Professional Documents
Culture Documents
06) - Fmea For 11190722 - D
Uploaded by
MONISHRAJOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
06) - Fmea For 11190722 - D
Uploaded by
MONISHRAJCopyright:
Available Formats
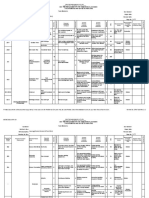
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
1). Work instruction (ISC-II-MS-WI- 022) displayed
Next Operation 1) Parts not stacking properly 1)Inward /Receiving inspection
at shop floor
Part rejected 2) Dedicated bins not available 2). Training Provided for material handling Inward /Receiving inspection
Subsequent Operation
3) Severity of the problem not explained to the 100% Visually checked wheather it is covered
Un known of seriousness On the job training
operators properly
PARTS DAMAGED 4 3 7 84
Assembly
No Effect
End user
No Effect
CASTING WITHOUT VISUAL
DEFECTS
Next Operation
Parts need to be rework 1). Parts stored in open place 1). Dedicated layout provided
Subsequent Operation 2). Parts not dipped in oil 2). Oil dipping process included in process flow
10. Problem in semifinish operation 3). Parts are transferred by roofless vechile 3). Covered vechile or Tarpaulin used
RUST 100 % Visual inspection carried out at inward
TRANSPORTATION NA 2 3 8 48
APPEARANCE inspection
& STORAGE Assembly
No Effect
End user
No Effect
Next Operation
Quantity excess or shortage while machining 1). Quantity excess or shortage while machining Proper counting with trained persons
Subsequent Operation
No Effect
QUANTITY AS PER MENTIONED IN IMPROPER
3 3 100% Visual inspection with delivery chalan 8 72
DELIVERY CHALAN COUNTING
Assembly
No Effect
End user
No Effect
OPERATION NO :- 20 RAW MATERIAL INSPECTION
Next Operation
Causes poor machining
Subsequent Operation
20. PARAMETERS Causes poor
CASTING WITHOUT DEFECTS & machining in further process 1). Improper inspection, 1). Proper inspection, Inspection as per SSIP level 1 with appropriate
RAW MATERIAL NA OUT OF 4 3 7 84
PRODUCT SPECIFICATIONS 2). Ineffecient training to the inspector. 2). Effective training to the operator. measuring instruments Incoming inspectiopn
INSPECTION SPECIFICATIONS Assembly
No Effect
End user
No Effect
OPERATION NO :- 30 RAW MATERIAL STORAGE
Next Operation
Part rejected
Subsequent Operation
30. Problem in next operation
1)OPL /Work instruction displayed at shop floor (
RAW MATERIAL NA PARTS WITHOUT DAMAGE PARTS DAMAGED 4 1) Improper stacking 3 100% Visual inspection 7 84
ISC-MS-SRDAN-02-PM )
STORAGE Assembly
No Effect
End user
No Effect
PAGE NO- 1 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 Next Operation
RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Time delayed due to sorting of 100%
Subsequent Operation
30. Time delayed due to sorting of 100%
RAW MATERIAL NA PARTS WITHOUT MIXUP PARTS MIXED UP 4 zig-zag material flow dedicted layout 3 Inward inspection 7 84
STORAGE Assembly
No Effect
End user
No Effect
OPERATION NO :- 40 RAW MATERIAL TRANSPORTATION FROM STORAGE AREA TO MACHINE SHOP
1). Work instruction (ISC-II-MS-WI- 022) displayed
Next Operation 1) Parts not stacking properly 1)Inward /Receiving inspection
at shop floor
Part rejected 2) Dedicated bins not available 2). Training Provided for material handling Inward /Receiving inspection
Subsequent Operation
3) Severity of the problem not explained to the 100% Visually checked wheather it is covered
PARTS DAMAGED Un known of seriousness 4 operators
On the job training 3 properly 7 84
Assembly
No Effect
40.
RAW MATERIAL End user
TRANSPORTATION CASTING WITHOUT VISUAL No Effect
NA
FROM STORAGE DEFECTS
AREA TO MACHINE Next Operation
SHOP Parts need to be rework 1). Parts stored in open place 1). Dedicated layout provided
Subsequent Operation 2). Parts not dipped in oil 2). Oil dipping process included in process flow
RUST Problem in semifinish operation 3). Parts are transferred by roofless vechile 3). Covered vechile or Tarpaulin used 100 % Visual inspection carried out at inward
3 3 8 72
APPEARANCE Assembly inspection
No Effect
End user
No Effect
OPERATION NO :- 50 PRE MACHINING - 1 ( DATUM "E" OPPOSITE SIDE )
Next Operation 1). Wrong Tool Offset 1). Dead stopper on lathe machine slide
Master program verification, job set up and As per
Stock minimized at next operation / Unwash Sampling Plan (ISC-II-TS-QCD-SSIP-D02)
2). Improper M/C Setup 2). Proper checked JSIR
observed at face
periodic inspection with 2D Height Gauge
Subsequent Operation 3). Tool built up edge 3). Alarm & lock in machine for tool life excess
4). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
DISTANCE UNDER No Effect 4). Play in cross slide
5 ( ISCII-TS-MTC-PMP/C-R04 ) 3 PMP-R05) with CMK study 5 75
SIZE
Assembly
No Effect
End User
CORE HOLE DISTANCE FOR No Effect
--- 32.00±0.50 STOCK
( 32.20(-0.00 to +0.10)mm ) Next Operation 1). Wrong Tool Offset 1). Dead stopper on lathe machine slide
Master program verification, job set up and As per
Load for the next process will be high and it may Sampling Plan (ISC-II-TS-QCD-SSIP-D02)
2). Improper M/C Setup 2). Proper checked JSIR
lead to lower the tool life periodic inspection with 2D Height Gauge
Subsequent Operation 3). Tool wear 3). Alarm & lock in machine for tool life excess
DISTANCE OVER 4). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
No Effect 4 4). Play in cross slide 3 6 72
SIZE ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
Assembly
No Effect
End User
50.
PRE MACHINING - 1 No Effect
( DATUM "E"
OPPOSITE SIDE ) Next Operation 1). Wrong Tool Offset 1). Dead stopper on lathe machine slide Master program verification, job set up and As per
Stock minimized at next operation / Unwash Sampling Plan (ISC-II-TS-QCD-SSIP-D02)
2). Improper M/C Setup 2). Proper checked JSIR periodic inspection with 2D Height Gauge (or)
observed at face
Digital Vernier Caliper
Subsequent Operation 3). Tool built up edge 3). Alarm & lock in machine for tool life excess
THICKNESS 4). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
No Effect 5 4). Play in cross slide 3 5 75
UNDER SIZE ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
Assembly
No Effect
End User
TOTAL THICKNESS FOR No Effect
--- 67.00±0.50 STOCK
( 69.20(-0.00 to +0.10)mm ) Next Operation 1). Wrong Tool Offset 1). Dead stopper on lathe machine slide Master program verification, job set up and As per
Load for the next process will be high and it may Sampling Plan (ISC-II-TS-QCD-SSIP-D02)
2). Improper M/C Setup 2). Proper checked JSIR periodic inspection with 2D Height Gauge (or)
lead to lower the tool life
Digital Vernier Caliper
Subsequent Operation 3). Tool wear 3). Alarm & lock in machine for tool life excess
THICKNESS 4). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
No Effect 4 4). Play in cross slide 3 6 72
OVER SIZE ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
Assembly
No Effect
End User
No Effect
PAGE NO- 2 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
10 PRE
OPERATION NO :- 60 RAWMACHINING
MATERIAL FROM FOUNDRY
- 2 ( DATUM TO MACHINE
"E" SIDE ) SHOP
Next Operation 1). Tool worn out 1) tool freq. mentioned TMC
Master program verification, job set up and As per
Taper of drills , coordinates erros, 2). Improper M/C Setup 2). Proper checked JSIR Sampling Plan (ISC-II-TS-QCD-SSIP-D02)
periodic inspection with Height Gauge with dial
Subsequent Operation 3). Tool built up edge / wear 3). Alarm & lock in machine for tool life excess
PARALLELISM ON DATUM 'E'
4). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
OPPOSITE FACE No Effect 4). Play in cross slide
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
--- 6 3 5 90
SPECIFICATION
Assembly
( f | 0.30 | E )
No Effect
End User
No Effect
Next Operation 1). Wrong Tool Offset 1). Dead stopper on lathe machine slide
Master program verification, job set up and As per
Stock minimized at next operation / Unwash Sampling Plan (ISC-II-TS-QCD-SSIP-D02)
2). Improper M/C Setup 2). Proper checked JSIR
observed at face periodic inspection with 2D Height Gauge (or)
Digital Vernier Caliper
Subsequent Operation 3). Tool built up edge 3). Alarm & lock in machine for tool life excess
60. 4). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
THICKNESS No Effect 4). Play in cross slide
PRE MACHINING - 2 5 ( ISCII-TS-MTC-PMP/C-R04 ) 3 PMP-R05) with CMK study 5 75
UNDER SIZE
( DATUM "E" SIDE ) Assembly
No Effect
End User
TOTAL THICKNESS FOR No Effect
--- 67.00±0.50 STOCK
( 67.40(-0.00 to +0.10)mm ) Next Operation 1). Wrong Tool Offset 1). Dead stopper on lathe machine slide
Master program verification, job set up and As per
Load for the next process will be high and it may Sampling Plan (ISC-II-TS-QCD-SSIP-D02)
2). Improper M/C Setup 2). Proper checked JSIR
lead to lower the tool life periodic inspection with 2D Height Gauge (or)
Digital Vernier Caliper
Subsequent Operation 3). Tool wear 3). Alarm & lock in machine for tool life excess
4). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
THICKNESS OVER No Effect 4). Play in cross slide
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
4 3 6 72
SIZE
Assembly
No Effect
End User
No Effect
OPERATION NO :- 70 RAW MATERIAL INSPECTION
Next Operation
Causes poor machining
Subsequent Operation
70.
PARAMETERS Causes poor machining in further process
PRE MACHINING CASTING WITHOUT DEFECTS & 1). Improper inspection, 1). Proper inspection, Inspection as per SSIP level 1 with appropriate
NA OUT OF 4 3 7 84
INWARD PRODUCT SPECIFICATIONS 2). Ineffecient training to the inspector. 2). Effective training to the operator. measuring instruments Incoming inspectiopn
SPECIFICATIONS Assembly
INSPECTION
No Effect
End user
No Effect
OPERATION NO :- 80 SURFACE GRINDING-1 ( DATUM "E" OPPOSITE SIDE )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR Master program verification at Job set up and 25
jobs once periodic inspection with Surface
No Effect 2). Grinding wheel worn out 2). Alarm & lock in machine for tool life excess Roughness Tester
SURFACE FINISH ON DATUM 'E' 3). Preventive maintainance Plan
Subsequent Operation 3). M/C Bed Flatness More Poor awarness Preventive maintainance Record (ISCII-TS-MTC-
OPPOSITE FACE ( ISCII-TS-MTC-PMP/C-R04 )
OUT OF 4). Preventive maintainance Plan PMP-R05) with CMK study
75 Part get rejected at final inspection 8 4). Play in cross slide 2 6 96
SPECIFICATION ( ISCII-TS-MTC-PMP/C-R04 )
Ra 2.50
( 2X Rz 16 ) Assembly
Performance failure
80. End User
SURFACE Reduced Performance
GRINDING-1
( DATUM "E" Next Operation 1). Improper M/C Setup 1). Proper checked JSIR Master program verification at Job set up and 25
OPPOSITE SIDE ) jobs once periodic inspection with Surface
No Effect 2). Grinding wheel worn out 2). Alarm & lock in machine for tool life excess Roughness Tester
SURFACE FINISH ON DATUM 'E' 3). Preventive maintainance Plan
Subsequent Operation 3). M/C Bed Flatness More Poor awarness
OPPOSITE FACE ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
OUT OF PMP-R05) with CMK study
79 8 4). Preventive maintainance Plan 2 6 96
SPECIFICATION Part get rejected at final inspection 4). Play in cross slide
Ra 2.50 ( ISCII-TS-MTC-PMP/C-R04 )
( 2X Rz 16 ) Assembly
Performance failure
End User
Reduced Performance
PAGE NO- 3 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR Master program verification at Job set up and 25
jobs once periodic inspection with CMM & 4 No"s
No Effect 2). Grinding wheel worn out 2). Alarm & lock in machine for tool life excess Per Shift Cpu Chart Inspection with CMM
3). Preventive maintainance Plan
Subsequent Operation 3). M/C Bed Flatness More Poor awarness
FLATNESS ON DATUM 'E' ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
OPPOSITE FACE 4). Preventive maintainance Plan PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 4). Play in cross slide
77 8 ( ISCII-TS-MTC-PMP/C-R04 ) 2 6 96
SPECIFICATION
(2X c | 0.035 ) Assembly
Performance failure
End User
Reduced Performance
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR Master program verification at Job set up and 25
jobs once periodic inspection with CMM & 5 No"s
No Effect 2). Grinding wheel worn out 2). Alarm & lock in machine for tool life excess Per Shift Cpu Chart Inspection with CMM
3). Preventive maintainance Plan
Subsequent Operation 3). M/C Bed Flatness More Poor awarness
FLATNESS ON DATUM 'E' ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
OPPOSITE FACE 4). Preventive maintainance Plan PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 4). Play in cross slide
81 8 ( ISCII-TS-MTC-PMP/C-R04 ) 2 6 96
SPECIFICATION
(2X c | 0.035 ) Assembly
Performance failure
End User
80.
SURFACE Reduced Performance
GRINDING-1 1). Key lock for un autorised access & program
( DATUM "E" Next Operation 1). Wrong offset
control for parameters
OPPOSITE SIDE ) Master program verification at Job set up and 5
Stock minimized at next operation / Unwash jobs once periodic inspection with 2D Height
2). Improper M/C Setup 2). Proper checked JSIR
observed at face Gauge
Subsequent Operation 2). Grinding wheel wear out 3). Alarm & lock in machine for tool life excess
THICKNESS 4). Preventive maintainance Plan
No Effect 5 4). M/C Bed Flatness More Poor awarness 3 5 75
( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
UNDER SIZE
5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Play in cross slide
( ISCII-TS-MTC-PMP/C-R04 )
No Effect
End User
TOTAL THICKNESS FOR
--- 67.00±0.50 STOCK No Effect
( 4 X 67.15±0.06mm ) 1). Key lock for un autorised access & program
Next Operation 1). Wrong offset
control for parameters
Master program verification at Job set up and 5
Load for the next process will be high and it may jobs once periodic inspection with 2D Height
2). Improper M/C Setup 2). Proper checked JSIR
lead to lower the tool life Gauge
Subsequent Operation 3). Grinding wheel worn out 3). Alarm & lock in machine for tool life excess
THICKNESS OVER 4). Preventive maintainance Plan
No Effect 4 4). M/C Bed Flatness More Poor awarness 3 6 72
SIZE ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Play in cross slide
( ISCII-TS-MTC-PMP/C-R04 )
No Effect
End User
No Effect
OPERATION NO :- 90 SURFACE GRINDING-2 ( DATUM "E" -SIDE )
1). Key lock for un autorised access & program
Next Operation 1). Wrong offset
control for parameters Master program verification at Job set up and 5
jobs once periodic inspection with 2D Height
No Effect 2). Improper M/C Setup 2). Proper checked JSIR
Gauge
Subsequent Operation 2). Grinding wheel wear out 3). Alarm & lock in machine for tool life excess
DISTANCE UNDER Part get rejected at final inspection 4). Preventive maintainance Plan
7 4). M/C Bed Flatness More Poor awarness 3 Preventive maintainance Record (ISCII-TS-MTC- 4 84
SIZE ( ISCII-TS-MTC-PMP/C-R04 )
5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Play in cross slide
( ISCII-TS-MTC-PMP/C-R04 )
Fitment problem
End User
90.
SURFACE No Effect
TOTAL THICKNESS
GRINDING-2 102 A 1). Key lock for un autorised access & program
( 67.00±0.50mm ) Next Operation 1). Wrong offset
( DATUM "E" -SIDE control for parameters Master program verification at Job set up and 5
) jobs once periodic inspection with 2D Height
No Effect 2). Improper M/C Setup 2). Proper checked JSIR
Gauge
Subsequent Operation 3). Grinding wheel worn out 3). Alarm & lock in machine for tool life excess
4). Preventive maintainance Plan
DISTANCE OVER Part get reject/rework at final inspection 4). M/C Bed Flatness More Poor awarness
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 Preventive maintainance Record (ISCII-TS-MTC- 5 90
SIZE
5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Play in cross slide
( ISCII-TS-MTC-PMP/C-R04 )
Fitment problem
End User
No Effect
PAGE NO- 4 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP 1). Key lock for un autorised access & program
Next Operation 1). Wrong offset
control for parameters
Master program verification at Job set up and 5
No Effect 2). Improper M/C Setup 2). Proper checked JSIR jobs once periodic inspection with CMM (or) 2D
Height Gauge
Subsequent Operation 2). Grinding wheel wear out 3). Alarm & lock in machine for tool life excess
DISTANCE UNDER 4). Preventive maintainance Plan
Part get rejected at final inspection 8 4). M/C Bed Flatness More Poor awarness 3 5 120
SIZE ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Play in cross slide
( ISCII-TS-MTC-PMP/C-R04 )
Fitment problem
End User
CORE HOLE DISTANCE No Effect
57
( 32.00±0.50mm )
1). Key lock for un autorised access & program
Next Operation 1). Wrong offset
control for parameters Master program verification at Job set up and 5
No Effect 2). Improper M/C Setup 2). Proper checked JSIR jobs once periodic inspection with CMM (or) 2D
Height Gauge
Subsequent Operation 2). Grinding wheel worn out 3). Alarm & lock in machine for tool life excess
4). Preventive maintainance Plan
Part get reject/rework at final inspection 4). M/C Bed Flatness More Poor awarness
DISTANCE OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
8 3 6 144
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Play in cross slide
( ISCII-TS-MTC-PMP/C-R04 )
Fitment problem
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR Master program verification at Job set up and 25
jobs once periodic inspection with Surface
No Effect 2). Grinding wheel worn out 2). Alarm & lock in machine for tool life excess Roughness Tester
3). Preventive maintainance Plan
Subsequent Operation 3). M/C Bed Flatness More Poor awarness
SURFACE FINISH ON DATUM 'E' ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
FACE OUT OF 4). Preventive maintainance Plan PMP-R05) with CMK study
14 Part get rejected at final inspection 8 4). Play in cross slide 2 6 96
SPECIFICATION ( ISCII-TS-MTC-PMP/C-R04 )
Ra 2.50
( Rz 16 ) Assembly
Performance failure
90.
