You might also like
- Basic Structured Grid Generation: With an introduction to unstructured grid generationFrom EverandBasic Structured Grid Generation: With an introduction to unstructured grid generationNo ratings yet
- Nesting Algorithmsfor Placementof Regular Irregular Shaped Parts AReviewDocument7 pagesNesting Algorithmsfor Placementof Regular Irregular Shaped Parts AReviewJohnny VillarroelNo ratings yet
- A Genetic Algorithm With 3-Dimensional Chromosome For Packing Non-Convex Parts For Selective Laser SinteringDocument12 pagesA Genetic Algorithm With 3-Dimensional Chromosome For Packing Non-Convex Parts For Selective Laser SinteringDipankar BezborooaNo ratings yet
- Indjcse12 03 02 082Document16 pagesIndjcse12 03 02 082Aung Zaw MoeNo ratings yet
- 10 - Chepter 2gpDocument41 pages10 - Chepter 2gpMari SuganthiNo ratings yet
- A Bottom Up Packing Approach For Modeling The Constrai - 2020 - Computers - OperDocument19 pagesA Bottom Up Packing Approach For Modeling The Constrai - 2020 - Computers - OperCamara OumarNo ratings yet
- TMCE08 Ind Env Rev EngDocument14 pagesTMCE08 Ind Env Rev EngAnonymous zwSP5gvNo ratings yet
- A Genetic Algorithm Approach For Multiple Criteria Facility Layout DesignDocument21 pagesA Genetic Algorithm Approach For Multiple Criteria Facility Layout DesignMelissa RuedaNo ratings yet
- BCP EjorDocument25 pagesBCP EjorSitraka Fitia Rosanna RaharizoNo ratings yet
- A Hybrid 3D Thermo-Elastic in Nite Element Modeling For Area-Array Package Solder JointsDocument25 pagesA Hybrid 3D Thermo-Elastic in Nite Element Modeling For Area-Array Package Solder JointsJohn RongNo ratings yet
- A Broad Review On Various Vlsi Cad Algorithms For Circuit Partitioning ProblemsDocument12 pagesA Broad Review On Various Vlsi Cad Algorithms For Circuit Partitioning ProblemsTJPRC PublicationsNo ratings yet
- Optimizing An Aluminum Extrusion Process: Mohammed Ali HajeehDocument7 pagesOptimizing An Aluminum Extrusion Process: Mohammed Ali HajeehsaraNo ratings yet
- 1994 - Implicit and Dynamic Explicit Solutions of Blade Forging Using The Finite Element MethodDocument6 pages1994 - Implicit and Dynamic Explicit Solutions of Blade Forging Using The Finite Element MethodNguyen Hoang DungNo ratings yet
- Automatic Strip Layout Design in Progressive Dies: Behrooz ArezooDocument17 pagesAutomatic Strip Layout Design in Progressive Dies: Behrooz Arezoomazen banatNo ratings yet
- Implementation of The Sine - Cosine Algorithm To The Pressure Vessel Design ProblemDocument6 pagesImplementation of The Sine - Cosine Algorithm To The Pressure Vessel Design ProblemInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- K3M: A Universal Algorithm For Image Skeletonization and A Review of Thinning TechniquesDocument19 pagesK3M: A Universal Algorithm For Image Skeletonization and A Review of Thinning TechniquesDimas HenryNo ratings yet
- Composite v17Document33 pagesComposite v17slamoriniereNo ratings yet
- Engineering Origami - A Comprehensive Review of Recent Applications in Mechanical EngineeringDocument5 pagesEngineering Origami - A Comprehensive Review of Recent Applications in Mechanical EngineeringALAHAKOON T.No ratings yet
- Computer-Aided Nesting of Two Dimensional Shaped For Press Tool DesignDocument5 pagesComputer-Aided Nesting of Two Dimensional Shaped For Press Tool DesignInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- A Nurbs Enhanced Extended Finite Element Approach For Unfitted Cad AnalysisDocument40 pagesA Nurbs Enhanced Extended Finite Element Approach For Unfitted Cad AnalysisBlanca Trujillo HiguerasNo ratings yet
