You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- E9018 M Specifications PDFDocument2 pagesE9018 M Specifications PDFMohamed MostafaNo ratings yet
- Superarc L-59: Conformances Key FeaturesDocument2 pagesSuperarc L-59: Conformances Key FeaturesjustinNo ratings yet
- Pipeliner 70S-G: Conformances Key FeaturesDocument2 pagesPipeliner 70S-G: Conformances Key FeaturesZanuardi YahyaNo ratings yet
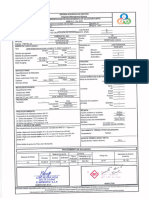
- F-Cem-021 - Cptch-012-19a-Fcaw - Aws D1.1 - Plana-HorizontalDocument7 pagesF-Cem-021 - Cptch-012-19a-Fcaw - Aws D1.1 - Plana-Horizontalenrique.chavezNo ratings yet
- Data - Sheet 2H Grade 50Document3 pagesData - Sheet 2H Grade 50sagitroseNo ratings yet
- Pipeliner 7P+: Conformances Key FeaturesDocument2 pagesPipeliner 7P+: Conformances Key FeaturesAnand GNo ratings yet
- Ultracore 360 C71: Conformances Key FeaturesDocument3 pagesUltracore 360 C71: Conformances Key FeaturesYousab CreatorNo ratings yet
- Primacore MW 71Document2 pagesPrimacore MW 71rjan7peNo ratings yet
- Lincolnweld LA-93, AWS EB3RDocument2 pagesLincolnweld LA-93, AWS EB3Rpratik charkhawalaNo ratings yet
- Catalogue - 71-T8 (Rev06)Document7 pagesCatalogue - 71-T8 (Rev06)Suntech Testing Limited STLNo ratings yet
- ER80S Ni1 PDFDocument2 pagesER80S Ni1 PDFebastien2No ratings yet
- ER80S Ni1Document2 pagesER80S Ni1nilesh_erusNo ratings yet
- Metalshield Clarity MC - 707: Conformances Key FeaturesDocument2 pagesMetalshield Clarity MC - 707: Conformances Key FeaturesRumman Ul AhsanNo ratings yet
- Ultracore 360 M81: Conformances Key FeaturesDocument3 pagesUltracore 360 M81: Conformances Key FeaturesDaniel Lvqve GarciaNo ratings yet
- Metalshield MC - 706: Conformances Key FeaturesDocument3 pagesMetalshield MC - 706: Conformances Key FeaturesGerson HenriquesNo ratings yet
- Techalloy 718: Conformances Key FeaturesDocument2 pagesTechalloy 718: Conformances Key FeaturesvishuNo ratings yet
- Key Features Conformances: Low Alloy Steel - AWS E9018-D1Document2 pagesKey Features Conformances: Low Alloy Steel - AWS E9018-D1Aliakbar GhaderiNo ratings yet
- Lincoln, TECHALLOY® 606 (c14107)Document2 pagesLincoln, TECHALLOY® 606 (c14107)RodrigoNo ratings yet
- Innershield NS-3M: Welding Positions Key FeaturesDocument2 pagesInnershield NS-3M: Welding Positions Key FeaturesGiancarlo BlandinoNo ratings yet
- ASTM A633 Grade C: General Product DescriptionDocument2 pagesASTM A633 Grade C: General Product DescriptionOmar Amilcar BonasifNo ratings yet
- Metalshield MC-710XL: Conformances Key FeaturesDocument3 pagesMetalshield MC-710XL: Conformances Key FeaturesRumman Ul AhsanNo ratings yet
- 51 CR V4Document4 pages51 CR V4armin_kunosic9871No ratings yet
- Lincoln6011 AS ES-MX PDFDocument2 pagesLincoln6011 AS ES-MX PDFJuan Novillo RamosNo ratings yet
- Techalloy 276 ERNiCrMo-4Document2 pagesTechalloy 276 ERNiCrMo-4wiNo ratings yet
- Supercored 71H technical data sheetDocument9 pagesSupercored 71H technical data sheetPongwitt BoonayamaneeNo ratings yet
- Data Sheet API 2W Grade 50Document3 pagesData Sheet API 2W Grade 50sagitroseNo ratings yet
- Techalloy 625: Conformances Key FeaturesDocument2 pagesTechalloy 625: Conformances Key FeaturesJulian AdaraqueNo ratings yet
- Adobe Scan 06 Jun. 2023Document1 pageAdobe Scan 06 Jun. 2023BayardoNo ratings yet
- ASTM A537 Class 1: General Product DescriptionDocument2 pagesASTM A537 Class 1: General Product Descriptionfelipercaliariyahoo.com.brNo ratings yet
- SUPERDUPLEXDocument7 pagesSUPERDUPLEXM RNo ratings yet
