You might also like
- Design FMEA: R? What Are The Existing ControlsDocument1 pageDesign FMEA: R? What Are The Existing Controlsquals2013No ratings yet
- Design and Process FMEA TemplateDocument4 pagesDesign and Process FMEA TemplateKrunal PandyaNo ratings yet
- Design and Process FMEA TemplateDocument4 pagesDesign and Process FMEA TemplateMadhuseptember2022100% (1)
- Design and Process FMEA TemplateDocument7 pagesDesign and Process FMEA TemplateRajkumar VijNo ratings yet
- Design and Process Fmea WorksheetDocument4 pagesDesign and Process Fmea WorksheetEnrico Luis Caube BalisalisaNo ratings yet
- Latest FMEA TemplateDocument8 pagesLatest FMEA TemplateBalu HegdeNo ratings yet
- Process FMEA TemplateDocument3 pagesProcess FMEA Templateibrahime mohammedNo ratings yet
- Item Name: FMEA Team: Prepared By: FMEA Date (Orig) : Revision #Document4 pagesItem Name: FMEA Team: Prepared By: FMEA Date (Orig) : Revision #Alper GmNo ratings yet
- Design and Process FMEA TemplateDocument4 pagesDesign and Process FMEA TemplateAkshay KaranjeNo ratings yet
- Potential Failure Mode Effect Analysis (Pfmea)Document4 pagesPotential Failure Mode Effect Analysis (Pfmea)manno200No ratings yet
- ? What Are The Existing Controls, Ns What Are The Actions ForDocument10 pages? What Are The Existing Controls, Ns What Are The Actions ForPk NimiwalNo ratings yet
- Sorsogon State University: Risks RegisterDocument3 pagesSorsogon State University: Risks RegisterMark DipadNo ratings yet
- Anpqp - Design Potential FmeaDocument2 pagesAnpqp - Design Potential FmeaJoaquinNo ratings yet
- Potential Failure Mode and Effects AnalysisDocument1 pagePotential Failure Mode and Effects AnalysisNatarajan GopalaswamyNo ratings yet
- Process / Product Failure Modes and Effects Analysis (FMEA) Process / Product Failure Modes and Effects Analysis (FMEA)Document1 pageProcess / Product Failure Modes and Effects Analysis (FMEA) Process / Product Failure Modes and Effects Analysis (FMEA)AbhishekChowdhuryNo ratings yet
- FMEADocument1 pageFMEASamuelNo ratings yet
- Design Fmea 1 ST Pipe Teflon HoseDocument11 pagesDesign Fmea 1 ST Pipe Teflon HoseSandeep PandeyNo ratings yet
- Safety FMEADocument4 pagesSafety FMEAnormalNo ratings yet
- dFMEA 4th Edition BlankDocument1 pagedFMEA 4th Edition BlankTom@GGCNo ratings yet
- 7000 Series PFMEA (English For Reference)Document9 pages7000 Series PFMEA (English For Reference)RonNo ratings yet
- Failure Mode Effects: AnalysisDocument161 pagesFailure Mode Effects: AnalysismhafizanNo ratings yet
- FMEA - HCI CONSOLE FLOOR - LHD OKDocument20 pagesFMEA - HCI CONSOLE FLOOR - LHD OKManikandanNo ratings yet
- Form FMEA SQM HondaDocument1 pageForm FMEA SQM HondaKip RockNo ratings yet
- Anpqp - Process Potential Fmea: Nissan Important Part Renault - CSRDocument2 pagesAnpqp - Process Potential Fmea: Nissan Important Part Renault - CSRjefry sitorusNo ratings yet
- Potential Failure Mode and Effects Analysis (DESIGN FMEA) : Disk Brake Sub-AssemblyDocument6 pagesPotential Failure Mode and Effects Analysis (DESIGN FMEA) : Disk Brake Sub-AssemblyLuis Carlos SuarezNo ratings yet
- TQM 2021HB79113Document1 pageTQM 2021HB79113chirag sharmaNo ratings yet
- Process FMEA WorksheetDocument1 pageProcess FMEA WorksheetmohanNo ratings yet
- AmefDocument2 pagesAmefAmair Marthz100% (1)