- One-dimensional cutting stock problem solutionDocument6 pagesOne-dimensional cutting stock problem solutionPrathap Sankar100% (1)
- A Generic Approach For Nesting 2d Parts in 2d SheetsDocument13 pagesA Generic Approach For Nesting 2d Parts in 2d SheetsRohit KoreNo ratings yet
- Constraint satisfaction algorithms surveyDocument37 pagesConstraint satisfaction algorithms surveyPedro ChagasNo ratings yet
- Literature Review On Inventory Lot SizingProblemsDocument16 pagesLiterature Review On Inventory Lot SizingProblemsElvira TollaNo ratings yet
- Jiang 2017Document4 pagesJiang 2017brianlNo ratings yet
- Pisinger, D., & Sigurd, M. (2007) - Using Decomposition Techniques and Constraint Programming For Solving The Two-Dimensional Bin-Packing ProblemDocument16 pagesPisinger, D., & Sigurd, M. (2007) - Using Decomposition Techniques and Constraint Programming For Solving The Two-Dimensional Bin-Packing Problemomega uniqueNo ratings yet
- Some Nonoverlapping Domain Decomposition Methods PDFDocument58 pagesSome Nonoverlapping Domain Decomposition Methods PDFChandra ClarkNo ratings yet
- Dr. Nicolas Kemper 4Document11 pagesDr. Nicolas Kemper 4César Arturo Niño CarmonaNo ratings yet
- Genetic Algorithms, Function Optimization, and Facility Layout DesignDocument25 pagesGenetic Algorithms, Function Optimization, and Facility Layout DesignAlptekin TorunNo ratings yet
- Taking Apart Autoencoders: How Do They Encode Geometric Shapes ?Document19 pagesTaking Apart Autoencoders: How Do They Encode Geometric Shapes ?shubhamNo ratings yet
- Guo Et Al. - 2000 - Recent Developments On The Analysis and Optimum deDocument16 pagesGuo Et Al. - 2000 - Recent Developments On The Analysis and Optimum detjuliuyjNo ratings yet
- TemplatesDocument117 pagesTemplatesInderpreet SinghNo ratings yet
- 1 s2.0 S095741742201363X MainDocument11 pages1 s2.0 S095741742201363X MainMurilo ToledoNo ratings yet
- Optimization of Laminated Composites Using Genetic AlgorithmDocument3 pagesOptimization of Laminated Composites Using Genetic Algorithmsel2183vamNo ratings yet
- Comput. Methods Appl. Mech. Engrg.: F. Auricchio, L. Beirão Da Veiga, T.J.R. Hughes, A. Reali, G. SangalliDocument13 pagesComput. Methods Appl. Mech. Engrg.: F. Auricchio, L. Beirão Da Veiga, T.J.R. Hughes, A. Reali, G. SangalliJorge Luis Garcia ZuñigaNo ratings yet
- Ferrreira - A New C1 4-Node Flat Laminated Shell Element Based On A Generalized Plateformulation - 2021Document18 pagesFerrreira - A New C1 4-Node Flat Laminated Shell Element Based On A Generalized Plateformulation - 2021add200588No ratings yet
- Introduction To The Special Issue On Computer ArithmeticDocument3 pagesIntroduction To The Special Issue On Computer ArithmeticChuck NandyNo ratings yet
- Programmable Matter by Folding: A B B A C B B A, 1Document5 pagesProgrammable Matter by Folding: A B B A C B B A, 1Aloisio NunesNo ratings yet
- Review Pde RBFDocument15 pagesReview Pde RBFCristhian Paúl Neyra SalvadorNo ratings yet
- Steepest Descent Algorithms For Optimization Under Unitary Matrix Constraint PDFDocument14 pagesSteepest Descent Algorithms For Optimization Under Unitary Matrix Constraint PDFAMISHI VIJAY VIJAYNo ratings yet
- Improved Genetic Algorithm For The Design of Stiffened Composite PanelsDocument13 pagesImproved Genetic Algorithm For The Design of Stiffened Composite PanelsAbdelillah feghoulNo ratings yet
- 3D7Slids1 PDFDocument279 pages3D7Slids1 PDFChandraSekhar100% (1)