SURFACE End User
GRINDING-2
( DATUM "E" -SIDE Reduced Performance
) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR Master program verification at Job set up and 25
jobs once periodic inspection with CMM & 5 No"s
No Effect 2). Grinding wheel worn out 2). Alarm & lock in machine for tool life excess Per Shift Cpu Chart Inspection with CMM
3). Preventive maintainance Plan
Subsequent Operation 3). M/C Bed Flatness More Poor awarness
( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
FLATNESS ON DATUM 'E' FACE
OUT OF 4). Preventive maintainance Plan PMP-R05) with CMK study
13 Part get rejected at final inspection 8 4). Play in cross slide 2 6 96
SPECIFICATION ( ISCII-TS-MTC-PMP/C-R04 )
( c | 0.035 )
Assembly
Performance failure
End User
Reduced Performance
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR Master program verification at Job set up and 25
jobs once periodic inspection with 2D Height
No Effect 2). Grinding wheel worn out 2). Alarm & lock in machine for tool life excess Gauge
3). Preventive maintainance Plan
Subsequent Operation 3). M/C Bed Flatness More Poor awarness
( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
PARALLELISM ON DATUM 'E'
4). Preventive maintainance Plan PMP-R05) with CMK study
OPPOSITE FACE Part get rejected at final inspection 4). Play in cross slide
OUT OF ( ISCII-TS-MTC-PMP/C-R04 )
76 6 3 5 90
SPECIFICATION
(2X |
f | 0.50 E ) Assembly
Performance failure
End User
Reduced Performance
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR Master program verification at Job set up and 25
jobs once periodic inspection with 2D Height
No Effect 2). Grinding wheel worn out 2). Alarm & lock in machine for tool life excess Gauge
3). Preventive maintainance Plan
Subsequent Operation 3). M/C Bed Flatness More Poor awarness
( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
PARALLELISM ON DATUM 'E'
4). Preventive maintainance Plan PMP-R05) with CMK study
OPPOSITE FACE Part get rejected at final inspection 4). Play in cross slide
OUT OF ( ISCII-TS-MTC-PMP/C-R04 )
80 6 3 5 90
SPECIFICATION
(2X |
f | 0.50 E ) Assembly
Performance failure
End User
Reduced Performance
PAGE NO- 5 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10
100 -RAW MATERIAL
( DATUM FROM FOUNDRY
"E" OPPOSITE TO MACHINE
SIDE ) SPOT SHOP FORMING, DRILLING, TAPPING & CHAMFERING
FACING, PORT
1). Product placed in wrong position while 1). Proper training provided for clamping
Next Operation 100% Visual Inspection with Fixture set up
clamping Operation standard ( OP/08/DFS-08 ).
1). Lead to tool breakage in current operation
2). Proper training provided for clamping
2). Can not achive the product specification in 2). Clamping tight variation 100% proper tighted (15 to 25 Nm ) with allen Key
Operation standard ( OP/08/DFS-08 ).
current operation
100.(01) Subsequent Operation
IMPROPER
CLAMP THE JOB IN --- PROPER CLAMPING Part get rejected at final inspection 7 2 6 84
CLAMPING
FIXTURE
Assembly
No Effect
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Can not achive the dimension Ø11.00(+0.001 to
+0.011)mm in 100.4th process and get rejected 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Tool verification as per tool package sheet before
at 100.4th process part setting
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
DIAMETER OVER 4). Preventive maintainance Plan
Part get rejected at final inspection 5 4). Tool worn out 2 5 50
SIZE ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
No Effect
HOLE DIAMETER ON Ø11.00(+0.001
End User
to +0.011) STOCK
---
No Effect
( Ø10.70±0.10mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Load for the 100.4th process will be high and it
2). Tool wear out 2). Alarm & lock in machine for tool life excess
may lead to lower the tool life Tool verification as per tool package sheet before
3). Key lock for un authorised access & Program part setting
Subsequent Operation 3). Wrong Tool selection
control for parameter
DIAMETER
Possibility for subsequent tool broken 6 2 4 48
UNDER SIZE
Assembly
No Effect
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Can not achive the dimension 35.00±0.20 mm in
100.4th process and get rejected at 100.4th 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
process
3). Key lock for un authorised access & Program Master program verification
100.(02) Subsequent Operation 3). Wrong Tool selection
control for parameter
Ø10.70MM DRILLING 4). Key lock for un authorised access & Program
FOR Ø11.00 DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
ROUGHING - 1 SIZE
5). Key lock for un authorised access & Program
PLACE Assembly 5). Wrong work offset
control for parameter
( DATUM "E"
OPPOSITE SIDE ) Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø10.70 No Effect
---
( 35.00±0.20mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Load for the 100.4th process will be high and it
2). Tool wear out 2). Alarm & lock in machine for tool life excess
may lead to lower the tool life
3). Key lock for un authorised access & Program Master program verification
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification
2). Key lock for un authorised access & Program
Possibility for combination reamer broken 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
POSITION ON Ø10.70 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF
--- Part get rejected at final inspection 5 2 5 50
SPECIFICATION
( j | Ø0.30 | E | F-G | G )
Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 6 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification
2). Key lock for un authorised access & Program
100.(02) Possibility for combination reamer broken 2). Wrong work offset
control for parameter
Ø10.70MM DRILLING 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
CENTER DISTANCE ON Ø10.70 Subsequent Operation 3). Machine axis variation (machine wear)
FOR Ø11.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF
ROUGHING - 1 --- Part get rejected at final inspection 5 2 4 40
( 15.40±0.15mm ), SPECIFICATION
PLACE
( 11.00±0.15mm ). Assembly
( DATUM "E"
OPPOSITE SIDE ) Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Groove vernier
3). Key lock for un authorised access & Program caliper (or) CMM
Subsequent Operation 3). Wrong Tool selection
control for parameter
DIAMETER OVER 4). Preventive maintainance Plan
Part get rejected at final inspection 6 4). Tool worn out 3 5 90
SIZE ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER
183 Q No Effect
( Ø12.20±0.20mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with Groove vernier
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection caliper (or) CMM
control for parameter
DIAMETER
Part get rejected at final inspection 7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Height
control for parameter
Gauge
DEPTH OVER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 6 4). Wrong Tool offset 3 4 72
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
100.(03) End User
Ø12.20MM DRILLING
HOLE DEPTH ON Ø12.20 No Effect
- 1 PLACE 183 D
( DATUM "E" ( 13.00±0.20mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
OPPOSITE SIDE )
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Height
control for parameter
Gauge
DEPTH UNDER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
POSITION ON Ø12.20 Subsequent Operation 3). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
184 Part get rejected at final inspection 7 2 6 84
SPECIFICATION
( j | Ø0.30 | E | F | G )
Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
CENTER DISTANCE ON Ø12.20 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
Part get rejected at final inspection 7 2 6 84
91, ( 15.40±0.15mm ), SPECIFICATION
89. ( 11.00±0.15mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 7 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
Master program verification at Job set up and 5
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Nos once periodic inspection & 100% process
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess inspection with Bore Dial Gauge (or) Air Plug
3). Key lock for un authorised access & Program Gauge & 4 Nos per Shift Xbar R Chart Inspected
Subsequent Operation 3). Wrong Tool selection with Air Plug Gauge.
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
8 2 5 80
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER No Effect
178
( Ø11.00(+0.001 to +0.011)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% process
3). Key lock for un authorised access & Program inspection with Bore Dial Gauge (or) Air Plug
Subsequent Operation 3). Wrong Tool selection Gauge & 4 Nos per Shift Xbar R Chart Inspected
control for parameter
with Air Plug Gauge.
DIAMETER Part get rejected at final inspection
8 3 4 96
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
100.(04) No Effect
HOLE DEPTH ON Ø11.00
Ø11.00MM REAMER - ---
( 35.00±0.20mm )
1 PLACE Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( DATUM "E"
OPPOSITE SIDE ) No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program Master program verification at Job set up
Next Operation 1). Program change
control for parameter inspection & Shift once periodic inspection with
2). Key lock for un authorised access & Program CMM & 4 Nos per day Cpu Chart inspect with
No Effect 2). Wrong work offset
control for parameter CMM
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CIRCULARITY ON Ø11.00 Part get rejected at final inspection
OUT OF
183 B 8 2 6 96
SPECIFICATION
( e | 0.007 ) Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program inspection & Shift once periodic inspection with
No Effect 2). Wrong Tool selection
control for parameter Surface Roughness tester & 4 Nos per day Cpu
3). Key lock for un authorised access & Program Chart inspect with Surface Roughness tester
SURFACE FINISH ON Ø11.00 Subsequent Operation 3). Wrong offset
control for parameter
OUT OF 4). Preventive maintainance Plan
183 C Part get rejected at final inspection 8 4). Machine axis variation (machine wear) 2 4 64
SPECIFICATION ( ISCII-TS-MTC-PMP/C-R04 )
( Ra 3.20
Rz 25 ) Assembly
Customer dissatisfaction at assembly
End User
Performance Low
PAGE NO- 8 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø11.00 Part get rejected at final inspection
OUT OF
184 7 2 6 84
SPECIFICATION
( j | Ø0.30 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
100.(04) End User
Ø11.00MM REAMER -
1 PLACE No Effect
( DATUM "E" 1). Key lock for un authorised access & Program
OPPOSITE SIDE ) Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø11.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection
7 2 6 84
91, ( 15.40±0.15mm ), SPECIFICATION
89. ( 11.00±0.15mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
183 J No Effect
( Ø16.50±0.20mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
100. (05)
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
ES. 1352 (G 1/4)
PORT FORM TOOL
Ø16.50 & 11.80 - 1 No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
PLACE Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
( DATUM "E" Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
OPPOSITE SIDE ) Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
SPOT FACE DEPTH ON Ø16.50
183 S
( 4.90±0.10mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
DEPTH UNDER
7 5). Key lock for un authorised access & Program 3 4 84
SIZE Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 9 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up
3). Key lock for un authorised access & Program inspection & Periodic inspection with CMM (or) 2D
Subsequent Operation 3). Wrong Tool selection
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE UNDER control for parameter
8 3 4 96
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
SPOT FACE DEPTH DISTANCE ON No Effect
289 Ø16.50
( 62.10±0.13mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection inspection & Periodic inspection with CMM (or) 2D
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE OVER control for parameter
8 5). Key lock for un authorised access & Program 3 4 96
SIZE Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
SURFACE FINISH ON Ø16.50 Subsequent Operation 3). Wrong offset
control for parameter
OUT OF 4). Preventive maintainance Plan
183 F Part get rejected at final inspection 6 4). Machine axis variation (machine wear) 2 4 48
SPECIFICATION ( ISCII-TS-MTC-PMP/C-R04 )
( Ra 3.20
Rz 25 ) Assembly
100. (05) Customer dissatisfaction at assembly
ES. 1352 (G 1/4)
End User
PORT FORM TOOL
Ø16.50 & 11.80 - 1 Performance Low
PLACE
( DATUM "E" 1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up & Day
OPPOSITE SIDE )
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CONCENTRICITY ON Ø16.50
OUT OF Part get rejected at final inspection
183 N 7 2 6 84
SPECIFICATION
( r | Ø0.40 | D ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up & Day
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
PERPENDICULARITY ON Ø16.50 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
FACE OUT OF Part get rejected at final inspection
183 T 7 2 6 84
SPECIFICATION
( b | 0.10 | D ) Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE DIAMETER OUT OF Part get rejected at final inspection
132 K 6 2 4 48
(Ø15.10±0.10mm ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 10 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE DIAMETER PORT 'C' BORE
132 K Part get rejected at final inspection 6 2 5 60
(Ø15.10±0.10mm ) MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
PORT 'C' BORE RUNOUT ON ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
Ø15.10 OUT OF Part get rejected at final inspection
183 H 7 2 6 84
SPECIFICATION
( h | 0.10 | D ) Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
PORT 'C' BORE SURFACE FINISH Subsequent Operation 3). Wrong offset
control for parameter
ON Ø15.10
4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
132 G 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
( Ra 3.20 Assembly
Rz 16 )
Customer dissatisfaction at assembly
End User
100. (05)
ES. 1352 (G 1/4) Performance Low
PORT FORM TOOL
Ø16.50 & 11.80 - 1 Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
PLACE Master program verification at Job set up
( DATUM "E" 2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
OPPOSITE SIDE ) control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
PORT 'C' BORE ANGLE ON Ø15.10 OUT OF
183 I 6 2 4 48
( 15°±1° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection 6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DEPTH ON Ø15.10 No Effect
183 O
( 2.30±0.20mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
DEPTH MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 11 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
OUT OF
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE OUTER NOSE
183 P RADIUS ON Ø15.10 No Effect
( R0.20±0.10mm X 45° )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or)
3). Key lock for un authorised access & Program Digital vernier caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
100. (05) part
ES. 1352 (G 1/4) End User
PORT FORM TOOL HOLE DIAMETER ON G 1/4
Ø16.50 & 11.80 - 1 --- No Effect
( Ø11.80±0.10mm )
PLACE Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( DATUM "E"
OPPOSITE SIDE ) Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or)
Subsequent Operation 3). Wrong Tool selection Digital vernier caliper
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON G 1/4 PORT Part get rejected at final inspection
OUT OF
184 7 2 6 84
SPECIFICATION
( j | Ø0.30 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON G 1/4 PORT Part get rejected at final inspection
91, OUT OF
7 2 6 84
89. ( 15.40±0.15mm ), SPECIFICATION Assembly
( 11.00±0.15mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 12 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Groove vernier
3). Key lock for un authorised access & Program caliper (or) CMM
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
GROOVE DIAMETER No Effect
183 Q
( Ø12.20±0.20mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Groove vernier
Subsequent Operation 3). Wrong Tool selection caliper (or) CMM
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Height
control for parameter
Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
WIDTH OVER control for parameter
8 3 4 96
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
100. (06)
Ø10.00MM No Effect
GROOVE WIDTH ON Ø12.20
GROOVING TOOL 183 V
( 4.50±0.20mm )
FOR 4.20 GROOVE
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
FINISHING - 1
PLACE
( DATUM "E" No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
OPPOSITE SIDE ) Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Height
control for parameter
Gauge
4). Key lock for un authorised access & Program
WIDTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
8 control for parameter 3 4 96
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Height
control for parameter
Gauge
4). Key lock for un authorised access & Program
DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
8 control for parameter 3 4 96
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
GROOVE DEPTH ON Ø12.20 No Effect
183 U
( 42.15±0.20mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Height
control for parameter
Gauge
4). Key lock for un authorised access & Program
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
8 control for parameter 3 4 96
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 13 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø12.20 GROOVE Part get rejected at final inspection
OUT OF
184 7 2 6 84
SPECIFICATION
( j | Ø0.30 | E | F | G ) Assembly
Fitment problem not mating with mating part
100. (06)
Ø10.00MM End User
GROOVING TOOL
No Effect
FOR 4.20 GROOVE
FINISHING - 1 1). Key lock for un authorised access & Program
Next Operation 1). Program change
PLACE control for parameter Master program verification at Job set up
( DATUM "E" 2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
OPPOSITE SIDE ) control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø12.20 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
GROOVE Part get rejected at final inspection
91, OUT OF
7 2 6 84
89. SPECIFICATION
( 15.40±0.50mm ), Assembly
( 11.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tap worn out
THREAD OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 2 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
THREAD No Effect
183 L
( G 1/4 )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
THREAD UNDER Part get rejected at final inspection
7 2 6 84
SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
100.(07)
G 1/4 TAPPING - 1 Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
PLACE
( DATUM "E" No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
OPPOSITE SIDE ) Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
THREAD DEPTH ON G 1/4 No Effect
183 E
( x 9.50mm MIN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
DEPTH UNDER Part get reworked at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 14 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON G1/4
OUT OF Part get rejected at final inspection
184 7 2 6 84
SPECIFICATION
( j | Ø0.30 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
100.(07) ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
G 1/4 TAPPING - 1 RUNOUT ON G 1/4
OUT OF Part get rejected at final inspection
PLACE 184 M 7 2 6 84
SPECIFICATION
( DATUM "E" ( h | 0.10 | D ) Assembly
OPPOSITE SIDE )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON G1/4
91, OUT OF Part get rejected at final inspection
7 2 6 84
89. ( 15.40±0.15mm ), SPECIFICATION
( 11.00±0.15mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER ON M10 X 1.50 -
--- 6H No Effect
( Ø8.50±0.10mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper
control for parameter
DIAMETER Part get rejected at final inspection
100. (08) 7 3 4 84
UNDER SIZE Assembly
Ø8.50MM DRILLING -
3 PLACES
( DATUM "E" Tight Fitment problem not mating with mating part
OPPOSITE SIDE )
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
HOLE DEPTH DISTANCE ON Ø8.50 Part get rejected at final inspection 4). Wrong Tool offset
179 OVER SIZE 6 control for parameter 3 4 72
( 49.00mm MIN )
