FPA For Stamping and BodyDocument12 pagesFPA For Stamping and BodyYo GoldNo ratings yet
- BIW Nomenclature and MaterialsDocument7 pagesBIW Nomenclature and MaterialsRawendrraw Kuri0% (1)
- Plastics in AutomobilesDocument65 pagesPlastics in AutomobilesvijayamalrajNo ratings yet
- BIWDocument18 pagesBIWKarthik Babu0% (1)
- Techdesign Study: Plastic Mould Technology Duration: 30 DaysDocument14 pagesTechdesign Study: Plastic Mould Technology Duration: 30 DaysAnkit NaphadeNo ratings yet
- Cadsys Plastic Part 1 - v01-1Document14 pagesCadsys Plastic Part 1 - v01-1Keerthi Swarup M GowdaNo ratings yet
- Design For Manufacture And Assembly A Complete Guide - 2020 EditionFrom EverandDesign For Manufacture And Assembly A Complete Guide - 2020 EditionNo ratings yet
- Plastic Parts Design MA32-2Document44 pagesPlastic Parts Design MA32-2Sethu SkNo ratings yet
- Design and Analysis of Side Door Intrusion Beam For Automotive SafetyDocument10 pagesDesign and Analysis of Side Door Intrusion Beam For Automotive SafetyDavids Marin0% (1)
- Calculation of Lifter Direction - GauravDocument4 pagesCalculation of Lifter Direction - GauravJitesh ChaudhariNo ratings yet
- Automotive - Presentation - Plastics-3rd June-2015 (Compatibility Mode) (Repaired)Document108 pagesAutomotive - Presentation - Plastics-3rd June-2015 (Compatibility Mode) (Repaired)Annavarapu Gopalakrishna100% (1)
- 305vehicle Door Sag Evaluation Using FEADocument6 pages305vehicle Door Sag Evaluation Using FEAIJERDNo ratings yet
- Certified Solidworks Professional Advanced Surface Modeling Exam PreparationFrom EverandCertified Solidworks Professional Advanced Surface Modeling Exam PreparationRating: 5 out of 5 stars5/5 (1)
- Cell Transport Review Worksheet: A. B. C. DDocument2 pagesCell Transport Review Worksheet: A. B. C. DXavier BrownNo ratings yet
- Optimizing The Installation and Operation of A New 3-Bed Ammonia Synthesis Converter BasketDocument12 pagesOptimizing The Installation and Operation of A New 3-Bed Ammonia Synthesis Converter BasketGrootNo ratings yet
- Glencoe Biology LabDocument176 pagesGlencoe Biology LabJohann SlabbertNo ratings yet
- Permanent Magnetic Drums and Drum MachinesDocument5 pagesPermanent Magnetic Drums and Drum MachinesGM HerbalsNo ratings yet
- George J BanwartDocument773 pagesGeorge J BanwartPriyanka AgrawalNo ratings yet
- Coal GenesisDocument29 pagesCoal GenesisIván Cáceres AnguloNo ratings yet
- Staphylococcus Aurew: Specific Solute Effects With Special Reference ToDocument11 pagesStaphylococcus Aurew: Specific Solute Effects With Special Reference ToWassini BensNo ratings yet
- Normal Values Henry's PDF International System of Units Blood Plasma 4Document1 pageNormal Values Henry's PDF International System of Units Blood Plasma 4Lara GeeNo ratings yet
- ECO ROADS: A Solution To The Vehicular Pollution On RoadsDocument9 pagesECO ROADS: A Solution To The Vehicular Pollution On Roadsharshit gargNo ratings yet
- Injoere v2n2p46 enDocument33 pagesInjoere v2n2p46 enAndia BalabanNo ratings yet
- 0620 - TQ - P3 - U4 - v2 - 4 Acids, Bases and SaltsDocument11 pages0620 - TQ - P3 - U4 - v2 - 4 Acids, Bases and SaltsShubhra MoreNo ratings yet
- Flame TestDocument2 pagesFlame Testfreedom5345No ratings yet
- Risk Benefit Analysis of AspartameDocument3 pagesRisk Benefit Analysis of AspartameRyan ChachanaNo ratings yet
- Mango Passion Fruit Swiss RollDocument7 pagesMango Passion Fruit Swiss RollDolce S Vita100% (2)
- Durability of Concrete With Differential Concrete Mix DesignDocument10 pagesDurability of Concrete With Differential Concrete Mix Designshoyeeb ahmedNo ratings yet
- Department of Defense Standard Practice Chromium Plating, Low Embrittlement, Electro-DepositionDocument14 pagesDepartment of Defense Standard Practice Chromium Plating, Low Embrittlement, Electro-DepositionAbed samadsureyft7vewyrNo ratings yet
- Sri Chaitanya IIT Academy., India.: 2017 - PAPER-IDocument19 pagesSri Chaitanya IIT Academy., India.: 2017 - PAPER-IAditya Raj SinhaNo ratings yet
- NPTEL - Gas SeparationDocument48 pagesNPTEL - Gas SeparationEaswaran NampoothiriNo ratings yet
- Mid-Term Dev 1Document5 pagesMid-Term Dev 1Hong Nhung DamNo ratings yet
- Unit 202: Principles of Engineering Technology: Handout 1: Range of Materials Materials Commonly Used in EngineeringDocument3 pagesUnit 202: Principles of Engineering Technology: Handout 1: Range of Materials Materials Commonly Used in EngineeringyasirNo ratings yet
- Flocon MC3: Membrane Cleaner For InorganicsDocument2 pagesFlocon MC3: Membrane Cleaner For InorganicsCyrilDepalomaNo ratings yet
- Air PolutionDocument18 pagesAir PolutionNur Atikah AbdullahNo ratings yet
- Smart Materials in DentistryDocument83 pagesSmart Materials in DentistryReenaChauhanNo ratings yet
- Weed Science 2022 TCEPDocument68 pagesWeed Science 2022 TCEPCharles NeilNo ratings yet
- Basic Concept in Org. Chem - Exercise-Eng Module-4Document25 pagesBasic Concept in Org. Chem - Exercise-Eng Module-4Raju SinghNo ratings yet
- PHA6115 Lab Experiment 1Document3 pagesPHA6115 Lab Experiment 1The Dededo NativeNo ratings yet
- A Genetic Model For Na-Carbonate Mineral Precipitation in The MioceneDocument13 pagesA Genetic Model For Na-Carbonate Mineral Precipitation in The MioceneYiğitcan AkyüzNo ratings yet
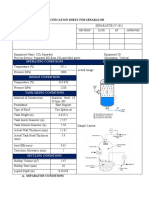
- Specification Sheet For Separator: Operating Conditions SketchDocument12 pagesSpecification Sheet For Separator: Operating Conditions SketchAngelikaOdimer100% (1)
- RPL Apg Range 2022Document1 pageRPL Apg Range 2022Jade LaceyNo ratings yet
- Mining ChainsDocument1 pageMining ChainsGM HerbalsNo ratings yet