- A Practical Algorithm For Decomposing Polygonal Domains Into Convex Polygons by DiagonalsDocument21 pagesA Practical Algorithm For Decomposing Polygonal Domains Into Convex Polygons by Diagonalstable999No ratings yet
- Optimum Design of Plate Structures With Multiple Frequency ConstraintsDocument8 pagesOptimum Design of Plate Structures With Multiple Frequency ConstraintsAshish DikeNo ratings yet
- Icndme 14224Document7 pagesIcndme 14224Abdelillah feghoulNo ratings yet
- Fbuil 06 616455Document13 pagesFbuil 06 616455kgapuNo ratings yet
- Cutting Stock Waste Reduction Using Genetic Algorithms: January 2006Document7 pagesCutting Stock Waste Reduction Using Genetic Algorithms: January 2006Mohamed Ismail ShehabNo ratings yet
- Informs: INFORMS Is Collaborating With JSTOR To Digitize, Preserve and Extend Access To Operations ResearchDocument19 pagesInforms: INFORMS Is Collaborating With JSTOR To Digitize, Preserve and Extend Access To Operations Researchadissa2103No ratings yet
- Stamping Strip Layout For Optimal Raw Material UtilizationDocument10 pagesStamping Strip Layout For Optimal Raw Material UtilizationIgnatiusAbbyNo ratings yet
- Delaunay Refinement Algorithms For Triangular Mesh GenerationDocument54 pagesDelaunay Refinement Algorithms For Triangular Mesh Generationclone_zeroNo ratings yet
- Computer-Aided Design: Sergei Khakalo, Jarkko NiiranenDocument16 pagesComputer-Aided Design: Sergei Khakalo, Jarkko NiiranenJorge Luis Garcia ZuñigaNo ratings yet
- 10 1016@j Compstruc 2020 106211Document28 pages10 1016@j Compstruc 2020 106211inakollumaneeshvardhanreddyNo ratings yet
- Review of Literature: 2.1 Conventional MethodsDocument17 pagesReview of Literature: 2.1 Conventional Methodssimranarora2007No ratings yet
- Wang Et Al. - 2022 - Initial Solution Estimation of One-Step Inverse IsDocument22 pagesWang Et Al. - 2022 - Initial Solution Estimation of One-Step Inverse IstjuliuyjNo ratings yet
- Advances in Shell Finite ElementsDocument34 pagesAdvances in Shell Finite ElementsgrygoriiNo ratings yet
- Enhanced Finite Element Models of Metal SpinningDocument7 pagesEnhanced Finite Element Models of Metal SpinningAliQADNo ratings yet
- A Review of Origami Applications in Mechanical Engineering: Nicholas Turner, Bill Goodwine and Mihir SenDocument18 pagesA Review of Origami Applications in Mechanical Engineering: Nicholas Turner, Bill Goodwine and Mihir SenAna Sofia MirandaNo ratings yet
- Robust Hex-Dominant Mesh Generation Using Field-Guided Polyhedral AgglomerationDocument13 pagesRobust Hex-Dominant Mesh Generation Using Field-Guided Polyhedral AgglomerationUtkun Erinc MalkocogluNo ratings yet
- Berger Oliger 1984Document29 pagesBerger Oliger 1984Danilo AlexandreNo ratings yet
- Topology Optimization of Sheet Metal Brackets Using ANSYSDocument7 pagesTopology Optimization of Sheet Metal Brackets Using ANSYSMarcoNo ratings yet
- Engineering Structures 101 (2015) 621–630: Comparison of the shell design methods for cylindrical liquid storage tanksDocument10 pagesEngineering Structures 101 (2015) 621–630: Comparison of the shell design methods for cylindrical liquid storage tanksadnNo ratings yet
- Sexton JeffreyBDocument93 pagesSexton JeffreyBJohnny VillarroelNo ratings yet
- Seismic Storage TanksDocument7 pagesSeismic Storage TanksZainNo ratings yet
- Sloshing Effects in Tanks Containing LiquidDocument8 pagesSloshing Effects in Tanks Containing LiquidJohnny VillarroelNo ratings yet