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 15 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
HOLE DEPTH DISTANCE ON Ø8.50 control for parameter
179 UNDER SIZE 7 3 4 84
( 49.00mm MIN ) 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
DIAMETER OUT Part get rejected at final inspection
OF 6 2 4 48
SPECIFICATION Assembly
Customer dissatisfaction at assembly
End User
CHAMFER DIAMETER ON Ø8.50
186
( Ø10.50mm MAX ) No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
CHAMFER
Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
100. (08) Customer dissatisfaction at assembly
Ø8.50MM DRILLING -
3 PLACES End User
( DATUM "E" No Effect
OPPOSITE SIDE )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
CHAMFER ANGLE ON Ø8.50 OUT OF Part get rejected at final inspection
187 6 2 4 48
( 45°±0°30' ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø8.50
OUT OF Part get rejected at final inspection
188 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G )
Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø8.50 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
---, ( 0.00±0.30mm ), SPECIFICATION
90. ( 1.70±0.30mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 16 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
THREAD OVER Part get rejected at final inspection 4). Tap worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 Preventive maintainance Record (ISCII-TS-MTC- 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
THREAD
185 No Effect
( M10 X 1.50 - 6H )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
THREAD UNDER Part get rejected at final inspection
7 2 6 84
SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
100. (09) THREAD DEPTH DISTANCE ON No Effect
M10 X 1.50 - 6H 180 M10 X 1.50 - 6H
TAPPING - 1 PLACE ( 53.50mm MAX ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( DATUM "E"
OPPOSITE SIDE ) No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get reworked at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON M10 X 1.50 -6H
OUT OF Part get rejected at final inspection
188 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G )
Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON M10 X 1.50 - ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
6H Part get rejected at final inspection
OUT OF
7 2 6 84
SPECIFICATION
---, ( 0.00±0.30mm ), Assembly
90. ( 1.70±0.30mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 17 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER No Effect
193
( Ø8.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
100.(10) HOLE DEPTH ON Ø8.00 No Effect
Ø8.00MM DRILLING - 194
( x 50.00±0.50mm )
1 PLACE Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( DATUM "E"
OPPOSITE SIDE ) No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up & Shift
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø8.00
OUT OF Part get rejected at final inspection
196 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F | G )
Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø8.00
Part get rejected at final inspection
OUT OF
7 2 6 84
95, ( 129.00±0.40mm ), SPECIFICATION
Assembly
98. ( 21.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 18 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
195 L No Effect
( Ø25.00(-0.00 to +0.40)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
100. (11)
502B0059 5.1 (6S No Effect
SAE) PORT FORM SPOT FACE DEPTH ON Ø25.00
TOOL 195 F
( 1.00mm MAX ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( Ø10.00 & Ø9.60 ) - 1
PLACE
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
( DATUM "E"
OPPOSITE SIDE ) Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
DEPTH UNDER
7 5). Key lock for un authorised access & Program 3 4 84
SIZE Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and Day
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
Gauge
DISTANCE UNDER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 6 4). Wrong Tool offset 3 4 72
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
SPOT FACE DISTANCE ON Ø25.00 No Effect
102 FACE
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( 66.00±0.50mm )
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and Day
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
Gauge
DISTANCE OVER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 19 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø25.00 FACE 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
195 B 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
( 3.20 Rz 25 ) Assembly
Customer dissatisfaction at assembly
End User
Performance Low
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PERPENDICULARITY ON Ø25.00
FACE Part get rejected at final inspection
OUT OF
195 R 7 2 6 84
SPECIFICATION
Assembly
( b | 0.10 | A )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE RUNOUT ON
Ø15.60 Part get rejected at final inspection
OUT OF
195 M 7 2 6 84
SPECIFICATION
Assembly
( h | 0.10 | A )
Fitment problem not mating with mating part
100. (11)
502B0059 5.1 (6S End User
SAE) PORT FORM
TOOL No Effect
( Ø10.00 & Ø9.60 ) - 1
PLACE Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
( DATUM "E" 2). Key lock for un authorised access & Program Master program verification at Job set up
OPPOSITE SIDE ) No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
PORT 'C' BORE SURFACE FINISH control for parameter
ON Ø15.60 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
195 N 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
Assembly
( 1.60 Rz 16 )
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
CHAMFER HEIGHT ON Ø15.60
No Effect
195 A
( -0.10
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
-0.30 )
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
CHAMFER Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 20 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø12.80 No Effect
195 C
( 17.00(-0.00 to +1.00)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
4). Key lock for un authorised access & Program Caliper
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
100. (11)
502B0059 5.1 (6S End User
SAE) PORT FORM
TOOL PORT 'C' BORE DEPTH ON Ø15.60 No Effect
( Ø10.00 & Ø9.60 ) - 1 195 E
( 2.50(-0.00 to +0.40)mm )
PLACE Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
( DATUM "E" Master program verification at Job set up
2). Key lock for un authorised access & Program
OPPOSITE SIDE ) No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
RADIUS MISSING 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
NOSE RADIUS ON Ø15.60 No Effect
195 I
( R0.20±0.10mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
RADIUS MISSING 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 21 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DIAMETER No Effect
195 K
( Ø15.60(-0.00 to +0.13)mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE
Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
TIP ANGLE ON Ø12.80 OUT OF Part get rejected at final inspection
195 G 6 2 4 48
( 118° MIN ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
100. (11)
502B0059 5.1 (6S No Effect
SAE) PORT FORM
TOOL Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
( Ø10.00 & Ø9.60 ) - 1 Master program verification at Job set up
PLACE 2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
( DATUM "E" control for parameter
paste
OPPOSITE SIDE ) 3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
PORT 'C' BORE ANGLE ON Ø15.60 OUT OF
195 O 6 2 4 48
( 12°±1° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or)
3). Key lock for un authorised access & Program Digital vernier caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 Preventive maintainance Record (ISCII-TS-MTC- 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
HOLE DIAMETER ON 9/16 - 18 UNF
195 J ( Ø14.30mm Approx ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( Ø12.80±0.10mm ). No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or)
Subsequent Operation 3). Wrong Tool selection
control for parameter Digital vernier caliper
Part get rejected at final inspection
DIAMETER
Assembly 7 3 4 84
UNDER SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 22 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE CONCENTRICITY
ON Ø15.60 Part get rejected at final inspection
OUT OF
195 P 7 2 6 84
SPECIFICATION
Assembly
( r | Ø0.30 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
ANGLE ON Ø15.60 BOTTOM AREA OUT OF
195 Q 6 2 4 48
( 45°±5° ) SPECIFICATION
Assembly
100. (11) Customer dissatisfaction at assembly
502B0059 5.1 (6S
SAE) PORT FORM
End User
TOOL
( Ø10.00 & Ø9.60 ) - 1
PLACE No Effect
( DATUM "E"
1). Key lock for un authorised access & Program
OPPOSITE SIDE ) Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 6 SAE, 9/16-18 UN
PORT Part get rejected at final inspection
OUT OF
196 7 2 6 84
SPECIFICATION
Assembly
( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
CENTER DISTANCE ON 6 SAE, 9/16- 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
18 UN PORT ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
SPECIFICATION
95, ( 129.00±0.40mm ),
Assembly
98. ( 21.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tap worn out
THREAD OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 2 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
100.(12) End User
9/16 - 18 UNF
THREAD No Effect
TAPPING - 1 PLACE 195 J
( 9/16 - 18 UNF )
( DATUM "E"
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
OPPOSITE SIDE )
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
THREAD UNDER Part get rejected at final inspection
7 2 6 84
SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 23 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
THREAD DEPTH ON 9/16 - 18 UNF No Effect
195 D
( x 12.70mm MIN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
DEPTH UNDER Part get reworked at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
100.(12)
9/16 - 18 UNF End User
TAPPING - 1 PLACE
( DATUM "E" No Effect
OPPOSITE SIDE )
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 9/16-18 UN
OUT OF Part get rejected at final inspection
196 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F | G )
Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON 9/16-18 UN ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
95, ( 129.00±0.40mm ), SPECIFICATION
98. ( 21.00±0.40mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
100. (13)
Ø5.00MM DRILLING - No Effect
HOLE DIAMETER 8
1 PLACE 198 B
( Ø5.00(-0.00 to +0.10)mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( DATUM "E"
OPPOSITE SIDE ) No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
Part get rejected at final inspection
DIAMETER
Assembly 7 3 4 84
UNDER SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 24 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up and Day
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CIRCULARITY ON Ø5.00
Part get rejected at final inspection
OUT OF
198 C. 7 2 6 84
SPECIFICATION
Assembly
( e | 0.05 )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
4). Key lock for un authorised access & Program Caliper (or) Depth Gauge
Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
DISTANCE UNDER
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø5.00
198 E.
( x7.00±0.50mm ) No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
DISTANCE OVER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE
100. (13) 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
Ø5.00MM DRILLING - control for parameter
1 PLACE
( DATUM "E" Fitment problem not mating with mating part
OPPOSITE SIDE )
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up and Day
No Effect 2). Wrong Tool selection once periodic inspection with Surface Roughness
control for parameter
tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
SURFACE FINISH ON Ø5.00 control for parameter
OUT OF 4). Preventive maintainance Plan
198 D. Part get rejected at final inspection 6 4). Machine axis variation (machine wear) 2 5 60
SPECIFICATION ( ISCII-TS-MTC-PMP/C-R04 )
(2 X Rz 7 to 30 ) Assembly
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
HOLE DIAMETER End User
198 F.
( Ø5.00±0.10mm )
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER
7 3 4 84
UNDER SIZE Part get rejected at final inspection
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 25 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE UNDER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø5.00 No Effect
199
( x60.00±0.50mm ).
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE OVER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
100. (13)
Ø5.00MM DRILLING - End User
1 PLACE
( DATUM "E" No Effect
OPPOSITE SIDE )
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø5.00
Part get rejected at final inspection
OUT OF
200 7 2 6 84
SPECIFICATION
Assembly
( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø5.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
94, ( 119.00±0.40mm ), SPECIFICATION
99. ( 46.00±0.40mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 PMP-R05) with CMK study 5 90
SIZE 5). Preventive maintainance Plan
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
100. (14) End User
Ø10.00MM END SPOT FACE DIAMETER
MILLING - 1 PLACE 197 No Effect
( vØ10.00±0.40mm )
( DATUM "E"
OPPOSITE SIDE ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 26 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH DISTANCE control for parameter
6 3 4 72
UNDER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
SPOT FACE DEPTH DISTANCE ON No Effect
102 Ø10.00
( 66.00±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH DISTANCE control for parameter
7 3 4 84
OVER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
100. (14) control for parameter
Ø10.00MM END
Fitment problem not mating with mating part
MILLING - 1 PLACE
( DATUM "E"
End User
OPPOSITE SIDE )
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
POSITION ON Ø10.00 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
200 Part get rejected at final inspection 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
CENTER DISTANCE ON Ø10.00 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
Part get rejected at final inspection 7 2 6 84
94, ( 119.00±0.40mm ), SPECIFICATION
99. ( 46.00±0.40mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
Caliper (or) Plug Gauge
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
100. (15)
Ø30.00MM END
HOLE DIAMETER No Effect
MILLING - 1 PLACE 189
( Ø30.00±0.40mm )
( DATUM "E"
OPPOSITE SIDE ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 27 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Can not achive the dimension 33.00±0.50mm in
2). Tool built up edge 2). Alarm & lock in machine for tool life excess
120th process and get rejected at 120th process
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE UNDER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø30.00 No Effect
190
( x30.00±0.50mm ).
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Load for the 120th process will be high and it may
2). Tool wear out 2). Alarm & lock in machine for tool life excess
lead to lower the tool life
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE OVER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
100. (15)
Ø30.00MM END End User
MILLING - 1 PLACE
( DATUM "E" No Effect
OPPOSITE SIDE )
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø30.00
Part get rejected at final inspection
OUT OF
192 7 2 6 84
SPECIFICATION
Assembly
( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
CENTER DISTANCE ON Ø30.00 Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
SPECIFICATION
92, ( 62.90±0.40mm ), Assembly
97. ( 9.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
100. (16) part
502B0059 5.1 (16
End User
SAE) PORT FORM
SPOT FACE DIAMETER
TOOL ( Ø49.00 & 191 L No Effect
( Ø49.00(-0.00 to +0.40)mm )
Ø31.20 ) - 1 PLACE
( DATUM "E" Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
OPPOSITE SIDE ) No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 28 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
SPOT FACE DEPTH ON Ø49.00 No Effect
191 F
( 2.00mm MAX )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
DEPTH UNDER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Can not achive the dimension 66.00±0.50mm in
2). Tool built up edge 2). Alarm & lock in machine for tool life excess
120th process and get rejected at 120th process
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
Gauge
4). Key lock for un authorised access & Program
DISTANCE UNDER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
100. (16)
502B0059 5.1 (16 Fitment problem not mating with mating part
SAE) PORT FORM
TOOL ( Ø49.00 & End User
Ø31.20 ) - 1 PLACE SPOT FACE DISTANCE ON Ø49.00
No Effect
( DATUM "E" 102 FACE
OPPOSITE SIDE ) ( 66.00±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Load for the 120th process will be high and it may
2). Tool wear out 2). Alarm & lock in machine for tool life excess
lead to lower the tool life
3). Key lock for un authorised access & Program Master program verification at Job set up and Day
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
Gauge
DISTANCE OVER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
SURFACE FINISH ON Ø49.00 FACE control for parameter
OUT OF 4). Preventive maintainance Plan
191 B Part get rejected at final inspection 6 4). Machine axis variation (machine wear) 2 4 48
SPECIFICATION ( ISCII-TS-MTC-PMP/C-R04 )
( 3.20 Rz 25 ) Assembly
Customer dissatisfaction at assembly
End User
Performance Low
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
PERPENDICULARITY ON Ø49.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
FACE OUT OF Part get rejected at final inspection
191 R 7 2 6 84
SPECIFICATION
( b | 0.20 | A ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 29 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE RUNOUT ON
Ø35.50 Part get rejected at final inspection
OUT OF
191 M 7 2 6 84
SPECIFICATION
Assembly
( h | 0.10 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
PORT 'C' BORE SURFACE FINISH control for parameter
ON Ø35.50 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
191 N 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
Assembly
( 1.60 Rz 16 )
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
100. (16)
502B0059 5.1 (16 End User
SAE) PORT FORM CHAMFER HEIGHT ON Ø35.50
TOOL ( Ø49.00 & No Effect
Ø31.20 ) - 1 PLACE 191 A
( DATUM "E" ( -0.10
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
OPPOSITE SIDE ) -0.30 )
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
CHAMFER Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
DEPTH OVER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 6 4). Wrong Tool offset 3 4 72
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø31.20 No Effect
191 C
( 26.00(-0.00 to +1.00)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter Caliper
4). Key lock for un authorised access & Program
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 30 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
OUT OF
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DEPTH ON Ø35.50
191 E No Effect
( 3.30(-0.00 to +0.40)mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
OUT OF
6 2 4 48
SPECIFICATION
Assembly
100. (16)
Customer dissatisfaction at assembly
502B0059 5.1 (16
SAE) PORT FORM
TOOL ( Ø49.00 & End User
Ø31.20 ) - 1 PLACE NOSE RADIUS ON Ø35.50
( DATUM "E" 191 I No Effect
( R0.20±0.10mm )
OPPOSITE SIDE )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF
Part get rejected at final inspection 6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DIAMETER No Effect
191 K
( Ø35.50(-0.00 to +0.13)mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE
Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 31 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
TIP ANGLE ON Ø31.20 OUT OF Part get rejected at final inspection
191 G 6 2 4 48
( 118° MIN ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or)
3). Key lock for un authorised access & Program Digital vernier caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 Preventive maintainance Record (ISCII-TS-MTC- 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
