You might also like
- Vedic Maths - India's Approach To Calculating!Document4 pagesVedic Maths - India's Approach To Calculating!padmanaban_cse100% (2)
- Manual HandlingDocument14 pagesManual Handlingkacang mete100% (1)
- Jenny Randles - Mind Monsters - Invaders From Inner Space (1990)Document219 pagesJenny Randles - Mind Monsters - Invaders From Inner Space (1990)DirkTheDaring11100% (15)
- Cycle1 Parta GettingtoknowyourstudentsDocument7 pagesCycle1 Parta Gettingtoknowyourstudentsapi-295073409No ratings yet
- Crankcase Pressure SM019901095211 - en PDFDocument5 pagesCrankcase Pressure SM019901095211 - en PDFDavy GonzalezNo ratings yet
- Circuit Breaker GTSDocument31 pagesCircuit Breaker GTScpandey01_688066930No ratings yet
- Propane RefrigerationDocument4 pagesPropane RefrigerationmohammadazraiNo ratings yet
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Analysis of A 10 MW Recompression Supercritical Carbon Dioxide Cycle For Tropical Climatic Conditions Sathish Et AlDocument14 pagesAnalysis of A 10 MW Recompression Supercritical Carbon Dioxide Cycle For Tropical Climatic Conditions Sathish Et AlTanatswa MoyoNo ratings yet
- بحثي المنشور بمؤتمر الاردنDocument13 pagesبحثي المنشور بمؤتمر الاردنShurooq TaibNo ratings yet
- Small Scale ORC Plant Modeling With The AMESim Simulation ToolDocument10 pagesSmall Scale ORC Plant Modeling With The AMESim Simulation ToolÜlkü Serçin SerçinoğluNo ratings yet
- Santosa 2018 J. Phys. - Conf. Ser. 953 012044Document7 pagesSantosa 2018 J. Phys. - Conf. Ser. 953 012044prince assiriNo ratings yet
- 2 50 1626079395 Ijasrdec202111Document8 pages2 50 1626079395 Ijasrdec202111TJPRC PublicationsNo ratings yet
- AbouziyansolarasssitedddDocument15 pagesAbouziyansolarasssitedddaycaNo ratings yet
- 2015-An Experimental Investigation On A Novel Ejector EnhancedDocument8 pages2015-An Experimental Investigation On A Novel Ejector EnhancedVictor PerezNo ratings yet
- Thermodynamic Modeling of Absorption Chiller PDFDocument10 pagesThermodynamic Modeling of Absorption Chiller PDFVaidyanathan KSNo ratings yet
- Performance Analysis of A Hermetic Reciprocating CompressorDocument10 pagesPerformance Analysis of A Hermetic Reciprocating Compressorhermit44535No ratings yet
- Applied Thermal EngineeringDocument13 pagesApplied Thermal EngineeringClaudia MendozaNo ratings yet
- Thermodynamic Analysis On VC Refrigeration CycleDocument50 pagesThermodynamic Analysis On VC Refrigeration Cyclemanshulakesh59No ratings yet
- Zvonimir Jankovi C, Jaime Sieres, Fernando Cerdeira, Branimir Pavkovi CDocument10 pagesZvonimir Jankovi C, Jaime Sieres, Fernando Cerdeira, Branimir Pavkovi CFrancisco OppsNo ratings yet
- J Applthermaleng 2015 04 062Document43 pagesJ Applthermaleng 2015 04 062Yahia AiouazNo ratings yet
- Fuel Processing Technology 86 (16), 1761-1775 (2005)Document15 pagesFuel Processing Technology 86 (16), 1761-1775 (2005)talhawasimNo ratings yet
- Ijesrt: A Performance of A Window Air Conditioner Using Alternative Refrigerants R22 AND R410ADocument7 pagesIjesrt: A Performance of A Window Air Conditioner Using Alternative Refrigerants R22 AND R410AThi DamNo ratings yet
