You might also like
- Narrow Band-Pass Filters for Low Frequency Applications: Evaluation of Eight Electronics Filter Design TopologiesFrom EverandNarrow Band-Pass Filters for Low Frequency Applications: Evaluation of Eight Electronics Filter Design TopologiesNo ratings yet
- EA Plasma, Laser, OxyfuelDocument5 pagesEA Plasma, Laser, OxyfuelSaravanan VelayuthamNo ratings yet
- Grinding Labor Costs: Understanding Sheet Metal CostsDocument1 pageGrinding Labor Costs: Understanding Sheet Metal CostsJoseph CureNo ratings yet
- Laser CuttingDocument25 pagesLaser Cuttingvineeth reddy100% (1)
- Richard Finch-Welder's Handbook - A Guide To Plasma Cutting, Oxyacetylene, ARC, MIG, and TIG welding-HPBooks (2007) PDFDocument5 pagesRichard Finch-Welder's Handbook - A Guide To Plasma Cutting, Oxyacetylene, ARC, MIG, and TIG welding-HPBooks (2007) PDFMedina SivacNo ratings yet
- Automated Welding TechnologiesDocument26 pagesAutomated Welding TechnologiesAbie RexoMenNo ratings yet
- Methods TO CUT STEEL PLATEDocument4 pagesMethods TO CUT STEEL PLATEmaheshbandhamNo ratings yet
- Secenje Laserom WikiDocument13 pagesSecenje Laserom WikiMarko BogosavljevicNo ratings yet
- Laser CuttingDocument9 pagesLaser CuttingBharath vNo ratings yet
- Linde Group - Facts About Laser CuttingDocument20 pagesLinde Group - Facts About Laser CuttingddadaraNo ratings yet
- Comparison Between Laser Cut Stencil and Etching Stencil in SMT IndustryDocument8 pagesComparison Between Laser Cut Stencil and Etching Stencil in SMT IndustryjackNo ratings yet
- Laser Cutting Fundamentals and Process OverviewDocument29 pagesLaser Cutting Fundamentals and Process OverviewYandapalli Sai ramNo ratings yet
- Plasma Cutting Basics GuideDocument7 pagesPlasma Cutting Basics Guidemohammed dallyNo ratings yet
- Laser Cutting: Navigation SearchDocument11 pagesLaser Cutting: Navigation SearchIjie BladerzNo ratings yet
- Job Knowledge 53Document4 pagesJob Knowledge 53Mehmet SoysalNo ratings yet
- Laser Cutting of Thick Steel Plate PDF (Published Version)Document28 pagesLaser Cutting of Thick Steel Plate PDF (Published Version)Hung LeNo ratings yet
- 3 Tues Robotic Plasma CuttingDocument31 pages3 Tues Robotic Plasma Cuttingagniva dattaNo ratings yet
- Aarya Veer Engineering College 4 TH SemDocument27 pagesAarya Veer Engineering College 4 TH Semd patelNo ratings yet
- Laser CuttingDocument9 pagesLaser Cuttingtoto16161650% (2)
- Published by The Center For Metals Fabrication 1,: Vol. NoDocument2 pagesPublished by The Center For Metals Fabrication 1,: Vol. Norlc_bal2723No ratings yet
- Understanding Sheet Metal Hardware CostsDocument1 pageUnderstanding Sheet Metal Hardware CostsJoseph CureNo ratings yet
- MACHINETOOLS-POWERTOOLS-LASER-ELECTRONICS-MEDICALDocument12 pagesMACHINETOOLS-POWERTOOLS-LASER-ELECTRONICS-MEDICALVenkatesh BantwalNo ratings yet
- Laser Cutting of Materials of Various ThicknessesDocument6 pagesLaser Cutting of Materials of Various ThicknessesDũng PhanNo ratings yet
- Laser Cutter Guide for BeginnersDocument36 pagesLaser Cutter Guide for Beginnersjinxy06No ratings yet
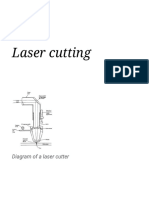
- Laser Cutting: Diagram of A Laser CutterDocument9 pagesLaser Cutting: Diagram of A Laser CutterSuraj NagpalNo ratings yet
- LaserCutting RTantraDocument27 pagesLaserCutting RTantraAhmad ZainiNo ratings yet
- By Sura Haider Laser Welding in Aircraft StructureDocument12 pagesBy Sura Haider Laser Welding in Aircraft Structureطه حسن شاكر محمودNo ratings yet
- About Laser CuttingDocument1 pageAbout Laser CuttingCicko MickoNo ratings yet
