You might also like
- F. D.D.S.," L. MS."" W. D.Sc. : Retentive Properties of Dental CementsDocument9 pagesF. D.D.S.," L. MS."" W. D.Sc. : Retentive Properties of Dental CementsSaad LiaqatNo ratings yet
- Model and Die Materials Final 1Document22 pagesModel and Die Materials Final 1drkarthikmds100% (1)
- GypsDocument6 pagesGypschammyNo ratings yet
- Aditivos para Arena en VerdeDocument116 pagesAditivos para Arena en VerdeJOSE JUAN AQUINO OLAZO100% (1)
- F& F LAB MANUALDocument18 pagesF& F LAB MANUALJagdish Singh MehtaNo ratings yet
- FinalDocument27 pagesFinaldarshan kuppaswamyNo ratings yet
- Effects of Niobium Oxide Additive On The Phase Development and Physico-Mechanical Properties of Zirconia-Clay Ceramics CompositeDocument9 pagesEffects of Niobium Oxide Additive On The Phase Development and Physico-Mechanical Properties of Zirconia-Clay Ceramics CompositeFatai Olufemi AramideNo ratings yet
- Bond Strength of Luting Cements To Zirconium Oxide CeramicsDocument6 pagesBond Strength of Luting Cements To Zirconium Oxide CeramicsGoutham SunilNo ratings yet
- Kusaka 1986Document13 pagesKusaka 1986MindfulnessNo ratings yet
- Gypsum Products: by Swat/ SaggarDocument87 pagesGypsum Products: by Swat/ SaggarMaham ImtiazNo ratings yet
- Rubber Metal Adhesion PDFDocument6 pagesRubber Metal Adhesion PDFRubber TeamNo ratings yet
- Fluoride Release From Glass - Ionomer Cements, Compomers and Resin CompositesDocument7 pagesFluoride Release From Glass - Ionomer Cements, Compomers and Resin CompositesDevendra PathakNo ratings yet
- The Applications of Mine Tailings To Develop Low Cost Uhpc: Sukhoon Pyo, Million Tafesse, Hyeong-Ki KimDocument6 pagesThe Applications of Mine Tailings To Develop Low Cost Uhpc: Sukhoon Pyo, Million Tafesse, Hyeong-Ki KimManoj ReddyNo ratings yet
- Dental Material Assignment On GypsumDocument7 pagesDental Material Assignment On GypsumMansoor Ahmed RahoojoNo ratings yet
- Influence of Nano - Sized Powder Content On Physical Properties of Waste Acid Refractory BrickDocument19 pagesInfluence of Nano - Sized Powder Content On Physical Properties of Waste Acid Refractory BrickamnajamNo ratings yet
- Polymer TestingDocument5 pagesPolymer TestingjimoteNo ratings yet
- Metallic Coagents For Rubber To Metal AdhesionDocument7 pagesMetallic Coagents For Rubber To Metal AdhesionHuỳnh TGNo ratings yet
- Castingprocedure 141012113403 Conversion Gate01Document103 pagesCastingprocedure 141012113403 Conversion Gate01joephinNo ratings yet
- Casting DefectsDocument49 pagesCasting Defectsgopi.nryn100% (2)
- The Foseco Foundryman's Handbook: Facts, Figures and FormulaeFrom EverandThe Foseco Foundryman's Handbook: Facts, Figures and FormulaeT.A. BurnsRating: 3 out of 5 stars3/5 (2)
- Die MaterialDocument44 pagesDie Materialpragati100% (2)
- Alkali Activation of Australian Slag Cements PDFDocument8 pagesAlkali Activation of Australian Slag Cements PDFAbd El Nour KahlochNo ratings yet
- 50 Casting DefectsDocument49 pages50 Casting DefectsmohammadNo ratings yet
- Ref - Ozone - KGK - 2018 - 03 - 32-36Document6 pagesRef - Ozone - KGK - 2018 - 03 - 32-36Chanin NgudsuntearNo ratings yet
- Effect of Vulcanization Temperature On Curing CharDocument12 pagesEffect of Vulcanization Temperature On Curing CharSeptian Anang AndikaNo ratings yet
- Effect of DiatomitesDocument5 pagesEffect of DiatomitesDebby AyudyaNo ratings yet
- Environmentally Friendly Mould Technology: Archives of Foundry EngineeringDocument6 pagesEnvironmentally Friendly Mould Technology: Archives of Foundry EngineeringNarasimha Murthy InampudiNo ratings yet
- Ceramic (Feldspathic & IPS Empress II) vs. Laboratory Composite (Gradia) Veneers A Comparison Between Their Shear Bond Strength To Enamel An in Vitro StudyDocument7 pagesCeramic (Feldspathic & IPS Empress II) vs. Laboratory Composite (Gradia) Veneers A Comparison Between Their Shear Bond Strength To Enamel An in Vitro StudyViviana Florez PantojaNo ratings yet