- Ssab Astm A537 C2Document2 pagesSsab Astm A537 C2vasotermiNo ratings yet
- Blue Max Mig 309L N: Key Features Typical ApplicationsDocument2 pagesBlue Max Mig 309L N: Key Features Typical ApplicationsJhonatan SantosNo ratings yet
- S-8018 B2Document5 pagesS-8018 B2Abhishek AnandNo ratings yet
- Techalloy 99: Conformances Key FeaturesDocument2 pagesTechalloy 99: Conformances Key FeaturesDaniel Lvqve GarciaNo ratings yet
- FICHADocument2 pagesFICHAadmisecoinperuNo ratings yet
- Product Data Sheet: Afrox SpeedcraftDocument2 pagesProduct Data Sheet: Afrox SpeedcraftAdel AbduoNo ratings yet
- SC-71MSR Flux Cored Wire Spec SheetDocument7 pagesSC-71MSR Flux Cored Wire Spec SheetRaviTeja BhamidiNo ratings yet
- Smooth arc stainless steel electrodeDocument1 pageSmooth arc stainless steel electrodeson ambaritaNo ratings yet
- Innershield NR - 305: Typical Applications Key FeaturesDocument1 pageInnershield NR - 305: Typical Applications Key FeaturesH_DEBIANENo ratings yet
- MIG Wire for Low Alloy, Copper Coated WeldsDocument1 pageMIG Wire for Low Alloy, Copper Coated WeldsH_DEBIANENo ratings yet
- Product Data Sheet: Afrox 7018-1Document2 pagesProduct Data Sheet: Afrox 7018-1Gervasio AndradeNo ratings yet
- Solid2 5 PDFDocument1 pageSolid2 5 PDFRamu NallathambiNo ratings yet
- 100crmnsi6-4: Steel GradeDocument3 pages100crmnsi6-4: Steel GradeSama UmateNo ratings yet
- 3030 2sin1 (CRI80) - LEMWS36X - Family DatasheetDocument30 pages3030 2sin1 (CRI80) - LEMWS36X - Family DatasheetGiancarloRichardRivadeneyraMirandaNo ratings yet
- 278 en US FactSheet Main 01Document1 page278 en US FactSheet Main 01Jorge Manuel GuillermoNo ratings yet
- Techalloy 208: Conformances Key FeaturesDocument2 pagesTechalloy 208: Conformances Key FeaturesSam RajaNo ratings yet
- Low Alloy13Document5 pagesLow Alloy13Branko FerenčakNo ratings yet
- Product Data Sheet for FabCO 811N1 Flux Cored Gas Shielded WireDocument2 pagesProduct Data Sheet for FabCO 811N1 Flux Cored Gas Shielded WireAlejandroAcuñaMaureiraNo ratings yet
- Pinnacle Alloys E7018 E7018 1Document2 pagesPinnacle Alloys E7018 E7018 1BerniIrleNo ratings yet
- Low Hydrogen Mild Steel ElectrodesDocument6 pagesLow Hydrogen Mild Steel ElectrodesAdura OgunnuNo ratings yet
- Boehler HL 75 T-MCDocument1 pageBoehler HL 75 T-MCBruno SantosNo ratings yet
- FabCO 811N1Document2 pagesFabCO 811N1Sleyda MunozNo ratings yet
- Primacorelw 81ni1h enDocument2 pagesPrimacorelw 81ni1h enedwinNo ratings yet
- Outershield MC - 409: Conformances Key FeaturesDocument2 pagesOutershield MC - 409: Conformances Key FeaturesNurPurnamaSariNo ratings yet
- Low Hydrogen Low Alloy Electrodes for High Strength Steel WeldsDocument2 pagesLow Hydrogen Low Alloy Electrodes for High Strength Steel WeldsFranklin Aranda ChacónNo ratings yet
- Supercored 71MAG: Hyundai Welding Co., LTDDocument8 pagesSupercored 71MAG: Hyundai Welding Co., LTDNguyen ToanNo ratings yet
- TECHNICAL REPORT (CSF-81TM)Document5 pagesTECHNICAL REPORT (CSF-81TM)matiasg.sanchezv95No ratings yet
- L1 10495 en Diamondspark 52 RC CU04110F 3375798 ENDocument1 pageL1 10495 en Diamondspark 52 RC CU04110F 3375798 ENRaviTeja BhamidiNo ratings yet
- ATOM ARC LOW HYDROGEN ELECTRODESDocument2 pagesATOM ARC LOW HYDROGEN ELECTRODESanupmenon menonNo ratings yet
- Farm Track & Stream Crossing Design GuideDocument2 pagesFarm Track & Stream Crossing Design Guidesattar12345No ratings yet
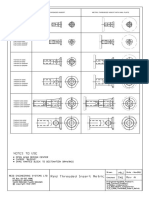
- Reid Threaded Insert MetricDocument1 pageReid Threaded Insert Metricsattar12345No ratings yet