- High Speed Machining 2003Document18 pagesHigh Speed Machining 2003Abd Ul RehmanNo ratings yet
- Laser Cutting - WikipediaDocument13 pagesLaser Cutting - Wikipediakartik sharmaNo ratings yet
- Takamaz Vibrating ToolsDocument1 pageTakamaz Vibrating Toolsdon-donnolaNo ratings yet
- Laser Cutting From First Principles To The State of The ArtDocument6 pagesLaser Cutting From First Principles To The State of The ArtJing YinNo ratings yet
- DFL 7000Document8 pagesDFL 7000Xin Chen100% (1)
- Plasma CuttingDocument18 pagesPlasma CuttingAndrei SavvaNo ratings yet
- A Laser Beam Machining LBM Database For The CuttinDocument10 pagesA Laser Beam Machining LBM Database For The CuttinajaythermalNo ratings yet
- Rabbit Laser USA Middletown, OH: Common Settings For Engraving and Cutting MaterialsDocument3 pagesRabbit Laser USA Middletown, OH: Common Settings For Engraving and Cutting Materialsdane05No ratings yet
- AGA Cutting Aluminum Facts About UKDocument16 pagesAGA Cutting Aluminum Facts About UKmekag94No ratings yet
- The 37% Cost Savings of Machining with BrassDocument2 pagesThe 37% Cost Savings of Machining with BrassRio BuiNo ratings yet
- 18 Applications in Material ProcessingDocument38 pages18 Applications in Material Processingkaushik4208No ratings yet
- 89 Laser Technology 5 08Document6 pages89 Laser Technology 5 08darNo ratings yet
- How To Use Laser in PCBDocument11 pagesHow To Use Laser in PCBjackNo ratings yet
- Thesis On Laser CuttingDocument8 pagesThesis On Laser Cuttingtonyacartererie100% (2)
- Cuuting by LaserDocument5 pagesCuuting by LaserArunNo ratings yet
- 07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityDocument8 pages07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityBerkath Ali KhanNo ratings yet
- Laser Cutting - Wikipedia PDFDocument46 pagesLaser Cutting - Wikipedia PDFSandeep KumarNo ratings yet
- Laser cutting: A precise technologyDocument3 pagesLaser cutting: A precise technologyumasreeNo ratings yet
- Advantages of Laser Cutting: WWW - Opticlabs.caDocument4 pagesAdvantages of Laser Cutting: WWW - Opticlabs.caopticlabs laserkitNo ratings yet
- Laser CuttingDocument8 pagesLaser CuttingSharath KumarNo ratings yet
- Laser Engraving and Cutting Machines.20121024.144305 PDFDocument2 pagesLaser Engraving and Cutting Machines.20121024.144305 PDFanon_232871814100% (1)
- LIT01303 Laser Cut Quality Guide Cards RevC LRDocument18 pagesLIT01303 Laser Cut Quality Guide Cards RevC LR8tswshgtmtNo ratings yet
- Design Guide Rev CDocument16 pagesDesign Guide Rev CMike DeSpenzaNo ratings yet
- Rotary Blast Hole DrillsDocument4 pagesRotary Blast Hole DrillsRodolfoNo ratings yet
- 340712a.f BRO Gelcoat Chop RS GunDocument8 pages340712a.f BRO Gelcoat Chop RS GunPriyesh SaxenaNo ratings yet
- CNC Leaser Technology ResarchDocument6 pagesCNC Leaser Technology Resarchsurya tejaNo ratings yet
- Laser Cut Quality GuideDocument18 pagesLaser Cut Quality Guidepaulo gonzalez100% (2)
- Metallic Oxynitride Thin Films by Reactive Sputtering and Related Deposition Methods: Process, Properties and ApplicationsFrom EverandMetallic Oxynitride Thin Films by Reactive Sputtering and Related Deposition Methods: Process, Properties and ApplicationsNo ratings yet
- The Art of Timing Closure: Advanced ASIC Design ImplementationFrom EverandThe Art of Timing Closure: Advanced ASIC Design ImplementationNo ratings yet
- Understanding Sheet Metal Hardware CostsDocument1 pageUnderstanding Sheet Metal Hardware CostsJoseph CureNo ratings yet
- The Impact of Health Care Inflation On Part CostsDocument1 pageThe Impact of Health Care Inflation On Part CostsJoseph CureNo ratings yet
