You might also like
- Genuine Aircraft Hardware CatalogDocument353 pagesGenuine Aircraft Hardware CatalogAerospace Proyectos100% (4)
- NS-5 DSFP Rig Team Handbook PDFDocument84 pagesNS-5 DSFP Rig Team Handbook PDFkellycookwpNo ratings yet
- ConnectionsDocument82 pagesConnectionsseabrake83% (12)
- Bear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARDocument5 pagesBear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARGabriel Ibarra100% (2)
- LG5003 OpsDocument20 pagesLG5003 Opstamilmalar08No ratings yet
- Atlas Bradford (Ver03-Apr05)Document8 pagesAtlas Bradford (Ver03-Apr05)Gabriel IbarraNo ratings yet
- Put An ACE in The Hole: Vam Top Vam Top HC Vam Top HT Vam Top Fe New VamDocument8 pagesPut An ACE in The Hole: Vam Top Vam Top HC Vam Top HT Vam Top Fe New VamjoseNo ratings yet
- Spindle NoseDocument4 pagesSpindle NoseSharad SharmaNo ratings yet
- MF520 525 1Document328 pagesMF520 525 1p_janko100% (1)
- Cold Rolling Info GuideDocument11 pagesCold Rolling Info Guide72espoNo ratings yet
- Casing and Tubing Crossovers: ScopeDocument4 pagesCasing and Tubing Crossovers: Scopeislam atifNo ratings yet
- Rotary Shouldered Connections BMCPDocument37 pagesRotary Shouldered Connections BMCPOGIS MKNo ratings yet
- GPDS Connections Field InspectionDocument4 pagesGPDS Connections Field InspectiontheinmoeNo ratings yet
- 20-1718 Rig Tongs AOTDocument10 pages20-1718 Rig Tongs AOTRahul M.R100% (1)
- Duraband Information Vs 300XTDocument4 pagesDuraband Information Vs 300XTanhlhNo ratings yet
- Tubing and Casing Thread Inspection 2014Document44 pagesTubing and Casing Thread Inspection 2014xmacaba100% (3)
- TenarisHydril Wedge 563 RunningGuidelinesDocument16 pagesTenarisHydril Wedge 563 RunningGuidelinesDario JaimesNo ratings yet
- RP Insp Rep 01Document8 pagesRP Insp Rep 01advantage025No ratings yet
- Mud Motor Inspection Report: ResultsDocument1 pageMud Motor Inspection Report: ResultsNadir Hallah100% (2)
- Rotary Sub-Thread Checking Procedure-JSSbrochureDocument4 pagesRotary Sub-Thread Checking Procedure-JSSbrochureMinakshi SawantNo ratings yet
- Leopard General and in Stal Tion InformationDocument18 pagesLeopard General and in Stal Tion InformationChandrasekhar SonarNo ratings yet
- NS 2 PDFDocument188 pagesNS 2 PDFPrimelift Safety Resources Limited100% (1)
- Manual: CDQ (S) Sucker Rod ElevatorsDocument5 pagesManual: CDQ (S) Sucker Rod ElevatorsDarshan MakwanaNo ratings yet
- Drill Pipe Performance SheetDocument3 pagesDrill Pipe Performance SheetGarcia C L AlbertoNo ratings yet
- Prem ConnectionDocument2 pagesPrem ConnectionJan Arild SkappelNo ratings yet
- Grant Prideco Rotary Shoulder HandbookDocument112 pagesGrant Prideco Rotary Shoulder Handbookrlk2806No ratings yet
- HT and XT Running and Handling SeminarDocument38 pagesHT and XT Running and Handling SeminarNhoj AicragNo ratings yet
- Rotary Stem Threads GaugesDocument2 pagesRotary Stem Threads GaugesMarutpal MukherjeeNo ratings yet
- TMK Up™: Field ManualDocument84 pagesTMK Up™: Field Manualcorsini999No ratings yet
- Iv-0777-20 Junk Mill 43350KDocument1 pageIv-0777-20 Junk Mill 43350Kivan dario benavides bonillaNo ratings yet
- 2012 Thread Profile Data SheetDocument2 pages2012 Thread Profile Data Sheetflasher_for_nokiaNo ratings yet
- VAM Catalog 2011Document116 pagesVAM Catalog 2011Anoop SVNo ratings yet