- Metal Sand Casting: Refugio, Kyle M. MEC132Document21 pagesMetal Sand Casting: Refugio, Kyle M. MEC132Kyle RefugioNo ratings yet
- Universal Dental Gold AlloysDocument6 pagesUniversal Dental Gold Alloysryu100No ratings yet
- Investment MaterialsDocument191 pagesInvestment MaterialsPriyanka SetiaNo ratings yet
- Gypsum ProductsDocument53 pagesGypsum ProductsKiran KumarNo ratings yet
- Metal Casting - PRPC11Document110 pagesMetal Casting - PRPC11Keshav GargNo ratings yet
- Gypsum Products For Dental CastsDocument55 pagesGypsum Products For Dental CastsAriba Asif100% (1)
- Flyashorkaolin GPCDocument6 pagesFlyashorkaolin GPCkannanNo ratings yet
- Robinson1993 Impact Strength of Acrylic Resin Denture Base Materials With Surface Defects.Document6 pagesRobinson1993 Impact Strength of Acrylic Resin Denture Base Materials With Surface Defects.nafsiyah xyzNo ratings yet
- Bond Strength of Two Resin Cements To Titanium After Different Surface Conditioning MethodsDocument7 pagesBond Strength of Two Resin Cements To Titanium After Different Surface Conditioning MethodsFrontiersNo ratings yet
- Energy Saving Light Weight Bricks Using Waste News Paper-LibreDocument7 pagesEnergy Saving Light Weight Bricks Using Waste News Paper-LibreniuNo ratings yet
- Effect of Moisture Content On The Moulding Properties of River Niger Sand Using Tudun-Wada Clay As A BinderDocument5 pagesEffect of Moisture Content On The Moulding Properties of River Niger Sand Using Tudun-Wada Clay As A Binderstudy pointNo ratings yet
- Prepared By: DR - Rahul Patel M.D.S. Part 1Document65 pagesPrepared By: DR - Rahul Patel M.D.S. Part 1Priyanka GandhiNo ratings yet
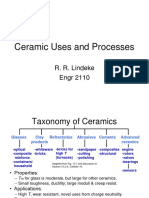
- Ceramic Uses and ProcessesDocument22 pagesCeramic Uses and ProcessesWang Zheng FengNo ratings yet
- Gypsum & Investment Material - DR - Vaishnavi GaneshDocument133 pagesGypsum & Investment Material - DR - Vaishnavi GaneshVaishnavi Prabhakar100% (2)
- Laboratory Assessment of Capillary Rise in Stabilised Pavement MaterialsDocument24 pagesLaboratory Assessment of Capillary Rise in Stabilised Pavement MaterialsMai ElsomkhratyNo ratings yet
- Tucci 2004Document10 pagesTucci 2004AHMED DERBESSNo ratings yet
- Foundry I - Complete Lab Manual at WWW.07MET - TKDocument18 pagesFoundry I - Complete Lab Manual at WWW.07MET - TKAnil Kumar100% (1)
- Cement and Concrete Research Volume 25 Issue 7 1995 - Pierre Richard Marcel Cheyrezy - Composition of Reactive Powder Concretes PDFDocument11 pagesCement and Concrete Research Volume 25 Issue 7 1995 - Pierre Richard Marcel Cheyrezy - Composition of Reactive Powder Concretes PDFRodrigo Santos100% (4)
- Gypsum Products and Their Significance in ProstheticsDocument50 pagesGypsum Products and Their Significance in ProstheticsTavleen Kaur100% (1)
- Dental InvestmentsDocument133 pagesDental InvestmentsMohamed AliNo ratings yet
- From Batch To Pressed Tile MechanicsDocument20 pagesFrom Batch To Pressed Tile Mechanicsduyen nguyen chi luongNo ratings yet
- Key Points To Remember: Dental MaterialsDocument9 pagesKey Points To Remember: Dental MaterialsArchanaNo ratings yet
- Die Materials, Investment and Inlay WaxDocument167 pagesDie Materials, Investment and Inlay WaxBhargav KambhampatiNo ratings yet
- Characterization of Porcelain Tableware Formulation Containing Bentonite ClayDocument8 pagesCharacterization of Porcelain Tableware Formulation Containing Bentonite ClayLeandro FrisanchoNo ratings yet
- Comparative Study of Impact Strength of Six Acrylic Denture ResinsDocument3 pagesComparative Study of Impact Strength of Six Acrylic Denture Resinsdrmezzo68No ratings yet
- Fusayama Takao Corrosion of Gold and Amalgam Placed inDocument15 pagesFusayama Takao Corrosion of Gold and Amalgam Placed inEstela margarita Llano avilleiraNo ratings yet