- Understanding Workflow PDFDocument1 pageUnderstanding Workflow PDFJoseph CureNo ratings yet
- Hardware Material Costs: Understanding Sheet Metal CostsDocument1 pageHardware Material Costs: Understanding Sheet Metal CostsJoseph CureNo ratings yet
- Estimating-Sheet-Metal-Fabrication-Costs-v3 15 PDFDocument1 pageEstimating-Sheet-Metal-Fabrication-Costs-v3 15 PDFJoseph CureNo ratings yet
- Estimating-Sheet-Metal-Fabrication-Costs-v3 15 PDFDocument1 pageEstimating-Sheet-Metal-Fabrication-Costs-v3 15 PDFJoseph CureNo ratings yet
- Estimating-Sheet-Metal-Fabrication-Costs-v3 19 PDFDocument1 pageEstimating-Sheet-Metal-Fabrication-Costs-v3 19 PDFJoseph CureNo ratings yet
- Estimating-Sheet-Metal-Fabrication-Costs-v3 19 PDFDocument1 pageEstimating-Sheet-Metal-Fabrication-Costs-v3 19 PDFJoseph CureNo ratings yet
- Estimating-Sheet-Metal-Fabrication-Costs-v3 24 PDFDocument1 pageEstimating-Sheet-Metal-Fabrication-Costs-v3 24 PDFJoseph CureNo ratings yet
- Estimating-Sheet-Metal-Fabrication-Costs-v3 30 PDFDocument1 pageEstimating-Sheet-Metal-Fabrication-Costs-v3 30 PDFJoseph CureNo ratings yet
- Wear Resistance of High Chromium White Cast Iron For Coal Grinding RollsDocument9 pagesWear Resistance of High Chromium White Cast Iron For Coal Grinding RollsJoseph CureNo ratings yet
- Estimating-Sheet-Metal-Fabrication-Costs-v3 15 PDFDocument1 pageEstimating-Sheet-Metal-Fabrication-Costs-v3 15 PDFJoseph CureNo ratings yet
- Estimating-Sheet-Metal-Fabrication-Costs-v3 10 PDFDocument1 pageEstimating-Sheet-Metal-Fabrication-Costs-v3 10 PDFJoseph CureNo ratings yet
- Estimating-Sheet-Metal-Fabrication-Costs-v3 24 PDFDocument1 pageEstimating-Sheet-Metal-Fabrication-Costs-v3 24 PDFJoseph CureNo ratings yet
- Estimating-Sheet-Metal-Fabrication-Costs-v3 10 PDFDocument1 pageEstimating-Sheet-Metal-Fabrication-Costs-v3 10 PDFJoseph CureNo ratings yet
- Estimating-Sheet-Metal-Fabrication-Costs-v3 19 PDFDocument1 pageEstimating-Sheet-Metal-Fabrication-Costs-v3 19 PDFJoseph CureNo ratings yet
- Steamfitter Pipefitter Practice ExamDocument9 pagesSteamfitter Pipefitter Practice ExamAbo Hasan Abade100% (2)
- Customised Mining Buckets BrochureDocument12 pagesCustomised Mining Buckets BrochureJoseph CureNo ratings yet
- Kettering Program Guide - MSc. Operations ManagementDocument10 pagesKettering Program Guide - MSc. Operations ManagementJoseph CureNo ratings yet
- Biseladora en FrioDocument2 pagesBiseladora en FrioJoseph CureNo ratings yet
- Astm g65 TestDocument1 pageAstm g65 TestJoseph CureNo ratings yet
- International Transcript RequestDocument2 pagesInternational Transcript RequeststoppopNo ratings yet
- Estimating-Sheet-Metal-Fabrication-Costs-v3 24 PDFDocument1 pageEstimating-Sheet-Metal-Fabrication-Costs-v3 24 PDFJoseph CureNo ratings yet
- Candidate Guide For Certification and Re-CertificationDocument42 pagesCandidate Guide For Certification and Re-CertificationJoseph Cure100% (1)
- Advanced Welding Processes For Transmission Pipelines ArticleDocument17 pagesAdvanced Welding Processes For Transmission Pipelines ArticleJoseph Cure50% (2)
- Welding Pipeline HandbookDocument63 pagesWelding Pipeline Handbookchanchai T100% (9)
- M1 Welding Inspection and CertificacionDocument14 pagesM1 Welding Inspection and CertificacionJoseph CureNo ratings yet
- The CMRP Roadmap: Preparing for the certification examDocument7 pagesThe CMRP Roadmap: Preparing for the certification exammilward100No ratings yet
- Bagasse Ash Improves Concrete Strength and DurabilityDocument7 pagesBagasse Ash Improves Concrete Strength and DurabilitysaichariNo ratings yet