- (translate68.ir مترجم متن) 10.1016 - j.enconman.2012.03.030Document9 pages(translate68.ir مترجم متن) 10.1016 - j.enconman.2012.03.030partoNo ratings yet
- CCPP Start Up SIx Equation ModelDocument17 pagesCCPP Start Up SIx Equation ModelJung Kyung WooNo ratings yet
- O.2.9.1 Improved Methodology For Testing The Part Load Performance of Water To Water Heat PumpsDocument11 pagesO.2.9.1 Improved Methodology For Testing The Part Load Performance of Water To Water Heat PumpsmaxmanfrenNo ratings yet
- Thermodynamic Simulation of Steam Power Cycles UsiDocument7 pagesThermodynamic Simulation of Steam Power Cycles UsiKylo RenNo ratings yet
- An Analysis of The Performance of An EjeDocument6 pagesAn Analysis of The Performance of An EjeSơn TiếnNo ratings yet
- Fast Evaluation of Thermodynamic Properties of Superheated Steam A Cubic Equation of StateDocument9 pagesFast Evaluation of Thermodynamic Properties of Superheated Steam A Cubic Equation of StateShalehAhmadNo ratings yet
- Contents Lists Available At: SciencedirectDocument14 pagesContents Lists Available At: SciencedirectadnanibrahimNo ratings yet
- GTCC Inlet Air Cooling Applicability AnalysisDocument9 pagesGTCC Inlet Air Cooling Applicability AnalysisidigitiNo ratings yet
- Shevchenko 2017 J. Phys. Conf. Ser. 891 012255Document7 pagesShevchenko 2017 J. Phys. Conf. Ser. 891 012255senthilNo ratings yet
- Zhang2016 PDFDocument14 pagesZhang2016 PDFHéctor Jorge Bravo PastorNo ratings yet
- Theoretical analysis of ejector refrigeration system performance using real gas propertiesDocument11 pagesTheoretical analysis of ejector refrigeration system performance using real gas propertiesAldi RezalNo ratings yet
- 1 s2.0 S2590174522000654 MainDocument15 pages1 s2.0 S2590174522000654 MainHazim MohammedNo ratings yet
- Numerical Analysis of Rotary Air Preheater: A ReviewDocument4 pagesNumerical Analysis of Rotary Air Preheater: A ReviewMbalekelwa MpembeNo ratings yet
- Thermodynamic Analysis of Cascade Refrigeration System Using R12-R13, R290-R23 and R404A-R23Document6 pagesThermodynamic Analysis of Cascade Refrigeration System Using R12-R13, R290-R23 and R404A-R23Leme playmuzicNo ratings yet
- Gethermie ORCDocument7 pagesGethermie ORCSyaiful FuadNo ratings yet
- Experion Steamprop PinDocument3 pagesExperion Steamprop PinPrakash WarrierNo ratings yet
- Value Analysis of Advanced Heat Rejection Systems For Geothermal Power PlantsDocument4 pagesValue Analysis of Advanced Heat Rejection Systems For Geothermal Power PlantsYanan CamarazaNo ratings yet
- Applied Thermal WngineeringDocument31 pagesApplied Thermal WngineeringrobinNo ratings yet
- Conjugate Heat Transfer PDFDocument10 pagesConjugate Heat Transfer PDFbenabedmNo ratings yet
- HTTPDocument11 pagesHTTPOswaldo PerezNo ratings yet
- Refrigeration Cycle and Compressor Performance For Various Low GWDocument9 pagesRefrigeration Cycle and Compressor Performance For Various Low GWAritz CalvoNo ratings yet
- 2016-Performance Analysis of An Ejector Enhanced Refrigeration Cycle WithDocument29 pages2016-Performance Analysis of An Ejector Enhanced Refrigeration Cycle WithVictor PerezNo ratings yet
- Design of a Plug Flow Reactor (PFR) SimulationDocument10 pagesDesign of a Plug Flow Reactor (PFR) SimulationDee RajanNo ratings yet