HOLE DIAMETER ON 1 5/16 - 12 UN End User
191 J ( Ø33.40mm Approx ) No Effect
191 H ( Ø31.20±0.10mm ).
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or)
Subsequent Operation 3). Wrong Tool selection Digital vernier caliper
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
100. (16)
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
502B0059 5.1 (16
Master program verification at Job set up
SAE) PORT FORM 2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
TOOL ( Ø49.00 & control for parameter
paste
Ø31.20 ) - 1 PLACE 3). Key lock for un authorised access & Program
( DATUM "E" Subsequent Operation 3). Wrong offset
control for parameter
OPPOSITE SIDE )
Part get rejected at final inspection
PORT 'C' BORE ANGLE ON Ø35.50 OUT OF
191 O 6 2 4 48
( 15°±1° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE CONCENTRICITY
ON Ø35.50 Part get rejected at final inspection
OUT OF
191 P 7 2 6 84
SPECIFICATION
Assembly
( r | Ø0.30 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
ANGLE ON Ø35.50 BOTTOM AREA OUT OF
191 Q Part get rejected at final inspection 6 2 4 48
( 45°±5° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 32 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 16 SAE, 1 5/16-12 UN
PORT Part get rejected at final inspection
OUT OF
192 7 2 6 84
SPECIFICATION
Assembly
( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
100. (16) End User
502B0059 5.1 (16
SAE) PORT FORM No Effect
TOOL ( Ø49.00 &
1). Key lock for un authorised access & Program
Ø31.20 ) - 1 PLACE Next Operation 1). Program change
control for parameter Master program verification at Job set up
( DATUM "E"
2). Key lock for un authorised access & Program inspection with CMM
OPPOSITE SIDE ) No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON 16 SAE, 1 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
5/16-12 UN PORT Part get rejected at final inspection
OUT OF
7 2 6 84
SPECIFICATION
92, ( 62.90±0.40mm ), Assembly
97. ( 9.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
THREAD OVER Part get rejected at final inspection 4). Tap worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 Preventive maintainance Record (ISCII-TS-MTC- 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
THREAD
191 J No Effect
( 1 5/16 - 12 UN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
THREAD UNDER Part get rejected at final inspection
7 2 6 84
SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
100. (17) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
16 SAE, 1 5/16 - 12
UN TAPPING - 1
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
PLACE
Master program verification at Job set up and 5
( DATUM "E" 3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
OPPOSITE SIDE ) control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
THREAD DEPTH ON 1 5/16 - 12 UN No Effect
191 D
( x 19.00mm MIN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get reworked at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 33 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 1 5/16 - 12 UN Part get rejected at final inspection
OUT OF
192 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
100. (17) End User
16 SAE, 1 5/16 - 12
No Effect
UN TAPPING - 1
PLACE 1). Key lock for un authorised access & Program
Next Operation 1). Program change
( DATUM "E" control for parameter
Master program verification at Job set up
OPPOSITE SIDE ) 2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON 1 5/16 - 12 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
UN Part get rejected at final inspection
OUT OF
7 2 6 84
SPECIFICATION
92, ( 62.90±0.40mm ), Assembly
97. ( 9.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
181 L No Effect
( Ø58.90(-0.00 to +0.40)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
100.(18)
502B0059 5.1 (20 Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
SAE) PORT FORM
TOOL - 1 PLACE No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
( DATUM "E" Master program verification at Job set up and 5
OPPOSITE SIDE ) 3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
SPOT FACE DEPTH ON Ø58.90 No Effect
181 F
( 2.00mm MAX )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
DEPTH UNDER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 34 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program once periodic inspection with CMM (or) 2D Height
Subsequent Operation 3). Wrong Tool selection
control for parameter
Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE UNDER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
SPOT FACE DISTANCE ON Ø58.90 No Effect
102 FACE
( 66.00±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program once periodic inspection with CMM (or) 2D Height
Subsequent Operation 3). Wrong Tool selection
control for parameter
Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE OVER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø58.90 FACE 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
181 B 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
( 3.20 Rz 25 ) Assembly
Customer dissatisfaction at assembly
100.(18) End User
502B0059 5.1 (20
SAE) PORT FORM Performance Low
TOOL - 1 PLACE
( DATUM "E" 1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
OPPOSITE SIDE )
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PERPENDICULARITY ON Ø58.90
FACE Part get rejected at final inspection
OUT OF
181 R 7 2 6 84
SPECIFICATION
Assembly
( b | 0.20 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
CHAMFER HEIGHT ON Ø43.50 End User
181 A No Effect
( -0.10
-0.30 ) Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
CHAMFER
Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 35 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø39.10 No Effect
181 C
( 26.00(-0.00 to +1.00)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
OUT OF
6 2 4 48
SPECIFICATION
Assembly
100.(18) Customer dissatisfaction at assembly
502B0059 5.1 (20
SAE) PORT FORM End User
TOOL - 1 PLACE
( DATUM "E" PORT 'C' BORE DEPTH ON Ø43.50
181 E No Effect
OPPOSITE SIDE ) ( 3.30(-0.00 to +0.40)mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF
Part get rejected at final inspection 6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
NOSE RADIUS ON Ø43.50 No Effect
181 I
( R0.20±0.10mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 36 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or)
3). Key lock for un authorised access & Program Digital vernier caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 Preventive maintainance Record (ISCII-TS-MTC- 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER ON 1 5/8 - 12 UN
No Effect
181 J ( Ø41.30mm Approx )
181 H ( Ø39.10±0.10mm ). Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or)
Subsequent Operation 3). Wrong Tool selection Digital vernier caliper
control for parameter
Part get rejected at final inspection
DIAMETER Assembly 7 3 4 84
UNDER SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
TIP ANGLE ON Ø39.10 OUT OF Part get rejected at final inspection
181 G 6 2 4 48
( 118° MIN ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
100.(18)
502B0059 5.1 (20 Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
SAE) PORT FORM Master program verification at Job set up
TOOL - 1 PLACE 2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
( DATUM "E" control for parameter
paste
OPPOSITE SIDE ) 3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PORT 'C' BORE DIAMETER
181 K
( Ø43.50(-0.00 to +0.13)mm ) Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE Part get rejected at final inspection
6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE RUNOUT ON
Part get rejected at final inspection
Ø43.50 OUT OF
181 M 7 2 6 84
SPECIFICATION Assembly
( h | 0.10 | A )
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 37 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE
` SHOP 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
PORT 'C' BORE SURFACE FINISH control for parameter
ON Ø43.50 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
181 N 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
Assembly
( 1.60 Rz 16 )
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
PORT 'C' BORE ANGLE ON Ø43.50 OUT OF
181 O 6 2 4 48
( 15°±1° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
PORT 'C' BORE CONCENTRICITY ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
ON Ø43.50 OUT OF Part get rejected at final inspection
181 P 7 2 6 84
SPECIFICATION
( r | Ø0.30 | A ) Assembly
100.(18) Fitment problem not mating with mating part
502B0059 5.1 (20
SAE) PORT FORM End User
TOOL - 1 PLACE No Effect
( DATUM "E"
OPPOSITE SIDE ) Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
ANGLE ON Ø43.50 BOTTOM AREA OUT OF control for parameter
181 Q 6 2 4 48
( 45°±5° ) SPECIFICATION Part get rejected at final inspection
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 20 SAE, 1 5/8-12 UN
PORT Part get rejected at final inspection
OUT OF
182 7 2 6 84
SPECIFICATION
Assembly
( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON 20 SAE, 1 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
5/8-12 UN PORT Part get rejected at final inspection
OUT OF
7 2 6 84
SPECIFICATION
93, ( 89.00±0.40mm ), Assembly
100. ( 94.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 38 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 Next Operation
RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tap worn out
THREAD OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 2 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
THREAD No Effect
181 J
( 1 5/8 - 12 UN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
THREAD UNDER Part get rejected at final inspection
7 2 6 84
SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
THREAD DEPTH ON 1 5/8 - 12 UN No Effect
181 D
( x 19.00mm MIN )
100. (19) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
20 SAE, 1 5/8 - 12 UN
TAPPING - 1 PLACE No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
( DATUM "E" Master program verification at Job set up and 5
OPPOSITE SIDE ) 3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get reworked at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 1 5/8 - 12 UN Part get rejected at final inspection
OUT OF
182 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON 1 5/8 - 12
UN Part get rejected at final inspection
OUT OF
7 2 6 84
SPECIFICATION Assembly
93, ( 89.00±0.40mm ),
100. ( 94.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 39 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
caliper
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER FOR "P" & No Effect
--- "T" PUNCH PURPOSE
( 2 X Ø10.00±0.25mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
100.(20) Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Ø10.00MM END Caliper
4). Key lock for un authorised access & Program
MILLING - 2 PLACES Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
( FOR "P" & "T" 6 3 4 72
SIZE 5). Key lock for un authorised access & Program
PUNCH PURPOSE ) Assembly 5). Wrong work offset
( DATUM "E" control for parameter
OPPOSITE SIDE ) Fitment problem not mating with mating part
End User
SPOT FACE DEPTH DISTANCE ON No Effect
--- Ø10.00 FOR "P" & "T" PUNCH
( 2 X 66.00±0.20mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ONØ10.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
Part get rejected at final inspection
( 115.00±0.25mm ), OUT OF
---- 7 2 6 84
( 25.00±0.25mm ), SPECIFICATION
( 100.00±0.25mm ), Assembly
( 130.00±0.25mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 40 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION
FIXTURE NO 90°
INDEX :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER No Effect
228, 177
( Ø7.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and
Subsequent Operation 3). Wrong Tool selection
control for parameter Shift once periodic inspection with CMM
4). Key lock for un authorised access & Program
DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø7.00 No Effect
100. (21) 229
Ø7.00MM DRILLING - ( x 157.00±0.50mm )
1 PLACE Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( A1 -SIDE )
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and
Subsequent Operation 3). Wrong Tool selection
control for parameter Shift once periodic inspection with CMM
4). Key lock for un authorised access & Program
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø7.00 Part get rejected at final inspection
OUT OF
231 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø7.00
OUT OF Part get rejected at final inspection
7 2 6 84
113, ( 102.00±0.50mm ), SPECIFICATION
107. ( 13.50±0.50mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 41 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
230 B No Effect
( Ø15.80(-0.05 to +0.10)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Profile Projector with moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
100. (22)
No Effect
OSV PER 155M5833 SPOT FACE DEPTH ON Ø15.80
230 G
PORT FORM TOOL ( 11.70mm MIN )
( Ø15.80, Ø14.60, Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
13.00 & 10.60 ) - 1
PLACE No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
( A1 -SIDE ) Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Profile Projector with moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CONCENTRICITY ON Ø15.80 Part get rejected at final inspection
OUT OF
230 A 7 2 6 84
SPECIFICATION
( r | 0.05 | A ) Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
CHAMFER ANGLE ON Ø15H8 OUT OF Part get rejected at final inspection
230 U 6 2 4 48
( 20°±3° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 42 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
CHAMFER ANGLE ON M14 X 1.00 -
OUT OF Part get rejected at final inspection
230 S 6H 6 2 4 48
SPECIFICATION
( 90°±5° )
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
HOLE DEPTH ON M14 X 1.00 - 6H
230 J
( 27.20±0.20mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
DEPTH UNDER
7 5). Key lock for un authorised access & Program 3 4 84
SIZE Assembly 5). Wrong work offset
control for parameter
100. (22)
OSV PER 155M5833 Fitment problem not mating with mating part
PORT FORM TOOL (
Ø15.80, Ø14.60, End User
13.00 & 10.60 ) - 1
PLACE
( A1 -SIDE ) No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
ANGLE ON Ø11H8 START AREA OUT OF Part get rejected at final inspection
230 R 6 2 4 48
( 20°±3° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Master program verification at Job set up
inspection with CMM
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
TIP DIAMETER
230 M No Effect
( Ø7.00mm MAX )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up
3). Key lock for un authorised access & Program inspection with CMM
Subsequent Operation 3). Wrong Tool selection
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 43 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Master program verification at Job set up
inspection with CMM (or) Inside Vernier
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER
230 N No Effect
( Ø10.50mm MIN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up
3). Key lock for un authorised access & Program inspection with CMM (or) Inside Vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste (or) Digital Vernier Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
100. (22) No Effect
OSV PER 155M5833 HOLE DEPTH ON M14 X 1.00 - 6H
PORT FORM TOOL ( 230 K
( 38.55(-0.00 to +0.20)mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Ø15.80, Ø14.60,
13.00 & 10.60 ) - 1
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
PLACE
( A1 -SIDE ) Master program verification at Job set up
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste (or) Digital Vernier Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
DEPTH UNDER
7 5). Key lock for un authorised access & Program 3 4 84
SIZE Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up
Subsequent Operation 3). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
4). Key lock for un authorised access & Program paste (or) 2D Height Master
DISTANCE UNDER Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
TANK HOLE POSITION DISTANCE No Effect
230 P
( 22.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up
Subsequent Operation 3). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
4). Key lock for un authorised access & Program paste (or) 2D Height Master
DISTANCE OVER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 44 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø15.80 Part get rejected at final inspection
OUT OF
231 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
100. (22) End User
OSV PER 155M5833
PORT FORM TOOL ( No Effect
Ø15.80, Ø14.60, 1). Key lock for un authorised access & Program
13.00 & 10.60 ) - 1 Next Operation 1). Program change
control for parameter Master program verification at Job set up
PLACE 2). Key lock for un authorised access & Program inspection with CMM
( A1 -SIDE ) No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø15.80 Part get rejected at final inspection
OUT OF
7 2 6 84
113, ( 102.00±0.40mm ), SPECIFICATION Assembly
107. ( 13.50±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR Master program verification at Job set up and 5
Nos once periodic & 100% process inspection with
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Air Plug Gauge (or) Plug Gauge
3). Key lock for un authorised access & Program & 4 Nos per Shift Xbar R chart inspected with Air
Subsequent Operation 3). Wrong Tool selection Plug Gauge
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
8 2 5 80
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER
230 C No Effect
( Ø15H8(-0.000 to +0.027)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Nos once periodic & 100% process inspection with
3). Key lock for un authorised access & Program Air Plug Gauge (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection & 4 Nos per Shift Xbar R chart inspected with Air
control for parameter
Plug Gauge
DIAMETER Part get rejected at final inspection
8 3 4 96
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
100. (23)
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Ø15H8 & Ø11H8
COMBINATION
REAMER - 1 PLACE No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
( A1 -SIDE ) Master program verification at Job set up
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
4). Key lock for un authorised access & Program
DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
HOLE DEPTH ON Ø15H8
230 H
( 3.50±0.20mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up
Subsequent Operation 3). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 45 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø15H8 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
230 E 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
( 3.20 Rz 16 ) Assembly
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR Master program verification at Job set up and 5
Nos once periodic & 100% process inspection with
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Air Plug Gauge (or) Plug Gauge
3). Key lock for un authorised access & Program & 4 Nos per Shift Xbar R chart inspected with Air
Subsequent Operation 3). Wrong Tool selection Plug Gauge
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
8 2 5 80
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER
230 F No Effect
( Ø11H8(-0.000 to +0.027)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Nos once periodic & 100% process inspection with
3). Key lock for un authorised access & Program Air Plug Gauge (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection & 4 Nos per Shift Xbar R chart inspected with Air
control for parameter
Plug Gauge
DIAMETER Part get rejected at final inspection
8 3 4 96
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
100. (23) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Ø15H8 & Ø11H8
COMBINATION No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
REAMER - 1 PLACE Master program verification at Job set up
( A1 -SIDE ) 3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste (or) Digital Vernier Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
HOLE DEPTH DISTANCE ON Ø11H8
230 L
( 1.30mm MAX )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste (or) Digital Vernier Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø11H8 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
230 O 8 ( ISCII-TS-MTC-PMP/C-R04 ) 2 5 80
SPECIFICATION
( 3.20 Rz 16 ) Assembly
Customer dissatisfaction at assembly
End User
Performance Low
PAGE NO- 46 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CONCENTRICITY ON Ø11H8 Part get rejected at final inspection
OUT OF
230 T 8 2 6 96
SPECIFICATION
( r | 0.05 | A ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
100. (23)
POSITION ON Ø15H8 Part get rejected at final inspection
Ø15H8 & Ø11H8 OUT OF
COMBINATION 231 7 2 6 84
SPECIFICATION
REAMER - 1 PLACE ( j | Ø0.80 | E | F-G | G ) Assembly
( A1 -SIDE )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø15H8 Part get rejected at final inspection
OUT OF
7 2 6 84
113, ( 102.00±0.40mm ), SPECIFICATION Assembly
107. ( 13.50±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
THREAD OVER Part get rejected at final inspection 4). Tap worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 Preventive maintainance Record (ISCII-TS-MTC- 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
THREAD
230 D No Effect
( M14 X 1.00 - 6H )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
THREAD UNDER Part get rejected at final inspection
100. (24) 7 2 6 84
SIZE Assembly
M14 X 1.00 - 6H
TAPPING - 1 PLACE
Tight Fitment problem not mating with mating part
( A1 -SIDE )
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CONCENTRICITY ON M14 X 1.00 -
6H OUT OF Part get rejected at final inspection
230 V 7 2 6 84
SPECIFICATION
( r | 0.15 | A ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 47 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
THREAD DEPTH ON M14 X 1.00 - No Effect
230 I 6H
( x 14.40mm MIN ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get reworked at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
100. (24) End User
M14 X 1.00 - 6H
TAPPING - 1 PLACE No Effect
( A1 -SIDE )
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON M14 X 1.00 - 6H Part get rejected at final inspection
OUT OF
231 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON M14 X 1.00 - ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
6H Part get rejected at final inspection
OUT OF
7 2 6 84
113, SPECIFICATION
( 102.00±0.40mm ), Assembly
107.
( 13.50±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
100. (25) part
502B0059 5.1 (6S
End User
SAE) PORT FORM SPOT FACE DIAMETER
204 L
TOOL ( Ø10.00 & ( Ø25.00(-0.00 to +0.40)mm ) No Effect
Ø9.60 ) - 1 PLACE
( A1 -SIDE ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper (or) Plug Gauge
control for parameter
DIAMETER
Part get rejected at final inspection 7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 48 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
SPOT FACE DEPTH ON Ø25.00 No Effect
204 F
( 1.00mm MAX )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
DEPTH UNDER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program once periodic inspection with CMM (or) 2D Height
Subsequent Operation 3). Wrong Tool selection
control for parameter Gauge
DISTANCE UNDER Part get rejected at final inspection 4). Key lock for un authorised access & Program
6 4). Wrong Tool offset 3 4 72
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
100. (25) Fitment problem not mating with mating part
502B0059 5.1 (6S
End User
SAE) PORT FORM
TOOL ( Ø10.00 & SPOT FACE DISTANCE ON Ø25.00 No Effect
Ø9.60 ) - 1 PLACE 67 FACE
( A1 -SIDE ) ( 147.40±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
Gauge
DISTANCE OVER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
SURFACE FINISH ON Ø25.00 FACE control for parameter
OUT OF 4). Preventive maintainance Plan
204 B Part get rejected at final inspection 6 4). Machine axis variation (machine wear) 2 4 48
SPECIFICATION ( ISCII-TS-MTC-PMP/C-R04 )
( 3.20 Rz 25 ) Assembly
Customer dissatisfaction at assembly
End User
Performance Low
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PERPENDICULARITY ON Ø25.00
FACE Part get rejected at final inspection
OUT OF
204 R 7 2 6 84
SPECIFICATION
Assembly
( b | 0.10 | A )
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 49 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
CHAMFER HEIGHT ON Ø15.60
No Effect
204 A
( -0.10
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
-0.30 )
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
CHAMFER Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
100. (25)
502B0059 5.1 (6S End User
SAE) PORT FORM
HOLE DEPTH ON Ø12.80 No Effect
TOOL ( Ø10.00 & 204 C
( 17.00(-0.00 to +1.00)mm )
Ø9.60 ) - 1 PLACE
( A1 -SIDE ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection 6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DEPTH ON Ø15.60 No Effect
204 E
( 2.50(-0.00 to +0.40)mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 50 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
OUT OF
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
NOSE RADIUS ON Ø15.60
204 I No Effect
( R0.20±0.10mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or)
3). Key lock for un authorised access & Program Digital vernier caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 Preventive maintainance Record (ISCII-TS-MTC- 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
100. (25)
502B0059 5.1 (6S End User
SAE) PORT FORM HOLE DIAMETER ON 9/16 - 18 UNF
No Effect
TOOL ( Ø10.00 & 204 H ( Ø14.30mm Approx )
( Ø12.80±0.10mm ). Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Ø9.60 ) - 1 PLACE
( A1 -SIDE ) No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or)
Subsequent Operation 3). Wrong Tool selection Digital vernier caliper
control for parameter
Part get rejected at final inspection
DIAMETER Assembly 7 3 4 84
UNDER SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
TIP ANGLE ON Ø12.80 OUT OF Part get rejected at final inspection
204 G 6 2 4 48
( 118° MIN ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE RUNOUT ON
Ø15.60 Part get rejected at final inspection
OUT OF
204 M 7 2 6 84
SPECIFICATION
Assembly
( h | 0.10 | A )
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 51 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DIAMETER No Effect
204 K
( Ø15.60(-0.00 to +0.13)mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE
Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
PORT 'C' BORE SURFACE FINISH control for parameter
ON Ø15.60 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
204 N 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
Assembly
( 1.60 Rz 16 )
Customer dissatisfaction at assembly
End User
100. (25)
502B0059 5.1 (6S Performance Low
SAE) PORT FORM
TOOL ( Ø10.00 & Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Ø9.60 ) - 1 PLACE Master program verification at Job set up
2). Key lock for un authorised access & Program
( A1 -SIDE ) No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE ANGLE ON Ø15.60 OUT OF Part get rejected at final inspection
204 O 6 2 4 48
( 12°±1° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE CONCENTRICITY
ON Ø15.60 Part get rejected at final inspection
OUT OF
204 P 7 2 6 84
SPECIFICATION
Assembly
( r | Ø0.30 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
ANGLE ON Ø15.60 BOTTOM AREA OUT OF
204 Q Part get rejected at final inspection 6 2 4 48
( 45°±5° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 52 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 6 SAE, 9/16-18 UN
PORT Part get rejected at final inspection
OUT OF
205 7 2 6 84
SPECIFICATION
Assembly
( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
100. (25) End User
502B0059 5.1 (6S
No Effect
SAE) PORT FORM
TOOL ( Ø10.00 & 1). Key lock for un authorised access & Program
Next Operation 1). Program change
Ø9.60 ) - 1 PLACE control for parameter Master program verification at Job set up
( A1 -SIDE ) 2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON 6 SAE, 9/16- ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
18 UN PORT Part get rejected at final inspection
OUT OF
7 2 6 84
SPECIFICATION
114, ( 113.40±0.40mm ), Assembly
104. ( 37.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tap worn out
THREAD OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 2 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
THREAD No Effect
204 J
( 9/16 - 18 UNF ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
Part get rejected at final inspection
THREAD UNDER
Assembly 7 2 6 84
SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
100. (26)
9/16 - 18 UNF No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
TAPPING - 1 PLACE Master program verification at Job set up and 5
( B1 -SIDE ) 3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
THREAD DEPTH ON 9/16 - 18 UNF No Effect
204 D
( x 12.70mm MIN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get reworked at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 53 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 9/16 - 18 UNF Part get rejected at final inspection
OUT OF
205 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
100. (26)
No Effect
9/16 - 18 UNF
TAPPING - 1 PLACE 1). Key lock for un authorised access & Program
Next Operation 1). Program change
( B1 -SIDE ) control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON 9/16 - 18 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
UNF Part get rejected at final inspection
OUT OF
7 2 6 84
SPECIFICATION
114, ( 113.40±0.50mm ), Assembly
104. ( 37.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 Preventive maintainance Record (ISCII-TS-MTC- 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER
201 No Effect
( Ø5.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
100.(27)
Ø5.00MM DRILLING -
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
1 PLACE
( A1 -SIDE ) Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø5.00 No Effect
202
( x113.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 54 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø5.00 Part get rejected at final inspection
OUT OF
203 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
100.(27)
No Effect
Ø5.00MM DRILLING -
1 PLACE 1). Key lock for un authorised access & Program
Next Operation 1). Program change