- 1 s2.0 030801619400074S MainDocument9 pages1 s2.0 030801619400074S MainJohnny VillarroelNo ratings yet
- 1 s2.0 S0263823112003035 Main PDFDocument10 pages1 s2.0 S0263823112003035 Main PDFJohnny VillarroelNo ratings yet
- 1 s2.0 S0950423021002266 MainDocument12 pages1 s2.0 S0950423021002266 MainJohnny VillarroelNo ratings yet
- Stress Evaluation of A Typical Vessel Nozzle UsingDocument6 pagesStress Evaluation of A Typical Vessel Nozzle UsingJohnny VillarroelNo ratings yet
- Sustainable Hydrogen Production Processes Energy, Economic and Ecological Issues by José Luz SilveiraDocument194 pagesSustainable Hydrogen Production Processes Energy, Economic and Ecological Issues by José Luz SilveiraJohnny VillarroelNo ratings yet
- Sciencedirect: Mrs Singapore - Icmat Symposia ProceedingsDocument5 pagesSciencedirect: Mrs Singapore - Icmat Symposia ProceedingsbhushanNo ratings yet
- 1 s2.0 S2214785320358120 Main PDFDocument7 pages1 s2.0 S2214785320358120 Main PDFJohnny VillarroelNo ratings yet
- J Ijhydene 2014 03 119Document12 pagesJ Ijhydene 2014 03 119Johnny VillarroelNo ratings yet
- Parametric Study of Dome With and Without OpeningDocument14 pagesParametric Study of Dome With and Without OpeningJohnny VillarroelNo ratings yet
- Structural Similitude and Scaling LawsDocument12 pagesStructural Similitude and Scaling LawsJohnny VillarroelNo ratings yet
- Zeinoddini 2004 SpaceStructure3Document18 pagesZeinoddini 2004 SpaceStructure3Johnny VillarroelNo ratings yet
- Clean Hydrogen Production Methods by Sushant KumarDocument75 pagesClean Hydrogen Production Methods by Sushant KumarJohnny Villarroel100% (1)
- Addendum To D103-09Document3 pagesAddendum To D103-09AntonioSeguraVillegasNo ratings yet
- Clean Hydrogen Production Methods by Sushant KumarDocument75 pagesClean Hydrogen Production Methods by Sushant KumarJohnny Villarroel100% (1)
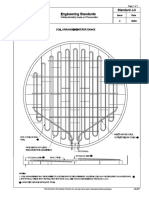
- Coil ConocoDocument1 pageCoil ConocoJohnny VillarroelNo ratings yet
- Annex V External PressureDocument26 pagesAnnex V External PressureJohnny VillarroelNo ratings yet
- h2 ElectrolysisDocument51 pagesh2 ElectrolysisEbenezer AaronNo ratings yet
- The Dynamic Behavior of Water Tanks - HousnerDocument7 pagesThe Dynamic Behavior of Water Tanks - HousnerhjmaranhaoNo ratings yet
- Aisc Design Examples v14Document125 pagesAisc Design Examples v14Daniyal Ahmed100% (2)
- Corerosion - Thomasnet Navigator - Com Asset AWWA D103 97 Guide SpecificationDocument12 pagesCorerosion - Thomasnet Navigator - Com Asset AWWA D103 97 Guide Specificationnespak06No ratings yet
- The R6 Defect Assessment Procedure: Status and Key Recent DevelopmentsDocument10 pagesThe R6 Defect Assessment Procedure: Status and Key Recent DevelopmentsJohnny VillarroelNo ratings yet
- Japanska Najnovija Istrazivanja I Preporuceni PostupciDocument31 pagesJapanska Najnovija Istrazivanja I Preporuceni PostupciwuletzkyNo ratings yet
- Addendum To D103-09Document3 pagesAddendum To D103-09AntonioSeguraVillegasNo ratings yet
- PVElite ManualDocument691 pagesPVElite Manuals.mladin75% (4)
- Corerosion - Thomasnet Navigator - Com Asset AWWA D103 97 Guide SpecificationDocument12 pagesCorerosion - Thomasnet Navigator - Com Asset AWWA D103 97 Guide Specificationnespak06No ratings yet
- E6430 - QAL81 La-7782pDocument66 pagesE6430 - QAL81 La-7782pVincent TonNo ratings yet
- Interactive Live Instrumental Music 21-06-2016Document93 pagesInteractive Live Instrumental Music 21-06-2016Than van NispenNo ratings yet
- CV: Harini Saladi ViaDocument2 pagesCV: Harini Saladi ViaMosambe.comNo ratings yet
