You might also like
- Torque ReportDocument1 pageTorque Reportjarofidz100% (1)
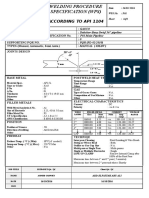
- Welding Procedure Specification (WPS) : According To Api 1104Document1 pageWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- 652-100-FINAL (ITP) Rev1Document4 pages652-100-FINAL (ITP) Rev1Anonymous AdofXEYAgENo ratings yet
- Appendix 1 - Visual Inspection PlateDocument4 pagesAppendix 1 - Visual Inspection PlateLaith Salman100% (1)
- Release For GroutingDocument1 pageRelease For GroutingUmair AwanNo ratings yet
- PP WP28Document15 pagesPP WP28mohd as shahiddin jafriNo ratings yet
- Welding Procedure Specification - Tie - inDocument3 pagesWelding Procedure Specification - Tie - indndudcNo ratings yet
- QCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.Document6 pagesQCP-0714-11, Rev. A, Field Welded API Std. 650 Tanks' Shop Pre-Fabrication QC Procedure.abdul aziz100% (1)
- Site Inspection and Test Plan For Tie-In Works: Subcontrac TorDocument24 pagesSite Inspection and Test Plan For Tie-In Works: Subcontrac Torprabu palaniswamyNo ratings yet
- Hydrotest Check List PDFDocument1 pageHydrotest Check List PDFSaut Maruli Tua Samosir100% (1)
- Anchor Bolt ProcedureDocument7 pagesAnchor Bolt ProcedureAthanasius Kurniawan Prasetyo Adi100% (1)
- Job Specification Shop & Field PaintingDocument47 pagesJob Specification Shop & Field PaintingVikash TiwariNo ratings yet
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 pagesB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNo ratings yet
- Thickness Qualification Range For PQR and WPQDocument5 pagesThickness Qualification Range For PQR and WPQOuled BladiNo ratings yet
- WPS Steps of MakingDocument51 pagesWPS Steps of MakingSaut Maruli Tua Samosir100% (1)
- Inspection Test Plan For FabricationDocument4 pagesInspection Test Plan For FabricationAshwani Dogra100% (10)
- Visual Inspection of Weld Api 650Document2 pagesVisual Inspection of Weld Api 650amshivNo ratings yet
- WPS, PQR, WQT, WPQ: BBW30103 Teknologi Kimpalan BerautomasiDocument12 pagesWPS, PQR, WQT, WPQ: BBW30103 Teknologi Kimpalan BerautomasiNazrin GLNo ratings yet
- Welding DocumentDocument128 pagesWelding DocumentVishal SharmaNo ratings yet
- Method Statement For Welding Control System: Sohar Refinery Improvement ProjectDocument14 pagesMethod Statement For Welding Control System: Sohar Refinery Improvement Projectmansih457100% (1)
- Inspection & Test Plan: Sub-Contractor Con - Tractor Saudi AramcoDocument1 pageInspection & Test Plan: Sub-Contractor Con - Tractor Saudi AramcoDelta akathehusky100% (1)
- WPS & PQRDocument13 pagesWPS & PQRValentin RadulescuNo ratings yet
- Tank-API-650-docx V-V-I-P PDFDocument20 pagesTank-API-650-docx V-V-I-P PDFtomj9104100% (1)
- WPS-021, 09.07.07, Page-1Document2 pagesWPS-021, 09.07.07, Page-1nidhinchandranvsNo ratings yet
- Note-8 WQT-Material, Position and Acceptance CriteriaDocument19 pagesNote-8 WQT-Material, Position and Acceptance Criteriamrbart_88No ratings yet
- 038-Pro Welding Consumable Control Procedure PDFDocument20 pages038-Pro Welding Consumable Control Procedure PDFKöksal Patan100% (7)
- ASME 9 - CalculatorDocument2 pagesASME 9 - CalculatorEmel Besir100% (1)
- Spec - WeldingDocument6 pagesSpec - Weldingprasad_kcpNo ratings yet
- Duties Before WeldingDocument1 pageDuties Before WeldingMuhammed ThanzeelNo ratings yet