- Fmea K1ba 2020Document7 pagesFmea K1ba 2020Kip RockNo ratings yet
- Failure Modes and Effects Analysis (FMEA) - Risk Assessment MatrixDocument2 pagesFailure Modes and Effects Analysis (FMEA) - Risk Assessment MatrixIoan Mihai ArmăşelNo ratings yet
- Meenakshi Molding Private Limited Process FMEA: Form No - FM/7.1/01/09Document4 pagesMeenakshi Molding Private Limited Process FMEA: Form No - FM/7.1/01/09ilaya rajaNo ratings yet
- 6000 Series PFMEA (English For Reference)Document8 pages6000 Series PFMEA (English For Reference)RonNo ratings yet
- 4-Final RA For Installation of Instalation Precast PDFDocument2 pages4-Final RA For Installation of Instalation Precast PDFeng mohamad husamNo ratings yet
- PFMEA Format v01 AdaDocument1 pagePFMEA Format v01 AdaBalakumaran MurugesanNo ratings yet
- Design FMEA Template Rev 1.0Document8 pagesDesign FMEA Template Rev 1.0Lê Hoàn VũNo ratings yet
- FMEA - Quick Reference Guide: Actions Are Required: (By Priority)Document2 pagesFMEA - Quick Reference Guide: Actions Are Required: (By Priority)Igor PNo ratings yet
- Potential Failure Mode and Effects Analysis (Design FMEA)Document12 pagesPotential Failure Mode and Effects Analysis (Design FMEA)sachNo ratings yet
- FMEA GuideDocument161 pagesFMEA GuideGyanesh_DBNo ratings yet
- Service - SafetyDocument4 pagesService - Safetyvivekkoraddi18No ratings yet
- FMEA Machine Shop As On 31-10-2022Document1 pageFMEA Machine Shop As On 31-10-2022raghbirNo ratings yet
- PFMEADocument26 pagesPFMEAsmplfbd.qaNo ratings yet
- FMEA Guide-Q1Document161 pagesFMEA Guide-Q1Vikas SinghNo ratings yet
- DFMEA PFMEA Control Plan LinkagesDocument1 pageDFMEA PFMEA Control Plan LinkagesSaul Montiel100% (2)
- Annexure-I Hira For Upvc & PP Piping Works.Document2 pagesAnnexure-I Hira For Upvc & PP Piping Works.Dhananjai TiwariNo ratings yet
- Potential Failure Mode and Effects Analysis (Process Fmea)Document4 pagesPotential Failure Mode and Effects Analysis (Process Fmea)Mahmoud KhalifaNo ratings yet
- SSCX Fmea TemplateDocument1 pageSSCX Fmea Templatetami lestariNo ratings yet
- Potential Failure Mode and Effect Analysis: (Process Fmea)Document9 pagesPotential Failure Mode and Effect Analysis: (Process Fmea)SACHIN KUMARNo ratings yet
- FMEADocument1 pageFMEADiego MartínNo ratings yet
- Prod-Fmea-01 PfmeaDocument1 pageProd-Fmea-01 Pfmeaumesh sengarNo ratings yet
- Pfmea 08-11-2022Document5 pagesPfmea 08-11-2022Laboratorio MapremecNo ratings yet
- Pfmea KVTDocument3 pagesPfmea KVTRS MANIKANDANNo ratings yet
- F-PD-06 PfmeaDocument1 pageF-PD-06 PfmeaTrivesh SharmaNo ratings yet
- PFMEA - StampingDocument8 pagesPFMEA - StampingNimesh Mehta67% (6)
- Aditya Engineering College - mBAJA - Pithampur - DFMEADocument1 pageAditya Engineering College - mBAJA - Pithampur - DFMEAMani Shankar YadavNo ratings yet
- 06) - Fmea For 11190722 - DDocument192 pages06) - Fmea For 11190722 - DMONISHRAJNo ratings yet
- Dfmea ExampleDocument3 pagesDfmea ExampleParag Kulkarni100% (1)
- Unit-3 PsocDocument23 pagesUnit-3 PsocDESI BRAHMNNo ratings yet
- E3120.07vratex - Pvcexcon 3F30 PG62 V07V20 As Ar Fa FR AtexDocument1 pageE3120.07vratex - Pvcexcon 3F30 PG62 V07V20 As Ar Fa FR AtexCustomer ServiceNo ratings yet