( A1 -SIDE ) control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø5.00
Part get rejected at final inspection
OUT OF
7 2 6 84
114, ( 113.40±0.40mm ), SPECIFICATION
Assembly
105. ( 33.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out Preventive maintainance Record (ISCII-TS-MTC-
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 )
6 5). Preventive maintainance Plan 3 PMP-R05) with CMK study 5 90
SIZE Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER No Effect
206
( Ø6.50±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
100.(28)
Ø6.50MM DRILLING -
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
1 PLACE
Master program verification at Job set up and 5
( A1 -SIDE ) 3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø6.50 No Effect
207
( x133.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 55 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø6.50 Part get rejected at final inspection
OUT OF
209 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
110.(28)
No Effect
Ø6.50MM DRILLING -
1 PLACE 1). Key lock for un authorised access & Program
Next Operation 1). Program change
( A1 -SIDE ) control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø6.50
Part get rejected at final inspection
OUT OF
7 2 6 84
111, ( 51.60±0.50mm ), SPECIFICATION
Assembly
103. ( 49.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
inspection with CMM
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out Preventive maintainance Record (ISCII-TS-MTC-
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 )
6 5). Preventive maintainance Plan 3 PMP-R05) with CMK study 5 90
SIZE Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
100.(29)
Ø13.00MM DRILLING HOLE DIAMETER No Effect
208 L
- 1 PLACE ( Ø13.00mm MAX )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( A1 -SIDE )
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up
3). Key lock for un authorised access & Program inspection with CMM
Subsequent Operation 3). Wrong Tool selection
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø13.00 Part get rejected at final inspection
OUT OF
209 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
100.(29) No Effect
Ø13.00MM DRILLING 1). Key lock for un authorised access & Program
- 1 PLACE Next Operation 1). Program change
control for parameter Master program verification at Job set up
( A1 -SIDE ) 2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø13.00 Part get rejected at final inspection
OUT OF
Assembly 7 2 6 84
111, ( 51.60±0.50mm ), SPECIFICATION
103. ( 49.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 56 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
caliper
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE PMP-R05) with CMK study
5). Preventive maintainance Plan
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
SPOT FACE DIAMETER
208 A
( Ø30.00mm MIN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
100. (30)
SDC 08 -03 PORT No Effect
FORM TOOL
( Ø15.87 & Ø14.27 ) -
1 PLACE Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( A1 -SIDE )
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
SPOT FACE DEPTH ON Ø30.00
208 R
( x1.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 57 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program once periodic inspection with CMM (or) 2D Height
Subsequent Operation 3). Wrong Tool selection
control for parameter
Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE UNDER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
SPOT FACE DEPTH DISTANCE ON No Effect
67 Ø30.00
( 147.40±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE OVER control for parameter
7 5). Key lock for un authorised access & Program 3 4 84
SIZE Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø30.00 FACE 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
208 Q 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
( 3.20 )
Assembly
Customer dissatisfaction at assembly
100. (30)
End User
SDC 08 -03 PORT
FORM TOOL Performance Low
( Ø15.87 & Ø14.27 ) -
1). Key lock for un authorised access & Program
1 PLACE Next Operation 1). Program change
control for parameter Master program verification at Job set up
( A1 -SIDE )
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CONCENTRICITY Part get rejected at final inspection
OUT OF
208 J 7 2 6 84
SPECIFICATION
( r | Ø0.05 ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PERPENDICULARITY Part get rejected at final inspection
OUT OF
208 K 7 2 6 84
SPECIFICATION
( b | 0.025 ) Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
PORT 'C' BORE SURFACE FINISH control for parameter
ON Ø20.60 OUT OF 4). Preventive maintainance Plan
208 X Part get rejected at final inspection 6 4). Machine axis variation (machine wear) 2 4 48
SPECIFICATION ( ISCII-TS-MTC-PMP/C-R04 )
( 1.60 ) Assembly
Customer dissatisfaction at assembly
End User
Performance Low
PAGE NO- 58 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE ANGLE ON Ø20.60 OUT OF Part get rejected at final inspection
208 W 6 2 4 48
( 15°±1° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE ANGLE ON Ø20.60 OUT OF Part get rejected at final inspection
208 Z 6 2 4 48
( 45°±1° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
100. (30) PORT 'C' BORE DIAMETER
SDC 08 -03 PORT No Effect
208 V
FORM TOOL
( Ø15.87 & Ø14.27 ) - ( Ø20.60(-0.00 to +0.12)mm ) Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
1 PLACE Master program verification at Job set up
2). Key lock for un authorised access & Program
( A1 -SIDE ) No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
CHAMFER DIA Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DEPTH ON Ø20.60 No Effect
208 A
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
( 2.50(-0.00 to +0.40)mm ) Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
CHAMFER Part get rejected at final inspection
6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 59 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
NOSE RADIUS ON Ø20.60
No Effect
208 Y
( R0.15±0.10mm ) Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR Master program verification at Job set up and 5
Nos once periodic inspection & 100% Process
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Inspection with Air Plug Gauge (or) Plug Gauge &
3). Key lock for un authorised access & Program 4 Nos per Shift Xbar R Chart inspected
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out Preventive maintainance Record (ISCII-TS-MTC-
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 )
6 5). Preventive maintainance Plan 3 PMP-R05) with CMK study 5 90
SIZE Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
100. (30) HOLE DIAMETER No Effect
SDC 08 -03 PORT 208 T
( Ø15.88(-0.00 to +0.03)mm )
FORM TOOL Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( Ø15.87 & Ø14.27 ) - Master program verification at Job set up and 5
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
1 PLACE Nos once periodic inspection & 100% Process
( A1 -SIDE ) 3). Key lock for un authorised access & Program Inspection with Air Plug Gauge (or) Plug Gauge &
Subsequent Operation 3). Wrong Tool selection
control for parameter 4 Nos per Shift Xbar R Chart inspected
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Profile Projector with moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
HOLE DEPTH ON Ø15.87
208 N
( 33.24(-0.00 to +0.40)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Profile Projector with moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 60 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø15.87 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
208 B 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
( 1.60 )
Assembly
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR Master program verification at Job set up and 5
Nos once periodic inspection & 100% Process
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Inspection with Air Plug Gauge (or) Plug Gauge &
3). Key lock for un authorised access & Program 4 Nos per Shift Xbar R Chart inspected
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out Preventive maintainance Record (ISCII-TS-MTC-
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 )
6 5). Preventive maintainance Plan 3 PMP-R05) with CMK study 5 90
SIZE Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER No Effect
208 S
( Ø14.28(-0.00 to +0.03)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Air Plug Gauge (or) Plug Gauge &
Subsequent Operation 3). Wrong Tool selection
control for parameter 4 Nos per Shift Xbar R Chart inspected
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
100. (30)
SDC 08 -03 PORT
FORM TOOL No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
( Ø15.87 & Ø14.27 ) - Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
1 PLACE Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
( A1 -SIDE ) Caliper (or) Profile Projector with moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
HOLE DEPTH ON Ø14.27
208 M
( 46.26mm MIN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Profile Projector with moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
4). Preventive maintainance Plan
SURFACE FINISH ON Ø14.27 Part get rejected at final inspection 4). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 )
208 C 6 2 4 48
SPECIFICATION Assembly
( 1.60 )
Customer dissatisfaction at assembly
End User
Performance Low
PAGE NO- 61 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Profile Projector with moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON 3/4-16 UNF -2B No Effect
208 O TAP
( 19.05(-0.00 to +0.40)mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Profile Projector with moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
100. (30)
SDC 08 -03 PORT End User
FORM TOOL
( Ø15.87 & Ø14.27 ) - No Effect
1 PLACE
1). Key lock for un authorised access & Program
( A1 -SIDE ) Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø15.87 Part get rejected at final inspection
OUT OF
209 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø15.87
Part get rejected at final inspection
OUT OF
7 2 6 84
111, ( 51.60±0.50mm ), SPECIFICATION
Assembly
103. ( 49.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
THREAD OVER Part get rejected at final inspection 4). Tap worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 Preventive maintainance Record (ISCII-TS-MTC- 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
100. (31)
3/4 - 16 UNF - 2B End User
THREAD
TAPPING - 1 PLACE 208 U No Effect
( 3/4 - 16 UNF - 2B )
( DATUM "E"
OPPOSITE SIDE ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
THREAD UNDER Part get rejected at final inspection
7 2 6 84
SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 62 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
THREAD DEPTH ON 3/4 - 16 UNF - No Effect
208 P 2B
( x 14.30mm MIN ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get reworked at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
100. (31) End User
3/4 - 16 UNF - 2B
TAPPING - 1 PLACE No Effect
( DATUM "E"
OPPOSITE SIDE ) 1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 3/4 - 16 UNF - 2B Part get rejected at final inspection
OUT OF
209 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON 3/4 - 16 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
UNF - 2B Part get rejected at final inspection
OUT OF
7 2 6 84
SPECIFICATION
111, ( 51.60±0.50mm ), Assembly
103. ( 49.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Shift once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out Preventive maintainance Record (ISCII-TS-MTC-
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
100. (32) End User
IES 0111 (8SF SAE,
3/4 - 16 UNF) PORT HOLE DIAMETER No Effect
212 D
FORM TOOL - 1 ( Ø17.00mm MAX )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
PLACE
( A1 -SIDE ) No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and
Shift once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 63 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out Preventive maintainance Record (ISCII-TS-MTC-
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER ON 3/4 - 16 UNF No Effect
212 E
( Ø17.50±0.10mm REF )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
4). Key lock for un authorised access & Program Caliper
DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø17.50 No Effect
212 G
( x 18.00±1.00mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
100. (32) Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
IES 0111 (8SF SAE, 4). Key lock for un authorised access & Program Caliper
3/4 - 16 UNF) PORT DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
FORM TOOL - 1 SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
PLACE control for parameter
( A1 -SIDE ) Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out Preventive maintainance Record (ISCII-TS-MTC-
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER ON 3/4 - 16 No Effect
212 A UNF
( Ø23.70(-0.10 to +0.40)mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
4). Key lock for un authorised access & Program Caliper
HOLE DEPTH ON Ø23.70 DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
212 I 6 control for parameter 3 4 72
( x2.40mm MAX ) SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 64 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
4). Key lock for un authorised access & Program Caliper
HOLE DEPTH ON Ø23.70 DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
212 I 7 control for parameter 3 4 84
( x2.40mm MAX ) SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
4). Key lock for un authorised access & Program Gauge
DISTANCE UNDER Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
SPOT FACE DISTANCE ON Ø23.70 No Effect
96 FACE
( 144.40±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
4). Key lock for un authorised access & Program Gauge
DISTANCE OVER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
100. (32) Subsequent Operation 3). Wrong offset
control for parameter
IES 0111 (8SF SAE, SURFACE FINISH ON Ø23.70 FACE 4). Preventive maintainance Plan
3/4 - 16 UNF) PORT OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
212 M 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
FORM TOOL - 1 SPECIFICATION
Assembly
PLACE ( 3.20 )
( A1 -SIDE ) Customer dissatisfaction at assembly
End User
Performance Low
1). Key lock for un authorised access & Program
Next Operation 1). Program change Master program verification at Job set up
control for parameter
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
RUNOUT ON Ø23.70 FACE
OUT OF Part get rejected at final inspection
212 H 7 2 6 84
SPECIFICATION
( h | 0.10 | A ) Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
3). Key lock for un authorised access & Program moulded paste
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DIAMETER ON 3/4 - No Effect
212 C 16 UNF
( Ø20.60(-0.00 to +0.10)mm ) Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
3). Key lock for un authorised access & Program moulded paste
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE Part get rejected at final inspection
6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 65 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DEPTH ON Ø20.60 No Effect
212 N
( 2.50(-0.00 to +0.40)mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
RADIUS MISSING 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change Master program verification at Job set up
control for parameter
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CONCENTRICITY ON Ø20.60
OUT OF Part get rejected at final inspection
212 B 7 2 6 84
SPECIFICATION
( r | Ø0..30 | A ) Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
100. (32) Subsequent Operation 3). Wrong offset
control for parameter
IES 0111 (8SF SAE,
3/4 - 16 UNF) PORT PORT 'C' BORE ANGLE ON Ø20.60 OUT OF Part get rejected at final inspection
212 P 6 2 4 48
FORM TOOL - 1 ( 15°±1° ) SPECIFICATION
Assembly
PLACE
( A1 -SIDE ) Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change Master program verification at Job set up
control for parameter
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
PORT 'C' BORE RUNOUT ON ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
Ø20.60 OUT OF Part get rejected at final inspection
212 J 7 2 6 84
SPECIFICATION
Assembly
( h | 0.10 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
PORT 'C' BORE SURFACE FINISH control for parameter
ON Ø20.60 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
212 K 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
Assembly
( 3.20 )
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
Subsequent Operation 3). Wrong offset
control for parameter
NOSE RADIUS ON Ø20.60 OUT OF Part get rejected at final inspection
212 L 6 2 4 48
( R0.13 to R0.25mm ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 66 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
Subsequent Operation 3). Wrong offset
control for parameter
NOSE RADIUS ON Ø20.60 Part get rejected at final inspection
212 L RADIUS MISSING 6 2 5 60
( R0.13 to R0.25mm )
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
Subsequent Operation 3). Wrong offset
control for parameter
ANGLE ON Ø20.60 BOTTOM AREA OUT OF Part get rejected at final inspection
212 O 6 2 4 48
( 45°±5° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
100. (32) End User
IES 0111 (8SF SAE,
3/4 - 16 UNF) PORT No Effect
FORM TOOL - 1 1). Key lock for un authorised access & Program
Next Operation 1). Program change Master program verification at Job set up and
PLACE control for parameter
( A1 -SIDE ) 2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
POSITION ON 8 SF, 3/4 - 16 UNF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT OUT OF Part get rejected at final inspection
213 7 2 6 84
SPECIFICATION
Assembly
( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change Master program verification at Job set up
control for parameter
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON 8 SF, 3/4 - ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
16 UNF PORT Part get rejected at final inspection
OUT OF
7 2 6 84
SPECIFICATION
57, ( 32.00±0.40mm ), Assembly
----. ( 0.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
THREAD OVER Part get rejected at final inspection 4). Tap worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 Preventive maintainance Record (ISCII-TS-MTC- 6 72
SIZE PMP-R05) with CMK study
5). Preventive maintainance Plan
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
THREAD End User
212
( 3/4 - 16 UNF )
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
100. (33) Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
3/4 - 16 UNF THREAD UNDER
TAPPING - 1 PLACE Part get rejected at final inspection 7 2 6 84
SIZE
( A1 -SIDE ) Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection for Digital vernier
4). Key lock for un authorised access & Program caliper with Thread Plug Gauge
THREAD DEPTH ON 3/4 - 16 UNF Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
212 F 6 3 4 72
( x 14.30mm MIN ) SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
No Effect
PAGE NO- 67 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 3/4 - 16 UNF
Part get rejected at final inspection
OUT OF
213 7 2 6 84
SPECIFICATION
Assembly
( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
End User
100. (33)
No Effect
3/4 - 16 UNF
TAPPING - 1 PLACE 1). Key lock for un authorised access & Program
Next Operation 1). Program change
( A1 -SIDE ) control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON 3/4 - 16 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
UNF Part get rejected at final inspection
OUT OF
7 2 6 84
SPECIFICATION
57, ( 32.00±0.40mm ), Assembly
---. ( 0.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Shift once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
HOLE DIAMETER
214
( Ø8.00±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and
3). Key lock for un authorised access & Program Shift once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
Part get rejected at final inspection
DIAMETER
Assembly 7 3 4 84
UNDER SIZE
Tight Fitment problem not mating with mating part
End User
100. (34) No Effect
Ø8.00MM DRILLING -
1 PLACE Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( A1 -SIDE )
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
DISTANCE UNDER Part get rejected at final inspection 4). Key lock for un authorised access & Program
6 4). Wrong Tool offset 3 4 72
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø8.00 No Effect
215
( x80.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
4). Key lock for un authorised access & Program Caliper
DISTANCE OVER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 68 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø8.00
Part get rejected at final inspection
OUT OF
219 7 2 6 84
SPECIFICATION
Assembly
( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
End User
100. (34)
Ø8.00MM DRILLING - No Effect
1 PLACE
( A1 -SIDE ) 1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø8.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection
7 2 6 84
101, ( 21.00±0.40mm ), SPECIFICATION
107. ( 13.50±0.40mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Shift once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
HOLE DIAMETER
216
( Ø12.00±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and
3). Key lock for un authorised access & Program Shift once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
Part get rejected at final inspection
DIAMETER
Assembly 7 3 4 84
UNDER SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
100. (35)
Ø12.00MM DRILLING
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
- 1 PLACE
( A1 -SIDE )
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
DISTANCE UNDER Part get rejected at final inspection 4). Key lock for un authorised access & Program
6 4). Wrong Tool offset 3 4 72
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
HOLE DEPTH ON Ø12.00
217
( x24.00±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
4). Key lock for un authorised access & Program Caliper
Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
DISTANCE OVER
7 5). Key lock for un authorised access & Program 3 4 84
SIZE Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 69 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø12.00
Part get rejected at final inspection
OUT OF
219 7 2 6 84
SPECIFICATION
Assembly
( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
End User
100. (35)
Ø12.00MM DRILLING No Effect
- 1 PLACE
( A1 -SIDE ) 1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø12.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection
7 2 6 84
101, ( 21.00±0.40mm ), SPECIFICATION
107. ( 13.50±0.40mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
218 L
( Ø25.00(-0.00 to +0.40)mm ) No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper (or) Plug Gauge
control for parameter
DIAMETER
Part get rejected at final inspection 7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
100. (36)
502B0059 5.1 (6S
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
SAE) PORT FORM
TOOL ( Ø10.00 & Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Ø9.60 ) - 1 PLACE Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
( A1 -SIDE ) Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
SPOT FACE DEPTH ON Ø25.00
218 F
( 1.00mm MAX ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 70 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program once periodic inspection with CMM (or) 2D Height
Subsequent Operation 3). Wrong Tool selection
control for parameter Gauge
DISTANCE UNDER Part get rejected at final inspection 4). Key lock for un authorised access & Program
6 4). Wrong Tool offset 3 4 72
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
SPOT FACE DISTANCE ON Ø25.00 No Effect
67 FACE
( 147.40±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
Gauge
DISTANCE OVER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
SURFACE FINISH ON Ø25.00 FACE control for parameter
OUT OF 4). Preventive maintainance Plan
218 B Part get rejected at final inspection 6 4). Machine axis variation (machine wear) 2 4 48
SPECIFICATION ( ISCII-TS-MTC-PMP/C-R04 )
( 3.20 Rz 25 ) Assembly
Customer dissatisfaction at assembly
End User
Performance Low
1). Key lock for un authorised access & Program
100. (36) Next Operation 1). Program change
control for parameter Master program verification at Job set up
502B0059 5.1 (6S
2). Key lock for un authorised access & Program inspection with CMM
SAE) PORT FORM No Effect 2). Wrong work offset
control for parameter
TOOL ( Ø10.00 &
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Ø9.60 ) - 1 PLACE Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
( A1 -SIDE ) PERPENDICULARITY ON Ø25.00
FACE Part get rejected at final inspection
OUT OF
218 R 7 2 6 84
SPECIFICATION
Assembly
( b | 0.10 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
CHAMFER HEIGHT ON Ø15.60 No Effect
218 A Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
( -0.10 Master program verification at Job set up
2). Key lock for un authorised access & Program
-0.30 ) No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
CHAMFER
6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 71 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø12.80 No Effect
218 C
( 17.00(-0.00 to +1.00)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection 6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
100. (36)
502B0059 5.1 (6S End User
SAE) PORT FORM
TOOL ( Ø10.00 & PORT 'C' BORE DEPTH ON Ø15.60 No Effect
218 E
Ø9.60 ) - 1 PLACE ( 2.50(-0.00 to +0.40)mm )
( A1 -SIDE ) Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
NOSE RADIUS ON Ø15.60
218 I No Effect
( R0.20±0.10mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 72 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or)
3). Key lock for un authorised access & Program Digital vernier caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 Preventive maintainance Record (ISCII-TS-MTC- 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER ON 9/16 - 18 UNF
No Effect
218 H ( Ø14.30mm Approx )
( Ø12.80±0.10mm ). Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or)
Subsequent Operation 3). Wrong Tool selection Digital vernier caliper
control for parameter
Part get rejected at final inspection
DIAMETER Assembly 7 3 4 84
UNDER SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
TIP ANGLE ON Ø12.80 OUT OF Part get rejected at final inspection
218 G 6 2 4 48
( 118° MIN ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
100. (36)
1). Key lock for un authorised access & Program
502B0059 5.1 (6S Next Operation 1). Program change
control for parameter Master program verification at Job set up
SAE) PORT FORM
2). Key lock for un authorised access & Program inspection with CMM
TOOL ( Ø10.00 & No Effect 2). Wrong work offset
control for parameter
Ø9.60 ) - 1 PLACE
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
( A1 -SIDE ) Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE RUNOUT ON
Ø15.60 Part get rejected at final inspection
OUT OF
218 M 7 2 6 84
SPECIFICATION
Assembly
( h | 0.10 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PORT 'C' BORE DIAMETER
218 K Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
( Ø15.60(-0.00 to +0.13)mm )
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
PORT 'C' BORE
6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 73 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
PORT 'C' BORE SURFACE FINISH control for parameter
ON Ø15.60 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
218 N 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
Assembly
( 1.60 Rz 16 )
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE ANGLE ON Ø15.60 OUT OF Part get rejected at final inspection
218 O 6 2 4 48
( 12°±1° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE CONCENTRICITY
ON Ø15.60 Part get rejected at final inspection
OUT OF
218 P 7 2 6 84
SPECIFICATION
Assembly
( r | Ø0.30 | A )
Fitment problem not mating with mating part
100. (36) End User
502B0059 5.1 (6S
SAE) PORT FORM No Effect
TOOL ( Ø10.00 &
Ø9.60 ) - 1 PLACE
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
( A1 -SIDE )
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
ANGLE ON Ø15.60 BOTTOM AREA OUT OF
218 Q Part get rejected at final inspection 6 2 4 48
( 45°±5° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
POSITION ON 6 SAE, 9/16-18 UN ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT OUT OF Part get rejected at final inspection
219 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON 6 SAE, 9/16- ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
18 UN PORT Part get rejected at final inspection
OUT OF
7 2 6 84
SPECIFICATION
107, ( 13.50±0.40mm ), Assembly
101. ( 21.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 74 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 Next Operation
RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tap worn out
THREAD OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 2 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
THREAD No Effect
218 J
( 9/16 - 18 UNF ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
Part get rejected at final inspection
THREAD UNDER
Assembly 7 2 6 84
SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
THREAD DEPTH ON 9/16 - 18 UNF No Effect
218 D
100. (37) ( x 12.70mm MIN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
9/16 - 18 UNF
TAPPING - 1 PLACE
( A1 -SIDE ) No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get reworked at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 9/16 - 18 UNF Part get rejected at final inspection
OUT OF
219 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON 9/16 - 18 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
UNF Part get rejected at final inspection
OUT OF
7 2 6 84
SPECIFICATION
107, ( 13.50±0.40mm ), Assembly
104. ( 21.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 75 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect 8
HOLE DIAMETER
225 B
( Ø5.00(-0.00 to +0.10)mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
Part get rejected at final inspection
DIAMETER
Assembly 7 3 4 84
UNDER SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and Day
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CIRCULARITY ON Ø5.00
Part get rejected at final inspection
OUT OF
225 C. 7 2 6 84
SPECIFICATION
Assembly
( e | 0.05 )