- Talc in Polyester Putties - Mondo Minerals PDFDocument10 pagesTalc in Polyester Putties - Mondo Minerals PDFJuanan LopezNo ratings yet
- الورقة العلميةDocument6 pagesالورقة العلميةamnajamNo ratings yet
- Model Die Cast MaterialsDocument48 pagesModel Die Cast MaterialsAbdelruhman SobhyNo ratings yet
- CH 203 Cpi: Lec 5.1 Ceramics and Glass ManufacturingDocument32 pagesCH 203 Cpi: Lec 5.1 Ceramics and Glass ManufacturingAnum AshfaqueNo ratings yet
- Comparative Shear Bond Strength of Some Orthodontic Bonding Resins To EnamelDocument7 pagesComparative Shear Bond Strength of Some Orthodontic Bonding Resins To Enamelsajida khanNo ratings yet
- Dimensional Stability and Accuracy of Rubber Impression MaterialsDocument5 pagesDimensional Stability and Accuracy of Rubber Impression MaterialsSonali KinikarNo ratings yet
- 2005 BR Dent J - Anterior Dental Aesthetics - Dental PerspectiveDocument7 pages2005 BR Dent J - Anterior Dental Aesthetics - Dental PerspectiveLucero Salvatierra BrionesNo ratings yet
- Anterior EstheticsDocument8 pagesAnterior EstheticsArushi AgarwalNo ratings yet
- 06 Silverman 1953 The Speaking Method in Measuring Vertical DimensionDocument7 pages06 Silverman 1953 The Speaking Method in Measuring Vertical DimensionCoRal Partida BenitezNo ratings yet
- Gillam 2013Document8 pagesGillam 2013Arushi AgarwalNo ratings yet
- Ahmad2005 Facial PerspectiveDocument7 pagesAhmad2005 Facial PerspectiveArushi AgarwalNo ratings yet
- Ahmad2005 HistoricalDocument6 pagesAhmad2005 HistoricalArushi AgarwalNo ratings yet
- Free Way SPace 1955Document6 pagesFree Way SPace 1955Arushi AgarwalNo ratings yet
- Lateral Profile Pilot StudyDocument6 pagesLateral Profile Pilot StudyArushi AgarwalNo ratings yet
- A New Classification System For All-Ceramic and Ceramic-Like Restorative Materials.Document10 pagesA New Classification System For All-Ceramic and Ceramic-Like Restorative Materials.andres castroNo ratings yet
- 4 5836821376572327236 PDFDocument272 pages4 5836821376572327236 PDFArushi AgarwalNo ratings yet
- Glass/ceramic/refractory Techniques, Their Development and Introduction Into Dentistry: A Historical Literature ReviewDocument8 pagesGlass/ceramic/refractory Techniques, Their Development and Introduction Into Dentistry: A Historical Literature ReviewArushi AgarwalNo ratings yet
- S and Strain Rein: James T. White, D.D.S., M.S.Document9 pagesS and Strain Rein: James T. White, D.D.S., M.S.Arushi AgarwalNo ratings yet
- Dental Ceramics CurrentDocument18 pagesDental Ceramics CurrentVikas AggarwalNo ratings yet
- The Metallurgy of Ni-Cr Alloys For Fixed ProsthodonticsDocument12 pagesThe Metallurgy of Ni-Cr Alloys For Fixed ProsthodonticsArushi AgarwalNo ratings yet
- Fit Accuracy of Removable Partial Denture Metal Frameworks Using Conventional and 3D Printed TechniquesDocument6 pagesFit Accuracy of Removable Partial Denture Metal Frameworks Using Conventional and 3D Printed TechniquesArushi AgarwalNo ratings yet
- Nickel ChromiumBasedPartialDenturePreparationConventionalvsAdditive PDFDocument10 pagesNickel ChromiumBasedPartialDenturePreparationConventionalvsAdditive PDFArushi AgarwalNo ratings yet
- Diabetes Mellitus and Prosthodontic Care Chanchal Katariya & Dr. SangeethaDocument3 pagesDiabetes Mellitus and Prosthodontic Care Chanchal Katariya & Dr. SangeethaArushi AgarwalNo ratings yet
- Novel 3D Modeling Technique of Removable Partial Denture Framework Manufactured by 3D Printing TechnologyDocument10 pagesNovel 3D Modeling Technique of Removable Partial Denture Framework Manufactured by 3D Printing TechnologyArushi AgarwalNo ratings yet
- Prostho ArticleDocument7 pagesProstho ArticleArushi AgarwalNo ratings yet
- Additive Manufacturing PDFDocument21 pagesAdditive Manufacturing PDFArushi AgarwalNo ratings yet
- ArticleDocument9 pagesArticleArushi AgarwalNo ratings yet