- A First-Principles Simulation Model For The Start-Up andDocument17 pagesA First-Principles Simulation Model For The Start-Up andEva ViskadourakiNo ratings yet
- Compressor Heat Pump Model Based On Refrigerant enDocument16 pagesCompressor Heat Pump Model Based On Refrigerant enOussema SKNo ratings yet
- Applied Thermal Engineering: Rohit K. Singla, Kuljeet Singh, Ranjan DasDocument10 pagesApplied Thermal Engineering: Rohit K. Singla, Kuljeet Singh, Ranjan Dasggy34No ratings yet
- Effect of coolant temperature on SI engine performanceDocument7 pagesEffect of coolant temperature on SI engine performanceM Hidayatullah NurNo ratings yet
- Multi-Parametric Sensitivity Analysis of Improved Transformer Thermal Models Considering Nonlinear Effect of Oil Time ConstantDocument9 pagesMulti-Parametric Sensitivity Analysis of Improved Transformer Thermal Models Considering Nonlinear Effect of Oil Time ConstantVinit MehtaNo ratings yet
- Utf 8''sdarticle14Document9 pagesUtf 8''sdarticle14mohd_mexplore3049No ratings yet
- Performance Assessment of HFC Group Refrigerants in Window Air Conditioning SystemDocument5 pagesPerformance Assessment of HFC Group Refrigerants in Window Air Conditioning SystemAdi PriyantoNo ratings yet
- Yang 2021 IOP Conf. Ser. Mater. Sci. Eng. 1180 012051Document10 pagesYang 2021 IOP Conf. Ser. Mater. Sci. Eng. 1180 012051Pooja ChughNo ratings yet
- Cortinovis Modelagem e Otimização de Um Sistema de Água de Resfriamento PDFDocument8 pagesCortinovis Modelagem e Otimização de Um Sistema de Água de Resfriamento PDFPaulo SchneiderNo ratings yet
- Exergy Analysis of Scroll Compressors Working WithDocument10 pagesExergy Analysis of Scroll Compressors Working WithSaravanan RagupathyNo ratings yet
- Heat Pump Standard EN 15316-4-2 - From Compliance To Real ConsumptionDocument5 pagesHeat Pump Standard EN 15316-4-2 - From Compliance To Real ConsumptionMarcin BobińskiNo ratings yet
- HVAC Softwares ManualDocument6 pagesHVAC Softwares ManualAbhyuday GhoshNo ratings yet
- Numerical Thermal Analysis and 2-D CFD Evaluation Model For An Ideal Cryogenic RegeneratorDocument13 pagesNumerical Thermal Analysis and 2-D CFD Evaluation Model For An Ideal Cryogenic RegeneratorNavin DNo ratings yet
- Memet 2015 IOP Conf. Ser. Mater. Sci. Eng. 95 012035Document6 pagesMemet 2015 IOP Conf. Ser. Mater. Sci. Eng. 95 012035Pooja ChughNo ratings yet
- Applied Thermal Engineering: Kuljeet Singh, Ranjan DasDocument12 pagesApplied Thermal Engineering: Kuljeet Singh, Ranjan DasYogesh JagdaleNo ratings yet
- Thermodynamic Modelling of A Double-Effect LiBr-H2ODocument11 pagesThermodynamic Modelling of A Double-Effect LiBr-H2OGET PASSNo ratings yet
- Study On Heat Transfer Calculation Method of Ground Heat Exchangers Based On Heat Pump Unit Operation CharacteristicsDocument9 pagesStudy On Heat Transfer Calculation Method of Ground Heat Exchangers Based On Heat Pump Unit Operation CharacteristicsARPITA SINGHNo ratings yet
- Design and Performance Analysis of Water PDFDocument7 pagesDesign and Performance Analysis of Water PDFDiyar NezarNo ratings yet
