You might also like
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Sow Road Construction 022610Document25 pagesSow Road Construction 022610Nercio BulaundeNo ratings yet
- SSH TBL FAD SPE - 03specsDocument135 pagesSSH TBL FAD SPE - 03specsAnonymous Wj1DqbENo ratings yet
- Permanent Pavement Striping Tape - On: DesignDocument10 pagesPermanent Pavement Striping Tape - On: DesignAymen MakkiNo ratings yet
- 330 2013Document11 pages330 2013Hewa Wedage Niroshan AnuruddhaNo ratings yet
- INTERVIEWDocument5 pagesINTERVIEWMRITYUNJAY PANDEYNo ratings yet
- Design of Flexible Pavements According to IRC 37-2012Document86 pagesDesign of Flexible Pavements According to IRC 37-2012Rahul John Roy100% (5)
- Cold Milling SpecificationDocument3 pagesCold Milling SpecificationSunil BoseNo ratings yet
- Overlay DesignDocument25 pagesOverlay DesignIshan Sharma100% (3)
- S&F EvaluationDocument27 pagesS&F EvaluationNicolas SparksNo ratings yet
- Road Construction Method StatementDocument7 pagesRoad Construction Method StatementJaljala NirmanNo ratings yet
- 网上下载 - General Construction Requirements for Road PavementsDocument12 pages网上下载 - General Construction Requirements for Road PavementsSimon liNo ratings yet
- MOS For Road ConstructionDocument7 pagesMOS For Road ConstructionHussam WaleedNo ratings yet
- Asphalt RestorationDocument24 pagesAsphalt Restorationshoaib akhtar100% (1)
- Method Statement Asphalt PavingDocument3 pagesMethod Statement Asphalt PavingHussam WaleedNo ratings yet
- Rigid Pavement Construction MethodsDocument6 pagesRigid Pavement Construction MethodsCharan ReddyNo ratings yet
- PP1-Design of Flexible PavementDocument37 pagesPP1-Design of Flexible PavementSrinivas PNo ratings yet
- Overview of Standards and SpecificationsDocument28 pagesOverview of Standards and Specificationsspjain aspirant100% (2)
- Cross SectionDocument47 pagesCross SectionDevi PrasadNo ratings yet
- DPWH Rock Asphalt SpecificationsDocument6 pagesDPWH Rock Asphalt SpecificationsBenjo FaustoNo ratings yet
- Essential guidelines for polished concrete floorsDocument5 pagesEssential guidelines for polished concrete floorsvasantsunerkarNo ratings yet
- 2.track Design: 2.1. Circuit LayoutDocument8 pages2.track Design: 2.1. Circuit Layoutyogesh kumarNo ratings yet
- Asphalt Emulsion Surface Treatment Test SectionsDocument5 pagesAsphalt Emulsion Surface Treatment Test SectionsMochamad BhadawiNo ratings yet
- 1600 - Quality Contorl of WorkDocument10 pages1600 - Quality Contorl of Workruwan.smb1No ratings yet
- Guniting Slope, Ed.1, Rev.0Document8 pagesGuniting Slope, Ed.1, Rev.0Andrei Radu100% (2)
- Module 2 1Document142 pagesModule 2 1Pankaj N ReddyNo ratings yet
- SP.70 QUALITY CONTROL TOLERANCESDocument51 pagesSP.70 QUALITY CONTROL TOLERANCESRon HemNo ratings yet
- Grader Operation TipsDocument47 pagesGrader Operation TipsCrispin Cris Nspm100% (6)
- Highway Geometric DesignDocument89 pagesHighway Geometric Designphani sankarNo ratings yet
- Section 16 Road Pavements and SurfacingsDocument98 pagesSection 16 Road Pavements and SurfacingsAdjei BaldanNo ratings yet
- Methodolgy of Rigid Pavement: Friday, 13 July 2012Document19 pagesMethodolgy of Rigid Pavement: Friday, 13 July 2012Mac Lester MartinNo ratings yet
- Part R35 Surface Characteristics - Roughness - Mar 2013Document8 pagesPart R35 Surface Characteristics - Roughness - Mar 2013Engr Amir Jamal QureshiNo ratings yet