Fitment problem not mating with mating part
End User
100. (38) No Effect
Ø5.00MM DRILLING -
1 PLACE Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( A1 -SIDE )
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
4). Key lock for un authorised access & Program Caliper (or) Depth Gauge
DISTANCE UNDER Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
6 3 4 72
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
HOLE DEPTH ON Ø5.00 End User
225 E.
( x7.00±0.50mm )
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter Caliper (or) Depth Gauge
DISTANCE OVER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up and Day
No Effect 2). Wrong Tool selection once periodic inspection with Surface Roughness
control for parameter
tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø5.00 4). Preventive maintainance Plan
Part get rejected at final inspection 4). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 )
225 D. 6 2 5 60
SPECIFICATION
Assembly
(2 X Rz 7 to 30 )
Customer dissatisfaction at assembly
End User
Performance Low
PAGE NO- 76 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
HOLE DIAMETER End User
225 F.
( Ø5.00±0.10mm )
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER
7 3 4 84
UNDER SIZE Part get rejected at final inspection
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE UNDER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø5.00 No Effect
226
( x108.00±0.50mm ).
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
100. (38)
Ø5.00MM DRILLING -
1 PLACE No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
( A1 -SIDE ) Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE OVER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø5.00
Part get rejected at final inspection
OUT OF
227 7 2 6 84
SPECIFICATION
Assembly
( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø5.00 Part get rejected at final inspection
OUT OF
7 2 6 84
107, ( 13.50±0.40mm ), SPECIFICATION Assembly
112. ( 56.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 77 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER No Effect
221 B
( Ø5.00(-0.00 to +0.10)mm )
8
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and Day
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CIRCULARITY ON Ø5.00
Part get rejected at final inspection
OUT OF
221 C. 7 2 6 84
SPECIFICATION
Assembly
( e | 0.05 )
Fitment problem not mating with mating part
End User
No Effect
100. (38)
Ø5.00MM DRILLING - Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
1 PLACE
( A1 -SIDE ) No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
4). Key lock for un authorised access & Program Caliper (or) Depth Gauge
DISTANCE UNDER Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
6 3 4 72
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
HOLE DEPTH ON Ø5.00 End User
221 E.
( x7.00±0.50mm ) No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter Caliper (or) Depth Gauge
DISTANCE OVER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up and Day
No Effect 2). Wrong Tool selection once periodic inspection with Surface Roughness
control for parameter
tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø5.00 4). Preventive maintainance Plan
Part get rejected at final inspection 4). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 )
221 D. 6 2 5 60
SPECIFICATION
Assembly
(2 X Rz 7 to 30 )
Customer dissatisfaction at assembly
End User
Performance Low
PAGE NO- 78 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
HOLE DIAMETER End User
221 F.
( Ø5.00±0.10mm )
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER
7 3 4 84
UNDER SIZE Part get rejected at final inspection
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE UNDER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø5.00 No Effect
222
( x31.50±0.50mm ).
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
100. (38)
Ø5.00MM DRILLING -
1 PLACE No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
( A1 -SIDE ) Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE OVER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø5.00
Part get rejected at final inspection
OUT OF
223 7 2 6 84
SPECIFICATION
Assembly
( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø5.00 Part get rejected at final inspection
OUT OF
7 2 6 84
108, ( 8.50±0.40mm ), SPECIFICATION Assembly
110. ( 46.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 79 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 PMP-R05) with CMK study 5 90
SIZE 5). Preventive maintainance Plan
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
224 No Effect
( vØ10.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH DISTANCE control for parameter
6 3 4 72
UNDER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
100. (39) SPOT FACE DEPTH DISTANCE ON No Effect
Ø10.00MM END 67 Ø10.00
MILLING - 1 PLACE ( 147.40±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( A1 -SIDE )
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH DISTANCE control for parameter
7 3 4 84
OVER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
POSITION ON Ø10.00 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
227 Part get rejected at final inspection 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø10.00 Part get rejected at final inspection
OUT OF
7 2 6 84
107, ( 13.50±0.50mm ), SPECIFICATION Assembly
112. ( 56.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 80 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 PMP-R05) with CMK study 5 90
SIZE 5). Preventive maintainance Plan
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
220 No Effect
( vØ10.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH DISTANCE control for parameter
6 3 4 72
UNDER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
100. (39) SPOT FACE DEPTH DISTANCE ON No Effect
Ø10.00MM END 67 Ø10.00
MILLING - 1 PLACE ( 147.40±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( A1 -SIDE )
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH DISTANCE control for parameter
7 3 4 84
OVER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
POSITION ON Ø10.00 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
223 Part get rejected at final inspection 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø10.00 Part get rejected at final inspection
OUT OF
7 2 6 84
108, ( 8.50±0.50mm ), SPECIFICATION Assembly
110. ( 46.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 81 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
caliper
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER FOR "CS" & No Effect
--- "LX" PUNCH PURPOSE
( 2 X Ø10.00±0.25mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
100.(40) control for parameter
Caliper
Ø10.00MM END 4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
MILLING - 2 PLACES DEPTH OVER control for parameter
6 3 4 72
( FOR "CS" & "LX" SIZE 5). Key lock for un authorised access & Program
PUNCH PURPOSE ) Assembly 5). Wrong work offset
control for parameter
( A1 - SIDE )
Fitment problem not mating with mating part
End User
SPOT FACE DEPTH DISTANCE ON No Effect
--- Ø10.00 FOR "CS" & "LX" PUNCH
( 2 X 147.40±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ONØ10.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
Part get rejected at final inspection
( 8.00±0.25mm ), OUT OF
---- 7 2 6 84
( 2.00±0.25mm ), SPECIFICATION
( 55.00±0.25mm ), Assembly
( 12.00±0.25mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 82 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
FIXTURE INDEX
OPERATION NO :- 10 270°
RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER No Effect
259
( Ø8.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
100.(41)
HOLE DEPTH ON Ø8.00 No Effect
Ø8.00MM DRILLING -
260
1 PLACE ( x 44.00±0.50mm )
( A2 -SIDE ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up & Shift
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø8.00
OUT OF Part get rejected at final inspection
262 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
CENTER DISTANCE ON Ø8.00 Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
149, ( 49.00±0.50mm ), SPECIFICATION
141. ( 106.00±0.50mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 83 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
261 L No Effect
( Ø30.00(-0.00 to +0.40)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
100. (42) No Effect
502B0059 5.1 (8S SPOT FACE DEPTH ON Ø30.00
261 F
SAE) PORT FORM ( 1.50mm MAX ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
TOOL ( Ø30.00 &
Ø17.40 ) - 1 PLACE No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
( A2 -SIDE ) Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
DEPTH UNDER
7 5). Key lock for un authorised access & Program 3 4 84
SIZE Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and Day
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
4). Key lock for un authorised access & Program Gauge
DISTANCE UNDER Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
SPOT FACE DISTANCE ON Ø30.00 No Effect
65 FACE
( 29.40±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and Day
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
4). Key lock for un authorised access & Program Gauge
DISTANCE OVER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 84 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø30.00 FACE 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
261 B 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
( 3.20 Rz 25 ) Assembly
Customer dissatisfaction at assembly
End User
Performance Low
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PERPENDICULARITY ON Ø30.00
FACE Part get rejected at final inspection
OUT OF
261 R 7 2 6 84
SPECIFICATION
Assembly
( b | 0.10 | A )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE RUNOUT ON
Ø20.60 Part get rejected at final inspection
OUT OF
261 M 7 2 6 84
SPECIFICATION
Assembly
( h | 0.10 | A )
Fitment problem not mating with mating part
100. (42) End User
502B0059 5.1 (8S
SAE) PORT FORM No Effect
TOOL ( Ø30.00 &
Ø17.40 ) - 1 PLACE Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
( A2 -SIDE ) 2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
PORT 'C' BORE SURFACE FINISH control for parameter
ON Ø20.60 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
261 N 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
Assembly
( 1.60 Rz 16 )
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
CHAMFER HEIGHT ON Ø20.60
No Effect
261 A
( -0.10
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
-0.30 )
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
CHAMFER Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 85 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø17.40 No Effect
261 C
( 19.00(-0.00 to +1.00)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
4). Key lock for un authorised access & Program Caliper
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
100. (42) End User
502B0059 5.1 (8S
SAE) PORT FORM PORT 'C' BORE DEPTH ON Ø20.60 No Effect
TOOL ( Ø30.00 & 261 E
( 2.50(-0.00 to +0.40)mm )
Ø17.40 ) - 1 PLACE Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
( A2 -SIDE ) Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
RADIUS MISSING 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
NOSE RADIUS ON Ø20.60 No Effect
261 I
( R0.20±0.10mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
RADIUS MISSING 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 86 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DIAMETER No Effect
261 K
( Ø20.60(-0.00 to +0.13)mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE
Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
TIP ANGLE ON Ø17.40 OUT OF Part get rejected at final inspection
261 G 6 2 4 48
( 118° MIN ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
100. (42) No Effect
502B0059 5.1 (8S
SAE) PORT FORM Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
TOOL ( Ø30.00 & Master program verification at Job set up
Ø17.40 ) - 1 PLACE 2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
( A2 -SIDE ) control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
PORT 'C' BORE ANGLE ON Ø20.60 OUT OF
261 O 6 2 4 48
( 15°±1° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or)
3). Key lock for un authorised access & Program Digital vernier caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 Preventive maintainance Record (ISCII-TS-MTC- 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
HOLE DIAMETER ON 3/4 - 16 UNF
261 H ( Ø19.10mm Approx ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( Ø17.40±0.10mm ). No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or)
Subsequent Operation 3). Wrong Tool selection
control for parameter Digital vernier caliper
Part get rejected at final inspection
DIAMETER
Assembly 7 3 4 84
UNDER SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 87 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE CONCENTRICITY
ON Ø20.60 Part get rejected at final inspection
OUT OF
261 P 7 2 6 84
SPECIFICATION
Assembly
( r | Ø0.30 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
ANGLE ON Ø20.60 BOTTOM AREA OUT OF
261 Q 6 2 4 48
( 45°±5° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
100. (42)
502B0059 5.1 (8S
End User
SAE) PORT FORM
TOOL ( Ø30.00 &
Ø17.40 ) - 1 PLACE No Effect
( A2 -SIDE )
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 8S SAE, 3/4 - 16 UNF
PORT Part get rejected at final inspection
OUT OF
262 7 2 6 84
SPECIFICATION
Assembly
( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
CENTER DISTANCE ON 8S SAE, 3/4 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
- 16 UNF PORT ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
SPECIFICATION
149, ( 49.00±0.50mm ),
Assembly
141. ( 106.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tap worn out
THREAD OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 2 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
100.(43) End User
3/4 - 16 UNF THREAD No Effect
261 J
TAPPING - 1 PLACE ( 3/4 - 16 UNF )
( A2 -SIDE ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
THREAD UNDER Part get rejected at final inspection
7 2 6 84
SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 88 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
THREAD DEPTH ON 3/4 - 16 UNF No Effect
261 D
( x 14.30mm MIN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
DEPTH UNDER Part get reworked at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
100.(43)
3/4 - 16 UNF End User
TAPPING - 1 PLACE
( A2 -SIDE ) No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 3/4 - 16 UNF
OUT OF Part get rejected at final inspection
262 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G )
Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON 9/16-18 UN ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
149, ( 49.00±0.50mm ), SPECIFICATION
141. ( 106.00±0.50mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
100.(44) No Effect
Ø5.50MM DRILLING - HOLE DIAMETER
263
1 PLACE ( Ø5.50±0.10mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( A2 -SIDE )
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 89 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø5.50 No Effect
264
( x 66.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
100.(44) End User
Ø5.50MM DRILLING -
1 PLACE No Effect
( A2 -SIDE )
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up & Shift
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø5.50
OUT OF Part get rejected at final inspection
272 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø5.50
Part get rejected at final inspection
OUT OF
7 2 6 84
142, ( 85.20±0.50mm ), SPECIFICATION
Assembly
146. ( 15.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
100.(45) End User
Ø7.00MM DRILLING - HOLE DIAMETER No Effect
265
1 PLACE ( Ø7.00±0.50mm )
( A2 -SIDE ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 90 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø7.00 No Effect
266
( x 40.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
100.(45) End User
Ø7.00MM DRILLING -
1 PLACE No Effect
( A2 -SIDE )
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up & Shift
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø7.00
OUT OF Part get rejected at final inspection
272 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø7.00
Part get rejected at final inspection
OUT OF
7 2 6 84
142, ( 85.20±0.50mm ), SPECIFICATION
Assembly
146. ( 15.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
100.(46) End User
Ø12.00MM DRILLING HOLE DIAMETER No Effect
267
- 1 PLACE ( Ø12.00±0.50mm )
( A2 -SIDE ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 91 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø12.00 No Effect
268
( x 27.00±0.40mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
100.(46) End User
Ø12.00MM DRILLING
- 1 PLACE No Effect
( A2 -SIDE )
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up & Shift
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø12.00
OUT OF Part get rejected at final inspection
272 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G )
Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø12.00
Part get rejected at final inspection
OUT OF
7 2 6 84
142, ( 85.20±0.40mm ), SPECIFICATION
Assembly
146. ( 15.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
THREAD OVER Part get rejected at final inspection 4). Tap worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 Preventive maintainance Record (ISCII-TS-MTC- 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
100. (47) End User
M8 X 1.00 TAPPING - THREAD
269 No Effect
1 PLACE ( M8 X 1.0 )
( A2 -SIDE ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
THREAD UNDER Part get rejected at final inspection
7 2 6 84
SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 92 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
THREAD DEPTH ON M8 X 1.0 No Effect
270
( x 36.00(-0.00 to +2.00)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get reworked at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
100. (47) End User
M8 x 1.00 TAPPING -
1 PLACE No Effect
( A2 -SIDE )
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON M8 X 1.00
OUT OF Part get rejected at final inspection
272 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON M8 X 1.00
Part get rejected at final inspection
OUT OF
7 2 6 84
142, ( 85.20±0.40mm ), SPECIFICATION
Assembly
146. ( 15.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Shift once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
100.(48) part
IES 0111 (6SF SAE, End User
9/16 - 18 UNF) PORT
HOLE DIAMETER No Effect
FORM TOOL 271 D
( Ø12.50±0.50mm )
( Ø19.00 & Ø12.50 ) -
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
1 PLACE
( A2 -SIDE ) No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and
3). Key lock for un authorised access & Program Shift once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 93 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER ON 9/16 - 18 UNF No Effect
271 E
( Ø12.93±0.10mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
100.(48)
IES 0111 (6SF SAE, HOLE DEPTH ON Ø12.93 No Effect
271 G
9/16 - 18 UNF) PORT ( x 16.00±1.00mm )
FORM TOOL Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( Ø19.00 & Ø12.50 ) -
1 PLACE No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
( A2 -SIDE ) Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER ON 9/16 - No Effect
271 A 18 UNF Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( Ø19.00(-0.00 to +0.40)mm )
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper (or) Plug Gauge
control for parameter
Part get rejected at final inspection
DIAMETER
Assembly 7 3 4 84
UNDER SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 94 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
4). Key lock for un authorised access & Program caliper
DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø19.00 No Effect
271 I
( x 1.60mm MAX)
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
4). Key lock for un authorised access & Program caliper
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and Day
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
4). Key lock for un authorised access & Program Gauge
SPOT FACE Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE OVER 6 control for parameter 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
100.(48) End User
IES 0111 (6SF SAE,
SPOT FACE DISTANCE ON Ø19.00 No Effect
9/16 - 18 UNF) PORT
87 FACE
FORM TOOL Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( 27.40±0.50mm )
( Ø19.00 & Ø12.50 ) -
1 PLACE No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
( A2 -SIDE )
3). Key lock for un authorised access & Program Master program verification at Job set up and Day
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
4). Key lock for un authorised access & Program Gauge
SPOT FACE Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE UNDER 7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø19.00 FACE 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
271 M 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
( 3.20 ) Assembly
Customer dissatisfaction at assembly
End User
Performance Low
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
RUNOUT ON Ø19.00 FACE Part get rejected at final inspection
OUT OF
271 H 7 2 6 84
SPECIFICATION
( h | 0.10 | A ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 95 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CONCENTRICITY ON Ø15.65 Part get rejected at final inspection
OUT OF
271 B 7 2 6 84
SPECIFICATION
( r | Ø0.30 | A ) Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
PORT 'C' BORE SURFACE FINISH control for parameter
ON Ø15.65 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
271 K 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
Assembly
( 3.20 )
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
100.(48)
End User
IES 0111 (6SF SAE, PORT 'C' BORE DIAMETER ON 9/16
9/16 - 18 UNF) PORT - 18 UNF
FORM TOOL No Effect
271 C
( Ø19.00 & Ø12.50 ) -
1 PLACE Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
( Ø15.65(-0.00 to +0.10)mm )
( A2 -SIDE ) Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
CHAMFER DIA Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DEPTH ON Ø15.65 No Effect
271 N
( 2.50(-0.00 to +0.40)mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
RADIUS MISSING 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 96 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
NOSE RADIUS ON Ø15.60 No Effect
271 L
( R0.13 to R0.25mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
RADIUS MISSING 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
100.(48) Subsequent Operation 3). Wrong offset
control for parameter
IES 0111 (6SF SAE,
9/16 - 18 UNF) PORT Part get rejected at final inspection
FORM TOOL ANGLE ON Ø15.65 BOTTOM AREA OUT OF
271 O 6 2 4 48
( Ø19.00 & Ø12.50 ) - ( 45°±5° ) SPECIFICATION
1 PLACE Assembly
( A2 -SIDE )