- 1 s2.0 S1883195815000997 MainDocument8 pages1 s2.0 S1883195815000997 MainArushi AgarwalNo ratings yet
- Lesson Plan Feb 23-27Document5 pagesLesson Plan Feb 23-27api-284130693No ratings yet
- ENDODONTIC EMERGENCIES MitaliDocument31 pagesENDODONTIC EMERGENCIES MitalianmolNo ratings yet
- V. B.A.,D.D.S. : Complete DenturesDocument10 pagesV. B.A.,D.D.S. : Complete DenturesbarbieNo ratings yet
- Mandibular Growth Rotations-Their Mechanisms and Importance: W. J. B. HoustonDocument5 pagesMandibular Growth Rotations-Their Mechanisms and Importance: W. J. B. HoustonakNo ratings yet
- Prevalence of Third Molar Impaction in Patient With Mandibular Anterior Teeth CrowdingDocument5 pagesPrevalence of Third Molar Impaction in Patient With Mandibular Anterior Teeth CrowdingArina Al-KhaqNo ratings yet
- @MBS MedicalBooksStore 2019 The PDFDocument394 pages@MBS MedicalBooksStore 2019 The PDFDsdentalNo ratings yet
- FDI World Dental Federation: Dental Ethics ManualDocument4 pagesFDI World Dental Federation: Dental Ethics ManualHadoo OolaNo ratings yet
- JOELDocument8 pagesJOELJoel ArumbakanNo ratings yet
- RecessionDocument11 pagesRecessionaziz alsohailNo ratings yet
- PDF T Balasubramanian A Textbook of English Phoneti Bookfi PDF CompressDocument80 pagesPDF T Balasubramanian A Textbook of English Phoneti Bookfi PDF CompressKunal Das67% (3)
- Conservative Access Cavity PreparationsDocument6 pagesConservative Access Cavity PreparationsCSilva16No ratings yet
- Recent Advancement in Complete Denture PDFDocument7 pagesRecent Advancement in Complete Denture PDFNoor MuhammadNo ratings yet
- CDE Course 2019Document19 pagesCDE Course 2019Ellen HungNo ratings yet
- Quackery in Dental Practice in NepalDocument4 pagesQuackery in Dental Practice in NepalDinesh RokayaNo ratings yet
- Community Dentistry Final Questions From Board Review Flashcards - QuizletDocument5 pagesCommunity Dentistry Final Questions From Board Review Flashcards - QuizletRMNo ratings yet
- Evident Design Pricing Sept 2020 - LABSDocument1 pageEvident Design Pricing Sept 2020 - LABSHunterNo ratings yet
- Development of Face, Nose & PalateDocument44 pagesDevelopment of Face, Nose & PalateIshwari Gaikwad100% (1)
- D C G E: Epsom and ST Helier University HospitalsDocument1 pageD C G E: Epsom and ST Helier University HospitalscarlcthayerNo ratings yet
- Inlay Wax 9Document67 pagesInlay Wax 9Nishi GuptaNo ratings yet
- Bridges-Biomechanics: Abutment AssessmentDocument18 pagesBridges-Biomechanics: Abutment AssessmentRik ChatterjeeNo ratings yet
- IPS E-Max ZirCAD Prime PDFDocument16 pagesIPS E-Max ZirCAD Prime PDFAstalanas KaraNo ratings yet
- A Day With Pascal Magne On Anterior Bonded Restorations - FINALDocument4 pagesA Day With Pascal Magne On Anterior Bonded Restorations - FINALOzan ÇubukNo ratings yet
- Metallic BiomaterialsDocument34 pagesMetallic BiomaterialsHarshil Dave100% (1)
- Antibacterial Effectiveness of 2% Chitosan and 2% Chlorhexidine Against PDFDocument5 pagesAntibacterial Effectiveness of 2% Chitosan and 2% Chlorhexidine Against PDFAlexandraNo ratings yet
- 1 - Cairo Uni - Final Revision MCQ PedoDocument43 pages1 - Cairo Uni - Final Revision MCQ PedoYugi El-yaddakNo ratings yet
- Guidance For The Extraction of First Permanent Molars in ChildrenDocument10 pagesGuidance For The Extraction of First Permanent Molars in ChildrenRawan ZaatrehNo ratings yet
- Screenshot 2023-11-13 at 21.13.58Document27 pagesScreenshot 2023-11-13 at 21.13.58Acanea YippoNo ratings yet
- HSS Power Hacksaw Blades: Product DetailsDocument3 pagesHSS Power Hacksaw Blades: Product DetailsKang WahyudiNo ratings yet
- 05 - 002 All-Ceramic Inlays and OnlaysDocument3 pages05 - 002 All-Ceramic Inlays and Onlayssiddu76No ratings yet
- Bailey Et Al-2020-Cochrane Database of Systematic ReviewsDocument164 pagesBailey Et Al-2020-Cochrane Database of Systematic ReviewsLavinia TrincaNo ratings yet