- Survey Presentation Geometric DesignDocument70 pagesSurvey Presentation Geometric DesignRomeo Beding Densen Jr.100% (1)
- Client Details: Work Method StatementDocument13 pagesClient Details: Work Method StatementSäbrinä ShukrìNo ratings yet
- Construction and Materials Manual: 4.16.1 Slip-Form MethodDocument2 pagesConstruction and Materials Manual: 4.16.1 Slip-Form MethodSherif M. GebNo ratings yet
- Unit 4Document9 pagesUnit 4manoj mlpNo ratings yet
- Pavement EvaluationDocument41 pagesPavement EvaluationAfifa yasinNo ratings yet
- Disc Plow BalidDocument37 pagesDisc Plow BalidRod Jhon EboNo ratings yet
- Piling ProcedureDocument20 pagesPiling ProcedurePaulusjonfreser80% (10)
- Vacuum Dewatered FlooringDocument2 pagesVacuum Dewatered FlooringSwitech india80% (5)
- Upgrading of Approximately 104Km of Road D104/D791 Chipata To Mfuwe in Eastern Province Surfacing PlanDocument8 pagesUpgrading of Approximately 104Km of Road D104/D791 Chipata To Mfuwe in Eastern Province Surfacing PlanSidney MusondaNo ratings yet
- Key recommendations of API RP 686 for Centrifugal pumpsDocument1 pageKey recommendations of API RP 686 for Centrifugal pumpsAniekanNo ratings yet
- Name of Work: Construction of 300 Gallon Vertical Mixer Building No.4 at SprobDocument53 pagesName of Work: Construction of 300 Gallon Vertical Mixer Building No.4 at SprobRavi Sobhan100% (1)
- 3.1 - Cross Section Elements FDocument66 pages3.1 - Cross Section Elements FKirtiyadavNo ratings yet
- Test Method OthersDocument15 pagesTest Method OthersEnd End100% (1)
- Sub Section 7.1 Bill of Quantities (Road Works) : 00-034sabarmati River Front Development Corporation Ltd. 00-034page:7Document6 pagesSub Section 7.1 Bill of Quantities (Road Works) : 00-034sabarmati River Front Development Corporation Ltd. 00-034page:7alfaza3No ratings yet
- Laying of Link Road Jhandoori ParathaDocument34 pagesLaying of Link Road Jhandoori ParathatannuNo ratings yet
- Method of StatementDocument8 pagesMethod of StatementHisham BerrasaliNo ratings yet
- Construction of National Highway 58 Project ReportDocument11 pagesConstruction of National Highway 58 Project ReportGuman SinghNo ratings yet
- HIGHWAY ENGINEERING DESIGNDocument17 pagesHIGHWAY ENGINEERING DESIGNGuile LizNo ratings yet
- Continental Engineering Corporation: Project Quality PlanDocument38 pagesContinental Engineering Corporation: Project Quality PlannaseebNo ratings yet
- SC Deck Chapter6 A11yDocument10 pagesSC Deck Chapter6 A11yFares abedNo ratings yet
- Methodology For Installation of Paver Block WorkDocument3 pagesMethodology For Installation of Paver Block Workkunalji_jain50% (6)
- MS For Sewer Line Road CrossingDocument10 pagesMS For Sewer Line Road CrossingSarfraz RandhawaNo ratings yet
- BD Analysis and Characteristic Deflection CalculationDocument2 pagesBD Analysis and Characteristic Deflection CalculationLeena HazarikaNo ratings yet
- Highway Geometric Alignment and Design LectureDocument98 pagesHighway Geometric Alignment and Design LectureMatthew MazivanhangaNo ratings yet
- 02 Spec Guniting Works Rev20200610Document8 pages02 Spec Guniting Works Rev20200610Tony JamesNo ratings yet
- CP Engineering Guidelines For Private Siding ConstructionDocument17 pagesCP Engineering Guidelines For Private Siding ConstructionOm SinghNo ratings yet