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 6 SF, 9/16 - 18 UNF
PORT Part get rejected at final inspection
OUT OF
272 7 2 6 84
SPECIFICATION
Assembly
( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
CENTER DISTANCE ON 6 SF, 9/16 - Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
18 UNF PORT
OUT OF Part get rejected at final inspection
7 2 6 84
SPECIFICATION
140, ( 15.00±0.40mm ), Assembly
142. ( 85.20±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
100. (49) 4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tap worn out
9/16 - 18 UNF THREAD THREAD OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
271 6 2 6 72
TAPPING - 1 PLACE ( 9/16 - 18 UNF ) SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( A2 -SIDE ) ( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
PAGE NO- 97 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 Next Operation
RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
Part get rejected at final inspection
THREAD THREAD UNDER
271 Assembly 7 2 6 84
( 9/16 - 18 UNF ) SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
THREAD DEPTH ON 9/16 - 18 UNF No Effect
271 F
( x 12.70mm MIN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
100. (49) 4). Key lock for un authorised access & Program
Part get reworked at final inspection 4). Wrong Tool offset
9/16 - 18 UNF DEPTH UNDER control for parameter
7 3 4 84
TAPPING - 1 PLACE SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
( A2 -SIDE ) control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 9/16 - 18 UNF Part get rejected at final inspection
OUT OF
272 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON 9/16 - 18 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
UNF Part get rejected at final inspection
OUT OF
7 2 6 84
SPECIFICATION
142, ( 85.20±0.40mm ), Assembly
146. ( 15.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
100.(50) 4). Preventive maintainance Plan
Ø6.00MM DRILLING - HOLE DIAMETER DIAMETER OVER Part get rejected at final inspection 4). Tool worn out Preventive maintainance Record (ISCII-TS-MTC-
273 6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 5 90
1 PLACE ( Ø6.00±0.50mm ) SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( A2 -SIDE ) ( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
PAGE NO- 98 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
HOLE DIAMETER DIAMETER Part get rejected at final inspection
273 7 3 4 84
( Ø6.00±0.50mm ) UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
HOLE DEPTH ON Ø6.00
274
( x 37.50±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
100.(50) 7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Ø6.00MM DRILLING - Assembly 5). Wrong work offset
1 PLACE control for parameter
( A2 -SIDE )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø6.00 Part get rejected at final inspection
OUT OF
276 7 2 6 84
SPECIFICATION Assembly
( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø6.00 Part get rejected at final inspection
OUT OF
7 2 6 84
149, ( 49.00±0.50mm ), SPECIFICATION
143. ( 60.00±0.40mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 99 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Shift once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER
275 A ( Ø0.625±0.005 Inch No Effect
(or) Ø15.875±0.127mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and
3). Key lock for un authorised access & Program Shift once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
100.(51)
SPOT FACE DEPTH ON Ø0.625 No Effect
CP4 - 2 CAVITY
PORT FORM TOOL ( 275 H ( x 0.03±0.01 Inch
Ø15.875 & Ø11.112 ) - (or) 0.762±0.254mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
1 PLACE
( A2 -SIDE ) No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER ON 7/16 - 20 UNF -
2B No Effect
----
( Ø0.4375±0.005 Inch Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
(or) Ø11.112±0.10mm )
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper
control for parameter
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 100 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø0.4375
No Effect
275 S ( x 0.696±0.005 Inch
(or) x17.68±0.12mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
ANGLE ON Ø0.4375 END AREA OUT OF Part get rejected at final inspection
275 N 6 2 4 48
( 30°±5° ) SPECIFICATION
100.(51) Assembly
CP4 - 2 CAVITY
PORT FORM TOOL ( Customer dissatisfaction at assembly
Ø15.875 & Ø11.112 ) -
1 PLACE End User
( A2 -SIDE )
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
ANGLE ON Ø0.4375 START AREA OUT OF
275 M Part get rejected at final inspection 6 2 4 48
( 45°±1° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
Caliper (or) Plug Gauge (or) CMM & 4 Nos Per
3). Key lock for un authorised access & Program Shift Xbar R Chart Inspected
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
8 2 5 80
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
HOLE DIAMETER End User
275 D ( Ø0.312 to 0.314 Inch No Effect
(or) Ø7.925 to Ø7.975mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge (or) CMM & 4 Nos Per
Subsequent Operation 3). Wrong Tool selection
control for parameter Shift Xbar R Chart Inspected
DIAMETER Part get rejected at final inspection 8 3 4 96
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 101 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
4). Key lock for un authorised access & Program caliper
DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø0.312
No Effect
275 R ( x 1.250±0.005 Inch
(or) 31.475±0.12mm) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
4). Key lock for un authorised access & Program caliper
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CONCENTRICITY ON Ø0.312 Part get rejected at final inspection
OUT OF
275 E 7 2 6 84
SPECIFICATION
( r | Ø0.002 Inch | A ) Assembly
Fitment problem not mating with mating part
100.(51) End User
CP4 - 2 CAVITY
PORT FORM TOOL ( No Effect
Ø15.875 & Ø11.112 ) -
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
1 PLACE
( A2 -SIDE ) 2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø0.625 FACE 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
275 U 8 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 64
SPECIFICATION
( 63.00 ) Assembly
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
ANGLE ON Ø0.312 END AREA OUT OF
275 O Part get rejected at final inspection 6 2 4 48
( 29°±1° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø0.625 FACE 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
275 I 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
( 125.00 Inch ) Assembly
Customer dissatisfaction at assembly
End User
Performance Low
PAGE NO- 102 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and Day
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
4). Key lock for un authorised access & Program Gauge
SPOT FACE Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE OVER 6 control for parameter 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
SPOT FACE DISTANCE ON Ø0.625 No Effect
88 FACE
( 23.90±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and Day
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
4). Key lock for un authorised access & Program Gauge
SPOT FACE Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE UNDER 7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø0.487 4). Preventive maintainance Plan
ANGLE OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
275 W 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
( 63 Inch ) Assembly
Customer dissatisfaction at assembly
End User
100.(51)
CP4 - 2 CAVITY Performance Low
PORT FORM TOOL (
Ø15.875 & Ø11.112 ) - 1). Key lock for un authorised access & Program
Next Operation 1). Program change
1 PLACE control for parameter Master program verification at Job set up
( A2 -SIDE ) 2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CONCENTRICITY ON Ø0.487 Part get rejected at final inspection
OUT OF
275 C 7 2 6 84
SPECIFICATION
( r | Ø0.002 Inch | A ) Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
PORT 'C' BORE DIAMETER ON 7/16 End User
- 20 UNF - 2B
No Effect
275 B
( Ø0.487 to Ø492 Inch Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
(or) Ø12.37 to Ø12.50mm ) Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
CHAMFER DIA Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 103 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DEPTH ON Ø0.487
No Effect
275 T
( 0.093 to 0.108 Inch
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
(or) 2.36 to 2.74mm )
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
RADIUS MISSING 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
100.(51)
NOSE RADIUS ON Ø0.487 ANGLE
CP4 - 2 CAVITY No Effect
PORT FORM TOOL ( 275 Q
( R0.005 to R0.010 Inch
Ø15.875 & Ø11.112 ) - Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
(or) R0.12 to R0.25mm )
1 PLACE Master program verification at Job set up
( A2 -SIDE ) 2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
RADIUS MISSING 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE ANGLE ON Ø0.487
OUT OF
275 V Part get rejected at final inspection 6 2 4 48
SPECIFICATION
( 12° to 14° )
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 7/16 - 20 UNF - 2B
PORT Part get rejected at final inspection
OUT OF
276 7 2 6 84
SPECIFICATION
Assembly
( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 104 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
100.(51) 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
CENTER DISTANCE ON 7/16 - 20 Subsequent Operation 3). Machine axis variation (machine wear)
CP4 - 2 CAVITY ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
UNF - 2B PORT
PORT FORM TOOL ( OUT OF Part get rejected at final inspection
7 2 6 84
Ø15.875 & Ø11.112 ) - SPECIFICATION
149, ( 49.00±0.40mm ), Assembly
1 PLACE
143. ( 60.00±0.40mm ).
( A2 -SIDE )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tap worn out
THREAD OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 2 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
THREAD No Effect
275 F
( 7/16 - 20 UNF - 2B ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
Part get rejected at final inspection
THREAD UNDER
Assembly 7 2 6 84
SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
100. (52) control for parameter
7/16 - 20 UNF - 2B No Effect
TAPPING - 1 PLACE
( A2 -SIDE )
End User
THREAD DEPTH ON 7/16 - 20 UNF -
2B No Effect
275 J ( x 0.45 Inch MIN
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
(or) x11.43mm MIN )
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get reworked at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PERPENDICULARITY ON 7/16 - 20
Part get rejected at final inspection
UNF - 2B OUT OF
275 G 7 2 6 84
SPECIFICATION Assembly
( b | 0.001 Inch | B )
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 105 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 7/16 - 20 UNF - 2B Part get rejected at final inspection
OUT OF
276 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
100. (52)
No Effect
7/16 - 20 UNF - 2B
TAPPING - 1 PLACE 1). Key lock for un authorised access & Program
Next Operation 1). Program change
( A2 -SIDE ) control for parameter
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON 7/16 - 20 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
UNF - 2B Part get rejected at final inspection
OUT OF
7 2 6 84
SPECIFICATION
149, ( 49.00±0.40mm ), Assembly
143. ( 60.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER No Effect
277
( Ø19.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
100.(53)
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Ø19.00MM DRILLING
- 1 PLACE
( A2 -SIDE ) No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø19.00
278 No Effect
( x 68.00±0.40mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
DEPTH UNDER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 106 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø19.00 Part get rejected at final inspection
OUT OF
280 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
100.(53)
No Effect
Ø19.00MM DRILLING
- 1 PLACE 1). Key lock for un authorised access & Program
Next Operation 1). Program change
( A2 -SIDE ) control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø19.00
Part get rejected at final inspection
OUT OF
7 2 6 84
147, ( 32.00±0.40mm ), SPECIFICATION
Assembly
51. ( 36.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
279 A. ( Ø1.500±0.005 Inch No Effect
(or) Ø38.10±0.127mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
100.(54) No Effect
ES - 1339 PORT
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
FORM TOOL
( Ø19.00 & Ø12.50 ) -
1 PLACE No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
( A2 -SIDE ) Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
SPOT FACE DEPTH ON Ø1.50
279 B ( x0.031±0.005 Inch No Effect
(or) 0.787±0.127mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
DEPTH UNDER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 107 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Air Plug Gauge (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER
279 C ( Ø0.8281 to Ø0.8268 Inch No Effect
(or) Ø21.034 to Ø21.000mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Air Plug Gauge (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø0.8281
100.(54)
ES - 1339 PORT 279 D ( x2.446±0.005 Inch No Effect
FORM TOOL (or) x62.12±0.12mm )
( Ø19.00 & Ø12.50 ) - Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
1 PLACE
( A2 -SIDE ) No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
DEPTH UNDER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up & Shift
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PERPENDICULARITY ON Ø0.8281 Part get rejected at final inspection
OUT OF
279 AC 8 2 6 96
SPECIFICATION
( b | 0.001 Inch | A ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up & Shift
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
RUNOUT ON Ø0.8281 Part get rejected at final inspection
OUT OF
279 AD 7 2 6 84
SPECIFICATION
( h | 0.002 Inch | B ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 108 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø0.8281 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
279 U 8 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 64
SPECIFICATION
Assembly
( 63 Inch )
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
Inspection with Air Plug Gauge (or) Plug Gauge &
3). Key lock for un authorised access & Program 4 Nos per Shift Xbar R Chart inspected
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
8 2 5 80
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER
279 E ( Ø0.9068 to Ø0.9055 Inch No Effect
(or) Ø23.033 to Ø23.000mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Air Plug Gauge (or) Plug Gauge &
Subsequent Operation 3). Wrong Tool selection
control for parameter 4 Nos per Shift Xbar R Chart inspected
DIAMETER Part get rejected at final inspection
8 3 4 96
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
100.(54)
ES - 1339 PORT No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
FORM TOOL Master program verification at Job set up and 5
( Ø19.00 & Ø12.50 ) - 3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
1 PLACE control for parameter
caliper
( A2 -SIDE ) 4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø0.9068
279 F ( x2.016±0.005 Inch No Effect
(or) x51.20±0.12mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
DEPTH UNDER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up & Shift
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PERPENDICULARITY ON Ø0.9068 Part get rejected at final inspection
OUT OF
279 AC 8 2 6 96
SPECIFICATION
( b | 0.001 Inch | A ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 109 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up & Shift
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
RUNOUT ON Ø0.9068 Part get rejected at final inspection
OUT OF
279 AD 7 2 6 84
SPECIFICATION
( h | 0.002 Inch | B ) Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø0.0968 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
279 V 8 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 64
SPECIFICATION
Assembly
( 63 Inch )
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Air Plug Gauge (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
HOLE DIAMETER ON 1-1/16-12 UN- End User
2B No Effect
279 G
100.(54) ( Ø0.978 to Ø0.972 Inch
(or) Ø24.841 to Ø24.688mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
ES - 1339 PORT
FORM TOOL No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
( Ø19.00 & Ø12.50 ) - Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program
1 PLACE Subsequent Operation 3). Wrong Tool selection Inspection with Air Plug Gauge (or) Plug Gauge
control for parameter
( A2 -SIDE )
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø0.978 No Effect
279 H ( x1.051±0.005 Inch
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
(or) x26.695±0.12mm )
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
DEPTH UNDER
7 5). Key lock for un authorised access & Program 3 4 84
SIZE Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 110 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up & Shift
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PERPENDICULARITY ON Ø0.978 Part get rejected at final inspection
OUT OF
279 AC 8 2 6 96
SPECIFICATION
( b | 0.001 Inch | A ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up & Shift
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
RUNOUT ON Ø0.978 Part get rejected at final inspection
OUT OF
279 AD 7 2 6 84
SPECIFICATION
( h | 0.002 Inch | B ) Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
100.(54) End User
ES - 1339 PORT HOLE DIAMETER
FORM TOOL 279 T ( Ø0.796 Inch MAX No Effect
( Ø19.00 & Ø12.50 ) - (or) Ø20.218mm MAX )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
1 PLACE
( A2 -SIDE ) No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø0.796
279 S ( x2.500 Inch MIN No Effect
(or) x63.50mm MIN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
DEPTH UNDER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 111 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
Subsequent Operation 3). Wrong offset
control for parameter
ANGLE ON Ø0.8281 END AREA OUT OF Part get rejected at final inspection
279 AB 6 2 4 48
( 29°±1° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
NOSE RADIUS ON Ø0.9068 END Customer dissatisfaction at assembly
AREA
End User
( R0.062±0.005 Inch )
No Effect
279 AA &
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
NOSE RADIUS ON Ø0.978 END 2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
AREA control for parameter
3). Key lock for un authorised access & Program paste
( R0.062±0.005 Inch ) Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
RADIUS MISSING 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
100.(54) Subsequent Operation 3). Wrong offset
SURFACE FINISH ON Ø0.9068 END control for parameter
ES - 1339 PORT 4). Preventive maintainance Plan
R0.062 AREA Part get rejected at final inspection 4). Machine axis variation (machine wear)
FORM TOOL OUT OF ( ISCII-TS-MTC-PMP/C-R04 )
279 Z 6 2 4 48
( Ø19.00 & Ø12.50 ) - SPECIFICATION
Assembly
1 PLACE
( 63 Inch )
( A2 -SIDE ) Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
SURFACE FINISH ON Ø0.978 END control for parameter
R0.062 AREA 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
279 Z 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
Assembly
( 63 Inch )
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø1.500 FACE 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
279 X 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
Assembly
( 100 Inch )
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
Subsequent Operation 3). Wrong offset
control for parameter
ANGLE ON Ø0.978 START AREA OUT OF Part get rejected at final inspection
279 W 6 2 4 48
( 45°±1° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 112 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH DISTANCE control for parameter
6 3 4 72
UNDER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
SPOT FACE DISTANCE ON Ø1.500 No Effect
74 FACE
( 28.40±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH DISTANCE control for parameter
7 3 4 84
OVER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess inspection with CMM (or) Profile Projector with
3). Key lock for un authorised access & Program moulded paste
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
100.(54) Loose Fitment problem not mating with mating
ES - 1339 PORT part
FORM TOOL
End User
( Ø19.00 & Ø12.50 ) - HOLE DIAMETER
1 PLACE 279 K ( Ø1.148 to Ø1.152 Inch No Effect
( A2 -SIDE ) (or) Ø29.16 to Ø29.26mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up
3). Key lock for un authorised access & Program inspection with CMM (or) Profile Projector with
Subsequent Operation 3). Wrong Tool selection moulded paste
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up & Shift
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PERPENDICULARITY ON Ø1.148
OUT OF Part get rejected at final inspection
279 AC 8 2 6 96
SPECIFICATION
( b | 0.001 Inch | A ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up & Shift
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
RUNOUT ON Ø1.148 Part get rejected at final inspection
OUT OF
279 AD 7 2 6 84
SPECIFICATION
( h | 0.002 Inch | B ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 113 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DEPTH ON Ø1.148 No Effect
279 Y ( 0.130 to 0.145 Inch
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
(or) 3.30 to 3.68mm ) Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
RADIUS MISSING 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE ANGLE ON Ø1.148 OUT OF Part get rejected at final inspection
279 L 6 2 4 48
( 14° to 16° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
100.(54) SURFACE FINISH ON Ø1.148 control for parameter
ANGLE 4). Preventive maintainance Plan
ES - 1339 PORT OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
279 M 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
FORM TOOL SPECIFICATION
( Ø19.00 & Ø12.50 ) - Assembly
1 PLACE ( 100 Inch )
Customer dissatisfaction at assembly
( A2 -SIDE )
End User
Performance Low
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
NOSE RADIUS ON Ø1.148 ANGLE
279 N ( R0.005 to R0.010 Inch No Effect
(or) R0.12 to R0.25mm ) Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
POSITION ON 1-1/16-12 UN - 2B ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT OUT OF Part get rejected at final inspection
280 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 114 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
100.(54) ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON 1-1/16-12
ES - 1339 PORT
UN - 2B PORT Part get rejected at final inspection
FORM TOOL OUT OF
7 2 6 84
( Ø19.00 & Ø12.50 ) - 147, SPECIFICATION
( 32.00±0.40mm ), Assembly
1 PLACE 51.
( 36.00±0.50mm ).