- Qualification of Procedure and Welder (19 February 2014)Document20 pagesQualification of Procedure and Welder (19 February 2014)Zanuardi YahyaNo ratings yet
- Pressure Vessel Dimension Inspection PDFDocument17 pagesPressure Vessel Dimension Inspection PDFEqubal KhanNo ratings yet
- Weld Repair Rate - MFJO542Document2 pagesWeld Repair Rate - MFJO542Salahuddin Farooqui100% (1)
- Api 650 RTDocument3 pagesApi 650 RTAdi QCNo ratings yet
- Fabrication ProcedurDocument7 pagesFabrication ProcedurHarry PangestuNo ratings yet
- Weld Log PDFDocument1 pageWeld Log PDFDeniz Aydin100% (1)
- Standard Specification For Fabrication & Erection of PipeDocument22 pagesStandard Specification For Fabrication & Erection of Pipet_solanki2001100% (1)
- CV - Mohammadan Adilla AdzanysDocument8 pagesCV - Mohammadan Adilla Adzanystonyoibenuaq100% (1)
- Lesson 14 WelderQuals - New2Document80 pagesLesson 14 WelderQuals - New2Mohd Syafiq100% (1)
- How To Calculate Filler Metal ConsumptionDocument3 pagesHow To Calculate Filler Metal ConsumptionASHIL PRABHAKAR100% (2)
- ASME Section IX Welding Procedure Qualification: Antonius P. BramonoDocument50 pagesASME Section IX Welding Procedure Qualification: Antonius P. BramonoHAKANNo ratings yet
- Welding Prcesses Estimation RecordDocument5 pagesWelding Prcesses Estimation RecorddineshshankarNo ratings yet
- Fabrication Division QMDDocument11 pagesFabrication Division QMDRakesh RanjanNo ratings yet
- Visual and Dimension Inspection Tolerance RevDocument8 pagesVisual and Dimension Inspection Tolerance RevJorgeNo ratings yet
- Asme Ix Welder Qualification InterpretationDocument95 pagesAsme Ix Welder Qualification Interpretationvangie3339515100% (3)
- SOP - 06 - Visual and Dimensional ProcedureDocument22 pagesSOP - 06 - Visual and Dimensional ProcedureSuci YatiningtiyasNo ratings yet
- Shell Plate Dimension CheckDocument7 pagesShell Plate Dimension Checksetak0% (1)
- Pressure Vessel Dimension InspectionDocument3 pagesPressure Vessel Dimension InspectionAnas Sarkiah0% (1)
- DPT ProcedureDocument4 pagesDPT ProcedureRohit Attri100% (1)
- Weld Map Coversheet30rr931Document2 pagesWeld Map Coversheet30rr931SANKET SINGHNo ratings yet
- 03-Procedure For WeldingDocument8 pages03-Procedure For WeldingAyush AgarwalNo ratings yet
- Procedure Fabrikasi TankiDocument10 pagesProcedure Fabrikasi TankiMuhammad Yunus NurdinNo ratings yet
- Job Description NDTDocument4 pagesJob Description NDTNDTInstructorNo ratings yet
- 10) Itp - Tank Fabrication PDFDocument6 pages10) Itp - Tank Fabrication PDFAndy Chong100% (5)
- Field Itp For Piping Work Samur Project Rev-5 (23 April 2013)Document28 pagesField Itp For Piping Work Samur Project Rev-5 (23 April 2013)Echik KiciNo ratings yet
- Welder Qualification Procedure PDFDocument13 pagesWelder Qualification Procedure PDFEngineersEDGE Coimbatore0% (1)
- 1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionDocument27 pages1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionAMALENDU PAULNo ratings yet
- HFY-3800-0000-GEN-PD-0013 - 0 Welding and Welding Consumable Control Procedure-Code ADocument14 pagesHFY-3800-0000-GEN-PD-0013 - 0 Welding and Welding Consumable Control Procedure-Code ANashaat DhyaaNo ratings yet
- Vasanth W 012Document12 pagesVasanth W 012mohamedqcNo ratings yet
- Good BeadDocument21 pagesGood BeadFasil ParuvanathNo ratings yet
- Procedure For Welder QualificationDocument28 pagesProcedure For Welder Qualificationjagannath100% (1)