- Field Book for Quality Control in Earthwork Operations: Project Construction Management BookFrom EverandField Book for Quality Control in Earthwork Operations: Project Construction Management BookNo ratings yet
- Cse Reviewer - MathDocument58 pagesCse Reviewer - MathLyne LerinNo ratings yet
- AbstractDocument2 pagesAbstractramyaNo ratings yet
- Understanding The Nature of ReligionDocument41 pagesUnderstanding The Nature of Religioneden l. abadNo ratings yet
- Circuit Diagram:: Experiment No: 3 Title: Characteristics of Filament Lamp ObjectivesDocument2 pagesCircuit Diagram:: Experiment No: 3 Title: Characteristics of Filament Lamp ObjectivesAsrar Hussain BhatNo ratings yet
- Top 21 Largest EMS Companies in WorldDocument22 pagesTop 21 Largest EMS Companies in WorldjackNo ratings yet
- PMR205 DR Shawn BakerDocument31 pagesPMR205 DR Shawn Bakerspiridon_andrei2011No ratings yet
- Mathematics 6 LAS Q4Document127 pagesMathematics 6 LAS Q4Jake Padua100% (1)
- Life Time Prediction of GRP Piping SystemsDocument15 pagesLife Time Prediction of GRP Piping SystemsRamon FrenchNo ratings yet
- Script For TSB GRDDocument9 pagesScript For TSB GRDJuvel OrquinazaNo ratings yet
- FLIR Blackfly Users ManualDocument53 pagesFLIR Blackfly Users ManualPavan Kumar BittuNo ratings yet
- Barney's Great Adventure - Barney Wiki - WikiaDocument2 pagesBarney's Great Adventure - Barney Wiki - WikiachefchadsmithNo ratings yet
- Differential Equations CookbookDocument2 pagesDifferential Equations CookbookAugustinZNo ratings yet
- 4 Floral ClockDocument4 pages4 Floral ClockmiguelibasterNo ratings yet
- Unit 4 Early HumansDocument8 pagesUnit 4 Early HumansSepfira ReztikaNo ratings yet
- Detailed Lesson Plan in General MathematicsDocument6 pagesDetailed Lesson Plan in General MathematicsAira Jane Irarum78% (18)
- IGCSE Biology 4325 2H Mark SchemeDocument14 pagesIGCSE Biology 4325 2H Mark SchememuhajireenNo ratings yet
- Recycle ProgramDocument2 pagesRecycle ProgramKaps BlazeNo ratings yet
- Eutelsat 12 West A Satellite FootprintDocument2 pagesEutelsat 12 West A Satellite FootprintSkybrokersNo ratings yet
- yudaturana,+Manajer+Jurnal,+dr +nelson+rev+2+ (162-172)Document12 pagesyudaturana,+Manajer+Jurnal,+dr +nelson+rev+2+ (162-172)Fath TiaraNo ratings yet
- 3M CatalogueDocument32 pages3M Cataloguefandi.azs37No ratings yet
- Acknowledgement For Project Report SampleDocument23 pagesAcknowledgement For Project Report SampleSiddhesh BhavsarNo ratings yet
- Queer Ecology Critique - Georgetown 2014Document104 pagesQueer Ecology Critique - Georgetown 2014Evan JackNo ratings yet
- Astm A 182-2021Document17 pagesAstm A 182-2021Mohammed AliNo ratings yet
- IRRIGATION ENGINEERING MCQDocument40 pagesIRRIGATION ENGINEERING MCQpriya dharshini100% (1)
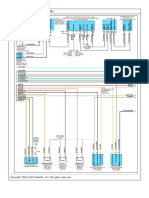
- Diagrama 4 AMBIENT AIR TEMPER..Document1 pageDiagrama 4 AMBIENT AIR TEMPER..Gustavo PérezNo ratings yet
- Mobile Network Optimization MapDocument1 pageMobile Network Optimization MapShahzad Farooq100% (1)
- Karl Marx'S Philosophy and Its Relevance Today: Haroon RashidDocument14 pagesKarl Marx'S Philosophy and Its Relevance Today: Haroon RashidJuan Carlos LinaresNo ratings yet
- Chapter 14 Chemical EquilibriumDocument29 pagesChapter 14 Chemical EquilibriumlynloeNo ratings yet
- BrosurDocument68 pagesBrosurKiki Xhui7No ratings yet
- Hook and Eye-Stories Form The MarginsDocument220 pagesHook and Eye-Stories Form The MarginsJefferson LiinNo ratings yet