- Denso Paste S105Document2 pagesDenso Paste S105sattar12345No ratings yet
- Basf Masterpolyheed 8840 TdsDocument2 pagesBasf Masterpolyheed 8840 Tdssattar12345No ratings yet
- Fosroc Expandafoam Closed Cell TDSDocument2 pagesFosroc Expandafoam Closed Cell TDSsattar12345No ratings yet
- Bird Guard Specifications 2004Document1 pageBird Guard Specifications 2004sattar12345No ratings yet
- TD VSL Multistrand-EcDocument1 pageTD VSL Multistrand-Ecsattar12345No ratings yet
- PBB0310 Butyl Sealant TapeDocument1 pagePBB0310 Butyl Sealant Tapesattar12345No ratings yet
- Jakob Rope Systems Catalogue Webnet n2 EnglishDocument84 pagesJakob Rope Systems Catalogue Webnet n2 EnglishakajsiNo ratings yet
- Plate SizeDocument1 pagePlate Sizesattar12345No ratings yet
- Bridges: Data SheetDocument2 pagesBridges: Data Sheetsattar12345No ratings yet
- Ux FlyDocument2 pagesUx FlyRonal SolisNo ratings yet
- DensoHi TackPrimerDocument2 pagesDensoHi TackPrimersattar12345No ratings yet
- Denso PasteDocument2 pagesDenso Pastesattar12345No ratings yet
- Flooring: Sika® Technology and Concepts For Flooring and CoatingDocument56 pagesFlooring: Sika® Technology and Concepts For Flooring and Coatingsattar12345No ratings yet
- PN060511Document1 pagePN060511sattar12345No ratings yet
- Sika Ferrogard 903 Concrete Corrosion Inhibitor Brochure 0415 NZDocument8 pagesSika Ferrogard 903 Concrete Corrosion Inhibitor Brochure 0415 NZamitNo ratings yet
- Sika Concrete Repair & Protection To en 1504 Brochure NZ 0614Document56 pagesSika Concrete Repair & Protection To en 1504 Brochure NZ 0614Gandhi HammoudNo ratings yet
- Sika Fume - PDSDocument3 pagesSika Fume - PDSAnonymous 8HrGcpcKNo ratings yet
- Bituthene® 5000: Product Data SheetDocument3 pagesBituthene® 5000: Product Data Sheetsattar12345No ratings yet
- SF 70W PDFDocument8 pagesSF 70W PDFsattar12345No ratings yet
- Applications: TYPE: RutileDocument1 pageApplications: TYPE: Rutilesattar12345No ratings yet
- Primacorelw-71 en PDFDocument2 pagesPrimacorelw-71 en PDFsattar12345No ratings yet
- Primacorelw-71 en PDFDocument2 pagesPrimacorelw-71 en PDFsattar12345No ratings yet
- Innershield NR-203 Ni PDFDocument2 pagesInnershield NR-203 Ni PDFsattar12345No ratings yet
- Specification For Lighting Columns: NotesDocument9 pagesSpecification For Lighting Columns: Notessattar12345No ratings yet
- Welding Consumables: PRODUCT CATALOGUE - Australia & New ZealandDocument230 pagesWelding Consumables: PRODUCT CATALOGUE - Australia & New Zealandtristanxp80No ratings yet
- Atlas Specialty Metals: Stainless Steel Wire & BarDocument29 pagesAtlas Specialty Metals: Stainless Steel Wire & Barsattar12345No ratings yet
- Introduction to Accounting BasicsDocument14 pagesIntroduction to Accounting BasicsJunaid IslamNo ratings yet
- Science Lesson PlanDocument12 pagesScience Lesson Plananon-695529100% (21)
- 148 Lalgarh Colony, Dum Dum, Kolkata-74 Near Lalgarh Primary School Saraswati Apt. Ground FLOOR - 700074Document14 pages148 Lalgarh Colony, Dum Dum, Kolkata-74 Near Lalgarh Primary School Saraswati Apt. Ground FLOOR - 700074arkaprava paulNo ratings yet
- Review On Internal Combustion Engine Vibrations and MountingsDocument12 pagesReview On Internal Combustion Engine Vibrations and MountingsSanthosh KumarNo ratings yet
- Xploring FLN: Resource Pack On Foundational Literacy and Numeracy (FLN)Document119 pagesXploring FLN: Resource Pack On Foundational Literacy and Numeracy (FLN)rakeshahlNo ratings yet