- Energy Integration of Fired Heater: IMEC04-2003Document17 pagesEnergy Integration of Fired Heater: IMEC04-2003Wejden YaakoubyNo ratings yet
- Sheet 5 SolvedDocument4 pagesSheet 5 Solvedshimaa eldakhakhnyNo ratings yet
- SpinView Getting StartedDocument16 pagesSpinView Getting StartedRicardo SequeiraNo ratings yet
- PqdifsdkDocument2 pagesPqdifsdkrafaelcbscribdNo ratings yet
- L. M. Greenberg - Architects of The New Sorbonne. Liard's Purpose and Durkheim's RoleDocument19 pagesL. M. Greenberg - Architects of The New Sorbonne. Liard's Purpose and Durkheim's Rolepitert90No ratings yet
- (Architecture Ebook) Building Design and Construction HandbookDocument5 pages(Architecture Ebook) Building Design and Construction HandbookJESÚS GARCÍA PÉREZNo ratings yet
- Homework1 SKKK1113 1112-2Document1 pageHomework1 SKKK1113 1112-2Khairul Anwar Abd HamidNo ratings yet
- Java Pattern Programming AssignmentsDocument9 pagesJava Pattern Programming Assignmentstamj tamjNo ratings yet
- PassionForProcesse en 04-13Document20 pagesPassionForProcesse en 04-13Mutas MattaNo ratings yet
- Electroencephalography (EEG) : Dr. Altaf Qadir KhanDocument65 pagesElectroencephalography (EEG) : Dr. Altaf Qadir KhanAalia RanaNo ratings yet
- Modified o and G Slides 2Document21 pagesModified o and G Slides 2Salam FaithNo ratings yet
- Experiences in The OperationDocument7 pagesExperiences in The OperationUsama Bin SabirNo ratings yet
- Proportional, Solenoid Actuated Flow Control Valves Type SE and SEHDocument16 pagesProportional, Solenoid Actuated Flow Control Valves Type SE and SEHwords2zhigang_612545No ratings yet
- D Series: Instruction ManualDocument2 pagesD Series: Instruction ManualMartin del ValleNo ratings yet
- Creative Commons Attribution-Noncommercial-Share Alike 3.0 LicenseDocument4 pagesCreative Commons Attribution-Noncommercial-Share Alike 3.0 LicenseAnindito W WicaksonoNo ratings yet
- Teaser Rheosolve D 15ASDocument2 pagesTeaser Rheosolve D 15ASwahyuni raufianiNo ratings yet
- 11.1 Exam Practice 30 U11Document6 pages11.1 Exam Practice 30 U11Đỗ LoanNo ratings yet
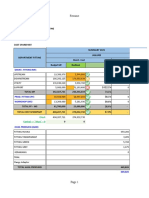
- Resume summary of monthly sparepart costs and production in 2021Document590 pagesResume summary of monthly sparepart costs and production in 2021winda listya ningrumNo ratings yet
- Regular expressions chapter 3 key conceptsDocument3 pagesRegular expressions chapter 3 key conceptsNabeel Ahmed0% (1)
- BOYSEN® Marmorino™ Italian Marble Finish: Liters UseDocument1 pageBOYSEN® Marmorino™ Italian Marble Finish: Liters UseJohn Ray Esmama CalasicasNo ratings yet
- G8 - Light& Heat and TemperatureDocument49 pagesG8 - Light& Heat and TemperatureJhen BonNo ratings yet
- Alejandro D. Ramos - Tourism Development Economics, Management - 2008 PDFDocument258 pagesAlejandro D. Ramos - Tourism Development Economics, Management - 2008 PDFSanjiv RudrakarNo ratings yet
- Acdsee Pro 6 End User License AgreementDocument7 pagesAcdsee Pro 6 End User License AgreementJonathon MoranNo ratings yet
- Function Apollo Amadeus: Sign In/OutDocument16 pagesFunction Apollo Amadeus: Sign In/OutMabs GaddNo ratings yet
- P0880 TCM Power Circuit InspectionDocument5 pagesP0880 TCM Power Circuit InspectionLojan Coronel José HumbertoNo ratings yet