- CG - Eng .223 Drill Pipe Care and HandlingDocument12 pagesCG - Eng .223 Drill Pipe Care and Handlingjinyuan74No ratings yet
- Sub-Spec 023 - Tenaris DSTJ, WT™Document4 pagesSub-Spec 023 - Tenaris DSTJ, WT™Josue FishNo ratings yet
- BVM Catelogue New-2016 PDFDocument116 pagesBVM Catelogue New-2016 PDFOperation100% (1)
- NS-1-90. Dimensional InspectionDocument9 pagesNS-1-90. Dimensional InspectionWHWENNo ratings yet
- Visual SL APEXDocument3 pagesVisual SL APEXOscar Gomez Gonzalez100% (1)
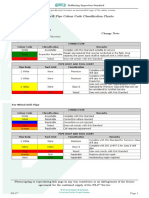
- T4 Drill Pipe Colour Code Classification Chart NS2Document1 pageT4 Drill Pipe Colour Code Classification Chart NS2Josue Fish100% (2)
- LG5002 OpsDocument20 pagesLG5002 OpsRSR_2K5364No ratings yet
- 011 StabilizersDocument2 pages011 StabilizersGonzalo Guzman Jaimes100% (1)
- Running Procedure: Voestalpine Tubulars GMBH & Co KG Voestalpine Tubulars GMBH & Co KGDocument16 pagesRunning Procedure: Voestalpine Tubulars GMBH & Co KG Voestalpine Tubulars GMBH & Co KGSumesh DethanNo ratings yet
- Proceso Cold RollingDocument7 pagesProceso Cold RollingFernando FiallosNo ratings yet
- 4 DP VX-39 Dogis Pipe. Drift ID. With Int. Coated PipeDocument3 pages4 DP VX-39 Dogis Pipe. Drift ID. With Int. Coated Pipeyatinbhat100% (1)
- Schoeller-Bleckmann Darron CatalogueDocument35 pagesSchoeller-Bleckmann Darron CatalogueDon Braithwaite100% (2)
- Field Inspection Procedure For Used GPDS Connections Revision 03 PDFDocument3 pagesField Inspection Procedure For Used GPDS Connections Revision 03 PDFJohn Dolan0% (1)
- Seminar Casing FailureDocument27 pagesSeminar Casing FailurehshobeyriNo ratings yet
- MKT 001 Rev 02 Rotary Shoulder Handbook RS PDFDocument116 pagesMKT 001 Rev 02 Rotary Shoulder Handbook RS PDFKarla Hernandez0% (1)
- NOV - Rotary Slips ManualDocument7 pagesNOV - Rotary Slips ManualbenkaouhaNo ratings yet
- Manual Drill Collar S-R-LDocument6 pagesManual Drill Collar S-R-LJAVIER EDUARDO MANTILLA BUITRAGONo ratings yet
- Gage Maker CatalogDocument156 pagesGage Maker CatalogtiwanNo ratings yet
- Gagemaker Catalog 2020Document156 pagesGagemaker Catalog 2020Ronald RaphelNo ratings yet
- Straight SectionDocument8 pagesStraight Sectiondonhan91No ratings yet
- GAGESDocument156 pagesGAGESUNIISCRIBDNo ratings yet
- Gage Maker CatalogDocument156 pagesGage Maker CatalogRSR_2K5364100% (2)
- Dctech DC Dco TDocument20 pagesDctech DC Dco TSony CNo ratings yet
- ZM Sheet Metal 2010 CatalogDocument20 pagesZM Sheet Metal 2010 CatalogAmrinho 123No ratings yet
- Rack and Tower Sap CertificationsDocument5 pagesRack and Tower Sap Certificationselfin teknikNo ratings yet
- ASME 80-10: SpecificationsDocument1 pageASME 80-10: SpecificationsSuhas Jadhav100% (1)
- MDX 40A Price ListDocument6 pagesMDX 40A Price ListcesarNo ratings yet
- Outokumpu Stainless Steel Bar Sizes and SpecificationsDocument2 pagesOutokumpu Stainless Steel Bar Sizes and SpecificationsAnasNo ratings yet
- GUT-6000B Digital IC TesterDocument29 pagesGUT-6000B Digital IC Testeromnia MohammedNo ratings yet
- GantryToolSpecSheet B AUG2022Document4 pagesGantryToolSpecSheet B AUG2022Silvia LugoNo ratings yet
- DiuulaDocument14 pagesDiuulaLewis Tan LimNo ratings yet
- How To Make A DildoDocument28 pagesHow To Make A DildoLewis Tan LimNo ratings yet
- Best Fit Practice Manual For Potato Production and UtilizationDocument41 pagesBest Fit Practice Manual For Potato Production and UtilizationLewis Tan LimNo ratings yet