- The Griffith Relation - A Historical Review: by Dietrich Munz and Theo FettDocument28 pagesThe Griffith Relation - A Historical Review: by Dietrich Munz and Theo FettV.v. TaguisNo ratings yet
- Curriculum of B. Tech. (Mechanical Engineering)Document36 pagesCurriculum of B. Tech. (Mechanical Engineering)KharaPrasadNo ratings yet
- University Course Lecture NotesDocument332 pagesUniversity Course Lecture NotesAlFakir Fikri AlTakiriNo ratings yet
- Research: John W. HutchinsonDocument25 pagesResearch: John W. HutchinsonskcNo ratings yet
- Ocs Engineering & Construction (India) PVT LTD: Quality Assurance DepartmentDocument1 pageOcs Engineering & Construction (India) PVT LTD: Quality Assurance DepartmentvinothNo ratings yet
- CAT Diesel ManualsDocument21 pagesCAT Diesel Manualsaaguilarm100% (1)
- Puerto Muestreo Con Pitot Serie BDocument1 pagePuerto Muestreo Con Pitot Serie BJeisson HolguinNo ratings yet
- @airbus: Component Maintenance Manual With Illustrated Part ListDocument390 pages@airbus: Component Maintenance Manual With Illustrated Part Listjoker hotNo ratings yet
- DTC 17501 - P1093 - 004243Document1 pageDTC 17501 - P1093 - 004243JuanLopez64ChNo ratings yet
- 577 API ExercisesDocument41 pages577 API Exercisesadel100% (1)
- Estimation of Flow Patterns: NPTEL, IIT Kharagpur, Prof. Gargi Das, Department of Chemical EngineeringDocument4 pagesEstimation of Flow Patterns: NPTEL, IIT Kharagpur, Prof. Gargi Das, Department of Chemical EngineeringahmedNo ratings yet
- SG6250HV-MV Container InstallationDocument3 pagesSG6250HV-MV Container InstallationJesica SantibañezNo ratings yet
- WORKSHOP MANUAL Aprilia MA - MY 50 Usa PDFDocument54 pagesWORKSHOP MANUAL Aprilia MA - MY 50 Usa PDFwiyasatamaNo ratings yet
- Binotto Technical BrochureDocument19 pagesBinotto Technical BrochureDony Wijaya100% (1)
- S05 TMNDocument33 pagesS05 TMNJacquelineNo ratings yet
- Butt Heat Fusion Polyethylene (PE) Plastic Fittings For Polyethylene (PE) Plastic Pipe and TubingDocument6 pagesButt Heat Fusion Polyethylene (PE) Plastic Fittings For Polyethylene (PE) Plastic Pipe and TubingHernando Andrés Ramírez GilNo ratings yet
- HP300 GA and Dimensional Drawings MM1472950 - 0Document10 pagesHP300 GA and Dimensional Drawings MM1472950 - 0Thiago PaivaNo ratings yet
- Double Mechanical Seals, Tandem ArrangementDocument10 pagesDouble Mechanical Seals, Tandem ArrangementViwek MertiyaNo ratings yet
- How To Fix Ender 3 S1 and S1 Pro ABL IssuesDocument5 pagesHow To Fix Ender 3 S1 and S1 Pro ABL IssuesServicekamuiKamuiNo ratings yet
- Toyota 5FG33 45 5FD33 45 5FGE35 5FDE35 Forklift Service Repair Manual PDF - p027Document1 pageToyota 5FG33 45 5FD33 45 5FGE35 5FDE35 Forklift Service Repair Manual PDF - p027sơn forkliftNo ratings yet
- Plano 236D PDFDocument27 pagesPlano 236D PDFArle SalasNo ratings yet
- Drilling MachineDocument28 pagesDrilling Machineultimatestar1571No ratings yet
- GE WeldstarDocument6 pagesGE WeldstarJamesNo ratings yet
- CARRIER Chart PDFDocument1 pageCARRIER Chart PDFacmm59383No ratings yet
- 1st Quarter - SCIENCE 8-WEEK 1-2Document6 pages1st Quarter - SCIENCE 8-WEEK 1-2MICAH NORADANo ratings yet
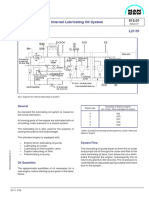
- Internal Lubricating Oil System: GeneralDocument3 pagesInternal Lubricating Oil System: GeneralAtanasio PerezNo ratings yet
- ENGEL Victory enDocument17 pagesENGEL Victory enValentinIvascuNo ratings yet