- Developing The Assessment Instrument of SpeakingDocument11 pagesDeveloping The Assessment Instrument of Speakingifdol pentagenNo ratings yet
- Annotated BibliographyDocument6 pagesAnnotated BibliographyAnonymous 9VRu3ImiEQNo ratings yet
- Lab Manual: CSC-216 (L8) - Data StructuresDocument7 pagesLab Manual: CSC-216 (L8) - Data StructuresAbid KhanNo ratings yet
- Cainta Catholic College: Senior High School DepartmentDocument17 pagesCainta Catholic College: Senior High School DepartmentAllan Santos SalazarNo ratings yet
- Interzone 5140: Epoxy PrimerDocument4 pagesInterzone 5140: Epoxy PrimerTrịnh Minh KhoaNo ratings yet
- National Register of Large Dams -2019: Government of India Central Water CommissionDocument300 pagesNational Register of Large Dams -2019: Government of India Central Water CommissionPrabhjeet BaidNo ratings yet
- The People of The Materia Medica World: A Comparative Materia Medica Part-1Document5 pagesThe People of The Materia Medica World: A Comparative Materia Medica Part-1Paromita Dasgupta50% (2)
- Chari Boru's - DR - Haasan Huseen - Microeconomics I PPT (PHD) ProgramDocument399 pagesChari Boru's - DR - Haasan Huseen - Microeconomics I PPT (PHD) ProgramCHARI BORUNo ratings yet
- Full Test Bank For Industrial Organizational Psychology An Applied Approach 8Th Edition Michael G Aamodt 2 PDF Docx Full Chapter ChapterDocument33 pagesFull Test Bank For Industrial Organizational Psychology An Applied Approach 8Th Edition Michael G Aamodt 2 PDF Docx Full Chapter Chapterbumbardisospore.reejvz100% (12)
- Leading culturally diverse global teamsDocument20 pagesLeading culturally diverse global teamsEdrick SoegiantoNo ratings yet
- Google App Engine: A Platform for Developing and Hosting Web AppsDocument5 pagesGoogle App Engine: A Platform for Developing and Hosting Web AppsnagrajNo ratings yet
- DBQ Christianity and Latin America-1Document6 pagesDBQ Christianity and Latin America-1Duggu RagguNo ratings yet
- Fine Art Estate - 2017 CatalogDocument386 pagesFine Art Estate - 2017 CatalogWeygers FoundationNo ratings yet
- Philippines Supreme Court upholds constitutionality of law calling constitutional conventionDocument4 pagesPhilippines Supreme Court upholds constitutionality of law calling constitutional conventionVeah CaabayNo ratings yet
- Domestic Violence Cycle of Violence Types of Families-2Document22 pagesDomestic Violence Cycle of Violence Types of Families-2api-340420872No ratings yet
- Kinetic Study of Crystal Violet ReactionDocument10 pagesKinetic Study of Crystal Violet ReactionTaniya GuptaNo ratings yet
- Convertible Note Bridge Financing Term SheetDocument2 pagesConvertible Note Bridge Financing Term Sheetwchiang1226No ratings yet
- The Seven C's of Effective Business CommunicationDocument102 pagesThe Seven C's of Effective Business CommunicationKainat BaigNo ratings yet
- UED102Document24 pagesUED102Nik Noor Aisyah Mohd DaudNo ratings yet
- Task 1 Junio 30-Julio 3Document5 pagesTask 1 Junio 30-Julio 3brilli mirandaNo ratings yet
- Wind of The WillsDocument2 pagesWind of The WillsRamona SecuNo ratings yet
- 04-1101 Motion To RecuseDocument8 pages04-1101 Motion To RecuseSlabbed100% (2)
- Mock Exam Practice - ListeningDocument5 pagesMock Exam Practice - ListeningChristeen221No ratings yet
- E-Commerce and Enterprise SystemsDocument19 pagesE-Commerce and Enterprise SystemsMaria Angela B. GalvezNo ratings yet
- Parts of Speech Sticky Note Definitons and ExamplesDocument13 pagesParts of Speech Sticky Note Definitons and ExamplesAlbert Natividad BermudezNo ratings yet