- Koomey Closing Unit Pump Capacity and Acc Bottle Vol Test FormDocument2 pagesKoomey Closing Unit Pump Capacity and Acc Bottle Vol Test FormLewis Tan LimNo ratings yet
- Company ContactsDocument1 pageCompany ContactsLewis Tan LimNo ratings yet
- RCH-Series, Hollow Plunger Cylinders: Shown From Left To Right: RCH-306, RCH-120, RCH-1003Document2 pagesRCH-Series, Hollow Plunger Cylinders: Shown From Left To Right: RCH-306, RCH-120, RCH-1003AwanNo ratings yet
- W01 358 7091Document29 pagesW01 358 7091MROstop.comNo ratings yet
- Aircraft HardwareDocument52 pagesAircraft HardwareMatthew Silab100% (1)
- Ротациона глава - Обновен каталогDocument3 pagesРотациона глава - Обновен каталогGoran BogdanoskiNo ratings yet
- Thread Size Comparison ChartDocument1 pageThread Size Comparison ChartMuharrem BeyogluNo ratings yet
- Fastener Size Tables - MechaniCalcDocument14 pagesFastener Size Tables - MechaniCalcperdhana2000No ratings yet
- Surface Vehicle Recommended PracticeDocument8 pagesSurface Vehicle Recommended PracticeanupthattaNo ratings yet
- E Mopi TS002 eDocument32 pagesE Mopi TS002 ememelo3No ratings yet
- 538 312 Thomas Series CMR, AMR, Sizes 225 750 Disc Couplings Installation ManualDocument11 pages538 312 Thomas Series CMR, AMR, Sizes 225 750 Disc Couplings Installation ManualYutt WattNo ratings yet
- Fastener Design Manual, Part OneDocument30 pagesFastener Design Manual, Part OnesmithworkNo ratings yet
- Festo Basic Catalog WebDocument274 pagesFesto Basic Catalog WebIlham Nugeraha SNo ratings yet
- W01 358 2132Document29 pagesW01 358 2132MROstop.comNo ratings yet
- 3300 Ceramic Capped Probe Datasheet - 172932Document11 pages3300 Ceramic Capped Probe Datasheet - 172932SPIC UreaNo ratings yet
- Conversion Tables, Inches - MM - Nordic Fastening Group ABDocument1 pageConversion Tables, Inches - MM - Nordic Fastening Group ABSudhakar KrishnamurthyNo ratings yet
- SRG LPG Float Gauge Type 487: Container Connection Mounting Head MaterialsDocument1 pageSRG LPG Float Gauge Type 487: Container Connection Mounting Head Materialsalvaro_arcvNo ratings yet
- Thread Data Charts-UNC Screw Thread Per ANSI B1.1Document2 pagesThread Data Charts-UNC Screw Thread Per ANSI B1.1MMFAWZYNo ratings yet
- SERVICEDocument302 pagesSERVICEJUAN MOTABANNo ratings yet
- Simple TensionDocument40 pagesSimple Tensionponcatoera83% (6)
- ASME B16.44 2012-Manually Operated Metallic Gas Valves For Use in Aboveground Piping Systems Up To 5 Psi PDFDocument24 pagesASME B16.44 2012-Manually Operated Metallic Gas Valves For Use in Aboveground Piping Systems Up To 5 Psi PDFалексейNo ratings yet
- HardwreDocument66 pagesHardwrecaldaseletronica280No ratings yet
- Mack E7 PLN Service Manual 5 101Document20 pagesMack E7 PLN Service Manual 5 101LAZARO GARCIANo ratings yet
- BS 919-1-2007Document52 pagesBS 919-1-2007Paul HsuNo ratings yet
- Staff AcDocument68 pagesStaff Acwag008100% (1)
- CH - 8 Screws and FastenersDocument85 pagesCH - 8 Screws and FastenersJuanNo ratings yet
- AA - IPB - Spare PartsDocument28 pagesAA - IPB - Spare PartsKaha ChogovadzeNo ratings yet
- Pages From Asme Sec Ix 2017Document1 pagePages From Asme Sec Ix 2017Akhtar Ansari0% (1)
- Velomitor Piezo-Velocity Sensor Datasheet - 141632Document11 pagesVelomitor Piezo-Velocity Sensor Datasheet - 141632Trong Hung NguyenNo ratings yet