- Glass-Fibre Reinforced Plastic Pipeline and Piping SystemsDocument10 pagesGlass-Fibre Reinforced Plastic Pipeline and Piping SystemsTurbo Snail RNo ratings yet
- Characterization of Refractory Behaviour of Complex Gold/silver Ore by Diagnostic LeachingDocument7 pagesCharacterization of Refractory Behaviour of Complex Gold/silver Ore by Diagnostic Leachingdavid mNo ratings yet
- ITEM 400 Latest 2012 (M) 2 FinalDocument170 pagesITEM 400 Latest 2012 (M) 2 FinalMikhail TabucalNo ratings yet
- Waterproofing MethodsDocument21 pagesWaterproofing MethodsM.IDREES KhanNo ratings yet
- Solutions Suspensions and ColloidsDocument10 pagesSolutions Suspensions and ColloidsAfesha DanielNo ratings yet
- Lesson 7 Techniques On SculptureDocument15 pagesLesson 7 Techniques On SculptureKhenn PadillaNo ratings yet
- Powder Metallurgy: Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument46 pagesPowder Metallurgy: Dr. Chaitanya Sharma Phd. Iit RoorkeeShivam DixitNo ratings yet
- Fire Castable (HACT-180S-250t) at Nozzle Burner (Old Material)Document2 pagesFire Castable (HACT-180S-250t) at Nozzle Burner (Old Material)มิตร อันมาNo ratings yet
- 03 38 00 Post Tensioned ConcreteDocument14 pages03 38 00 Post Tensioned ConcreteshajbabyNo ratings yet
- OMB Gate Valve & Check Valve #800 CatalogDocument4 pagesOMB Gate Valve & Check Valve #800 CatalogEPC Patuha BMJNo ratings yet
- BackgroundDocument9 pagesBackgroundJocelyn BasioNo ratings yet
- Manufacturing Technology: Course ContentsDocument6 pagesManufacturing Technology: Course ContentsGosai RahulNo ratings yet
- Dr. Fixit Superseal P-110 solventless epoxy primerDocument3 pagesDr. Fixit Superseal P-110 solventless epoxy primerrohan100% (1)
- Co2 CorrosionDocument11 pagesCo2 Corrosionnaveenbaskaran1989No ratings yet
- Group 14 - SCMCDocument9 pagesGroup 14 - SCMCAarushi BabbarNo ratings yet
- YMvK Dca-S2 0.6 - 1 KVDocument10 pagesYMvK Dca-S2 0.6 - 1 KVstefanopadovan235No ratings yet
- About Rashmi Group - Rashmi Group PDFDocument2 pagesAbout Rashmi Group - Rashmi Group PDFAjit KumarNo ratings yet
- MATS Mod 3 Lec 4Document27 pagesMATS Mod 3 Lec 4Tim WuNo ratings yet
- Smashing Science YEAR 10Document192 pagesSmashing Science YEAR 10maram asharfNo ratings yet
- HVAC System Description for Pertamina ProjectDocument15 pagesHVAC System Description for Pertamina ProjectDeddy PratamaNo ratings yet
- Rubric: Fillet Welds: Tee Joint Lap Joint Corner JointDocument3 pagesRubric: Fillet Welds: Tee Joint Lap Joint Corner Jointamir ghabraeiNo ratings yet
- Principles of Chem STOICHIOMETRYDocument46 pagesPrinciples of Chem STOICHIOMETRYALIGARBES, Rhonna May L.No ratings yet
- Astm A350 LF2Document1 pageAstm A350 LF2anjangandak2932100% (1)
- The Book of Random Tables Science Fiction 2Document48 pagesThe Book of Random Tables Science Fiction 2xihoxam66475% (4)
- JIS G4103 Grade SNCM220: Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearDocument4 pagesJIS G4103 Grade SNCM220: Matmatch Is Trusted by 2 Million+ Engineers and Product Developers Each YearsaputraNo ratings yet
- Saf-T-Vanish #25 VOC free synthetic metalworking fluidDocument1 pageSaf-T-Vanish #25 VOC free synthetic metalworking fluidedgar rdzNo ratings yet
- SMD White BookDocument72 pagesSMD White Bookmdavies20No ratings yet
- Class 6 Science Chapter 4 Revision NotesDocument3 pagesClass 6 Science Chapter 4 Revision NotesPraveen SNo ratings yet
- Heavy Minerals in South Africa and Smelting of IlmeniteDocument7 pagesHeavy Minerals in South Africa and Smelting of IlmenitevalholNo ratings yet