- U4 - The Shell's Interpretive Cycle - 37 - 18-11-20Document3 pagesU4 - The Shell's Interpretive Cycle - 37 - 18-11-20Shantanu AgnihotriNo ratings yet
- User login and student registration formDocument10 pagesUser login and student registration formAcep RamdanNo ratings yet
- Modern C++ Concurrency TutorialDocument18 pagesModern C++ Concurrency TutorialAnalystSENo ratings yet
- Maintenance Concept Definition - T-Mu-Am-06009-StDocument15 pagesMaintenance Concept Definition - T-Mu-Am-06009-StFrank FanNo ratings yet
- Fishy's Hopper Pattern - Fly Fishing & Fly Tying Information ResourceDocument7 pagesFishy's Hopper Pattern - Fly Fishing & Fly Tying Information ResourceVarga IosifNo ratings yet
- WikiLeaks Podesta Email Findings As of October 30, 2016Document99 pagesWikiLeaks Podesta Email Findings As of October 30, 2016Joe SmithNo ratings yet
- Microsoft: AZ-303 ExamDocument140 pagesMicrosoft: AZ-303 ExamGhanshyam KhetanNo ratings yet
- StatisticsDocument26 pagesStatisticscherryNo ratings yet
- Tpa 3113 D2Document33 pagesTpa 3113 D2Cesar Perez CamposNo ratings yet
- Changjiang A969 A968 Quad-Band TV Dual Sim GSM Mobile PhoneDocument8 pagesChangjiang A969 A968 Quad-Band TV Dual Sim GSM Mobile Phoneabdul645No ratings yet
- Specificities Human Resource Management in It Companies: September 2023Document6 pagesSpecificities Human Resource Management in It Companies: September 2023kanayabilaaaNo ratings yet
- FMC Microflow CalculationsDocument24 pagesFMC Microflow Calculationsstefano375No ratings yet
- Report On (Type Your Title Here)Document21 pagesReport On (Type Your Title Here)dbbony 0099No ratings yet
- David Millman ResumeDocument2 pagesDavid Millman Resumeapi-260193384No ratings yet
- Automatic Tuning and Adaptation For Pid Controllers - A SurveyDocument16 pagesAutomatic Tuning and Adaptation For Pid Controllers - A SurveyTwistiesFifie FafauNo ratings yet
- Music Production Grade 4Document74 pagesMusic Production Grade 4Kim Reyes100% (1)
- Chrysler Ecus Reflashing Using A J2534 - ManualDocument24 pagesChrysler Ecus Reflashing Using A J2534 - ManualFernando TolentinoNo ratings yet
- Hikvision Discos Vídeo Vigilancia: HiklookDocument9 pagesHikvision Discos Vídeo Vigilancia: HiklookSERGIO ALEJANDRO MORALES GAMBOANo ratings yet
- Department of Education Schools Division Office P. Urduja ST., Doña Rosario Subd., Novaliches, Quezon City Tel. No. 352-59-43Document4 pagesDepartment of Education Schools Division Office P. Urduja ST., Doña Rosario Subd., Novaliches, Quezon City Tel. No. 352-59-43Gean AcabalNo ratings yet
- Tugas Grafika Komputer: Kurva C, Dragon, Dan SiepernzkiDocument7 pagesTugas Grafika Komputer: Kurva C, Dragon, Dan Siepernzkibagus_ari_pNo ratings yet
- Spa Grade 8 Media Arts 3rd Quarter Week 5 8 For Language Editor RpmusngiDocument22 pagesSpa Grade 8 Media Arts 3rd Quarter Week 5 8 For Language Editor RpmusngiDonna Shane ReyesNo ratings yet
- Sony E-T-CON PCB For Television KDL-43W800C S0189585611Document5 pagesSony E-T-CON PCB For Television KDL-43W800C S0189585611supergasNo ratings yet
- Linux and Windows IntegrationDocument13 pagesLinux and Windows IntegrationTaban SimonNo ratings yet
- AEC Lab ManualDocument70 pagesAEC Lab ManualRohan BoseNo ratings yet
- BrochureDocument13 pagesBrochureKitKat ShArryNo ratings yet
- Checklist - SRS Review.1.0Document5 pagesChecklist - SRS Review.1.0Trung Thành NguyễnNo ratings yet
- Array ProgramsDocument31 pagesArray ProgramsMadhav TibrewalNo ratings yet