( A2 -SIDE )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tap worn out
THREAD OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 2 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
THREAD No Effect
279 I
( 1-1/16-12 UN - 2B ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
Part get rejected at final inspection
THREAD UNDER
Assembly 7 2 6 84
SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
100. (55) Assembly 5). Wrong work offset
control for parameter
1-1/16-12 UN - 2B
TAPPING - 1 PLACE No Effect
( A2 -SIDE )
End User
THREAD DEPTH ON 1-1/16-12 UN -
2B No Effect
279 J ( x 0.810±0.005 Inch
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
(or) x20.57±0.12mm )
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get reworked at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up & Shift
2). Key lock for un authorised access & Program once periodic Inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PERPENDICULARITY ON 1-1/16-12
UN - 2B Part get rejected at final inspection
OUT OF
279 AE 7 2 6 84
SPECIFICATION
Assembly
( b | 0.001 Inch | B )
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 115 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up & Shift
2). Key lock for un authorised access & Program once periodic Inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CIRCULARITY ON 1-1/16-12 UN - 2B
(PITCH DIA) Part get rejected at final inspection
OUT OF
279 AF 8 2 6 96
SPECIFICATION
Assembly
( e | 0.0009 Inch )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
100. (55) POSITION ON 1-1/16-12 UN - 2B Part get rejected at final inspection
1-1/16-12 UN - 2B OUT OF
280 7 2 6 84
TAPPING - 1 PLACE SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
( A2 -SIDE )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON 1-1/16-12 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
UN - 2B Part get rejected at final inspection
OUT OF
7 2 6 84
SPECIFICATION
147, ( 32.00±0.40mm ), Assembly
51. ( 36.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect 8
HOLE DIAMETER
282 B
( Ø4.00(-0.00 to +0.10)mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
Part get rejected at final inspection
100. (56)
DIAMETER
Ø4.00MM DRILLING - Assembly 7 3 4 84
UNDER SIZE
1 PLACE
( A2 -SIDE ) Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and Day
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CIRCULARITY ON Ø4.00
Part get rejected at final inspection
OUT OF
282 C. 7 2 6 84
SPECIFICATION
Assembly
( e | 0.05 )
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 116 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
4). Key lock for un authorised access & Program Caliper (or) Depth Gauge
DISTANCE UNDER Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
6 3 4 72
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
HOLE DEPTH ON Ø4.00 End User
282 E.
( x6.00±0.50mm ) No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter Caliper (or) Depth Gauge
DISTANCE OVER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up and Day
No Effect 2). Wrong Tool selection once periodic inspection with Surface Roughness
control for parameter
tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
SURFACE FINISH ON Ø4.00 control for parameter
OUT OF 4). Preventive maintainance Plan
282 D. Part get rejected at final inspection 6 4). Machine axis variation (machine wear) 2 5 60
SPECIFICATION ( ISCII-TS-MTC-PMP/C-R04 )
(2 X Rz 7 to 30 ) Assembly
Customer dissatisfaction at assembly
End User
100. (56)
Ø4.00MM DRILLING - Performance Low
1 PLACE
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( A2 -SIDE ) Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER No Effect
282 F.
( Ø4.00±0.10mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
HOLE DEPTH ON Ø4.00 Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE UNDER control for parameter
283 6 3 4 72
( x82.00±0.50mm ). SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 117 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
HOLE DEPTH ON Ø4.00 Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE OVER control for parameter
283 7 3 4 84
( x90.00±0.50mm ). SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
100. (56) POSITION ON Ø4.00
Ø4.00MM DRILLING - Part get rejected at final inspection
OUT OF
1 PLACE 288 7 2 6 84
SPECIFICATION
Assembly
( A2 -SIDE ) ( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø4.00 Part get rejected at final inspection
OUT OF
7 2 6 84
144, ( 11.00±0.50mm ), SPECIFICATION Assembly
148. ( 40.20±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER No Effect
286 B 8
( Ø5.00(-0.00 to +0.10)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
100. (57)
Part get rejected at final inspection
Ø5.00MM DRILLING - DIAMETER
7 3 4 84
1 PLACE UNDER SIZE Assembly
( A2 -SIDE )
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and Day
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CIRCULARITY ON Ø5.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection
286 C. 7 2 6 84
SPECIFICATION
( e | 0.05 ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 118 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
4). Key lock for un authorised access & Program Caliper (or) Depth Gauge
DISTANCE UNDER Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
6 3 4 72
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
HOLE DEPTH ON Ø5.00 End User
286 E.
( x7.00±0.50mm ) No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter Caliper (or) Depth Gauge
DISTANCE OVER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up and Day
No Effect 2). Wrong Tool selection once periodic inspection with Surface Roughness
control for parameter
tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
SURFACE FINISH ON Ø5.00 control for parameter
OUT OF 4). Preventive maintainance Plan
286 D. Part get rejected at final inspection 6 4). Machine axis variation (machine wear) 2 5 60
SPECIFICATION ( ISCII-TS-MTC-PMP/C-R04 )
( Rz 7 to 30 ) Assembly
Customer dissatisfaction at assembly
End User
100. (57)
Ø5.00MM DRILLING - Performance Low
1 PLACE
( A2 -SIDE ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
HOLE DIAMETER End User
286 F.
( Ø5.00±0.10mm )
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER
7 3 4 84
UNDER SIZE Part get rejected at final inspection
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø5.00 Part get rejected at final inspection
OUT OF
288 7 2 6 84
SPECIFICATION
Assembly
( j | Ø0.80 | E | F-G | G )
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 119 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE UNDER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø5.00 No Effect
287
( x72.00±0.50mm ).
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
100. (57) Caliper
4). Key lock for un authorised access & Program
Ø5.00MM DRILLING - Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE OVER control for parameter
1 PLACE 7 3 4 84
SIZE 5). Key lock for un authorised access & Program
( A2 -SIDE ) Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø5.00 Part get rejected at final inspection
OUT OF
7 2 6 84
146, ( 15.00±0.50mm ), SPECIFICATION Assembly
145. ( 11.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 PMP-R05) with CMK study 5 90
SIZE 5). Preventive maintainance Plan
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
281 No Effect
( vØ10.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
100. (58) Subsequent Operation 3). Wrong Tool selection caliper
control for parameter
Ø10.00MM END
MILLING - 2 PLACES DIAMETER Part get rejected at final inspection
7 3 4 84
( A2 -SIDE ) UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change Master program verification at Job set up and
control for parameter
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
POSITION ON Ø10.00 Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection
284 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 120 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH DISTANCE control for parameter
6 3 4 72
UNDER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
SPOT FACE DEPTH DISTANCE ON No Effect
67 Ø10.00
( 147.40±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
100. (58) control for parameter
Height Gauge
Ø10.00MM END 4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
MILLING - 2 PLACES DEPTH DISTANCE control for parameter
7 3 4 84
( A2 -SIDE ) OVER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø10.00
OUT OF Part get rejected at final inspection
7 2 6 84
144, ( 11.00±0.50mm ), SPECIFICATION
148. ( 40.20±0.50mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 PMP-R05) with CMK study 5 90
SIZE 5). Preventive maintainance Plan
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
185 No Effect
( vØ10.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
100. (58) Subsequent Operation 3). Wrong Tool selection caliper
control for parameter
Ø10.00MM END
MILLING - 2 PLACES DIAMETER Part get rejected at final inspection
7 3 4 84
( A2 -SIDE ) UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
POSITION ON Ø10.00 Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection
288 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 121 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
DEPTH DISTANCE Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
UNDER SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
SPOT FACE DEPTH DISTANCE ON No Effect
67 Ø10.00
( 147.40±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
100. (58) control for parameter
Height Gauge
Ø10.00MM END 4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
MILLING - 2 PLACES DEPTH DISTANCE control for parameter
7 3 4 84
( A2 -SIDE ) OVER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø10.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection
7 2 6 84
145, ( 11.00±0.50mm ), SPECIFICATION
146. ( 15.00±0.50mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
SPOT FACE DIAMETER FOR FOR End User
"ACC" PUNCH No Effect
---
( REC 10.00±0.20 X 15.00±0.20mm )
& ( R5.00±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with Digital vernier
100.(59) 3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection caliper
Ø10.00MM END control for parameter
MILLING - 1 PLACE ( DIAMETER Part get rejected at final inspection
FOR "ACC" PUNCH 7 3 4 84
UNDER SIZE
PURPOSE ) Assembly
( A2 - SIDE )
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
4). Key lock for un authorised access & Program Caliper
SPOT FACE DEPTH DISTANCE ON Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
--- Ø10.00 FOR "ACC" PUNCH 6 3 4 72
SIZE 5). Key lock for un authorised access & Program
( 27.40±0.50mm ) Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 122 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
SPOT FACE DEPTH DISTANCE ON 4). Key lock for un authorised access & Program Caliper
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
--- Ø10.00 FOR "ACC" PUNCH 7 control for parameter 3 4 84
SIZE
( 29.40±0.50mm )
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
100.(59)
Ø10.00MM END End User
MILLING - 1 PLACE ( No Effect
FOR "ACC" PUNCH
1). Key lock for un authorised access & Program
PURPOSE ) Next Operation 1). Program change
control for parameter
( A2 - SIDE ) Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
CENTER DISTANCE ONØ10.00 FOR 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
"ACC" PUNCH Subsequent Operation 3). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
---- 7 2 6 84
SPECIFICATION Part get rejected at final inspection
( 30.00±0.25mm ),
( 120.00±0.25mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
4). Key lock for un authorised access & Program Caliper
DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
100.(60) control for parameter
Ø10.00MM END Fitment problem not mating with mating part
MILLING - 1 PLACE End User
DEPTH DISTANCE ON MACHINING
( FOR MACHINING
--- DATA BOX No Effect
DATA BOX
( 66.00±0.50mm )
PURPOSE ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( DATUM 'E'
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
OPPOSITE SIDE )
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
DEPTH UNDER 4). Key lock for un authorised access & Program Caliper
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
OPERATION NO :- 110 - ( DATUM "E" SIDE ) SPOT FACING, PORT FORMING, DRILLING, TAPPING & CHAMFERING
1). Product placed in wrong position while 1). Proper training provided for clamping
Next Operation 100% Visual Inspection with Fixture set up
clamping Operation standard ( OP/08/DFS-08 ).
1). Lead to tool breakage in current operation
2). Proper training provided for clamping
2). Can not achive the product specification in 2). Clamping tight variation 100% proper tighted (15 to 25 Nm ) with allen Key
Operation standard ( OP/08/DFS-08 ).
110.(01) current operation
IMPROPER Subsequent Operation
CLAMP THE JOB IN --- PROPER CLAMPING 7 2 6 84
CLAMPING
FIXTURE Part get rejected at final inspection
Assembly
No Effect
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Shift once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 Preventive maintainance Record (ISCII-TS-MTC- 5 90
SIZE PMP-R05) with CMK study
5). Preventive maintainance Plan
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
110.(02) part
Ø8.50MM DRILLING - HOLE DIAMETER ON M10 X 1.50 End User
27, 35
3 PLACES ( 3 X Ø8.50±0.50mm ) No Effect
( DATUM "E" -SIDE )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and
3). Key lock for un authorised access & Program Shift once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 123 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø8.50
28, 36 No Effect
( 3 X x 14.50mm MAX )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
caliper
DEPTH UNDER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
HEIGHT OUT OF Part get rejected at final inspection 6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
110.(02) End User
Ø8.50MM DRILLING -
3 PLACES CHAMFER DIAMETER ON Ø8.50 No Effect
29, 37
( DATUM "E" -SIDE ) ( 3 X wØ10.50mm MAX )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
CHAMFER Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
CHAMFER ANGLE ON Ø8.50 OUT OF
30, 38 Part get rejected at final inspection 6 2 4 48
( 45°±0°30' ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø8.50 Part get rejected at final inspection
OUT OF
34, 42 7 2 6 84
SPECIFICATION
(3X j | Ø0.50 | A | B | C ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 124 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
CENTER DISTANCE ON Ø8.50 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
110.(02) 47, ( 37.00±0.25mm ),
Part get rejected at final inspection
Ø8.50MM DRILLING - 54, ( 116.00±0.25mm ), OUT OF
7 2 6 84
3 PLACES 43, ( 36.00±0.25mm ), SPECIFICATION
Assembly
( DATUM "E" -SIDE ) 49, ( 29.90±0.25mm ),
43, ( 36.00±0.25mm ),
Fitment problem not mating with mating part
46. ( 118.00±0.25mm ).
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tap worn out
THREAD OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 2 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
THREAD No Effect
31, 39
( 3 X M10 X 1.50 - 6H ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
Part get rejected at final inspection
THREAD UNDER
Assembly 7 2 6 84
SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
110. (03) Assembly 5). Wrong work offset
control for parameter
M10 X 1.50 TAPPING
- 3 PLACES No Effect
( DATUM "E" -SIDE )
End User
THREAD DEPTH ON M10 X 1.50 No Effect
32, 40
( 3 X x 11.00mm MIN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get reworked at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON M10 X 1.50 Part get rejected at final inspection
OUT OF
34, 42 7 2 6 84
SPECIFICATION
(3X j | Ø0.50 | A | B | C ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 125 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter
CENTER DISTANCE ON M10 X 1.50 Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
110. (03) 47, ( 37.00±0.25mm ), 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
M10 X 1.50 TAPPING 54, ( 116.00±0.25mm ), OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
7 2 6 84
- 3 PLACES 43, ( 36.00±0.25mm ), SPECIFICATION Part get rejected at final inspection
( DATUM "E" -SIDE ) 49, ( 29.90±0.25mm ), Assembly
43, ( 36.00±0.25mm ),
Fitment problem not mating with mating part
46. ( 118.00±0.25mm ).
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Shift once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out Preventive maintainance Record (ISCII-TS-MTC-
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
HOLE DIAMETER End User
33, 41 No Effect
( 3 X Ø8.670 to Ø8.705mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and
3). Key lock for un authorised access & Program Shift once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital vernier
4). Key lock for un authorised access & Program caliper
DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø8.50 No Effect
32, 40
( 3 X x 11.00mm MIN ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
110.(04) control for parameter Nos once periodic inspection with Digital vernier
Ø8.69MM REAMING - 4). Key lock for un authorised access & Program caliper
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
3 PLACES 7 control for parameter 3 4 84
SIZE
( DATUM "E" SIDE ) 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change Master program verification at Job set up and
control for parameter
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
POSITION ON Ø8.67 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
34, 42 7 2 6 84
SPECIFICATION
(3X j | Ø0.50 | A | B | C ) Part get rejected at final inspection
Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change Master program verification at Job set up
control for parameter
CENTER DISTANCE ON Ø8.67 2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
47, ( 37.00±0.25mm ), Subsequent Operation 3). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
54, ( 116.00±0.25mm ), 7 2 6 84
SPECIFICATION Part get rejected at final inspection
43, ( 36.00±0.25mm ),
43, ( 36.00±0.25mm ), Assembly
46. ( 118.00±0.25mm ). Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change Master program verification at Job set up
control for parameter
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
CENTER DISTANCE ON Ø8.67 Subsequent Operation 3). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
8 2 6 96
SPECIFICATION Part get rejected at final inspection
49. ( 29.90±0.25mm ).
Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 126 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 Preventive maintainance Record (ISCII-TS-MTC- 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER No Effect
234
( Ø4.00±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
Part get rejected at final inspection
DIAMETER Assembly 7 3 4 84
UNDER SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
110. (05)
Ø4.00MM DRILLING - HOLE DEPTH ON Ø4.00 No Effect
235
1 PLACE ( x 17.00±0.50mm )
( DATUM "E" -SIDE ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
POSITION ON Ø4.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF
236 Part get rejected at final inspection 7 2 6 84
SPECIFICATION
( j | Ø0.50 | E | F-G | G )
Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change Master program verification at Job set up
control for parameter
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø4.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
127, ( 80.00±0.25mm ), SPECIFICATION
120. ( 106.00±0.25mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 127 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 Preventive maintainance Record (ISCII-TS-MTC- 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER
240 No Effect
( Ø4.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø4.00 No Effect
241
( x 42.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
110. (06)
Ø4.00MM DRILLING -
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
1 PLACE
Master program verification at Job set up and 5
( DATUM "E" -SIDE ) 3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø4.00 Part get rejected at final inspection
OUT OF
242 7 2 6 84
SPECIFICATION
( j | Ø0.50 | E | F | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø4.00
Part get rejected at final inspection
OUT OF
7 2 6 84
135, ( 56.00±0.25mm ), SPECIFICATION
123. ( 135.00±0.25mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 128 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 Preventive maintainance Record (ISCII-TS-MTC- 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER
243 No Effect
( Ø4.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø4.00 No Effect
244
( x 7.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
110. (07)
Ø4.00MM DRILLING -
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
1 PLACE
Master program verification at Job set up and 5
( DATUM "E" -SIDE ) 3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø4.00 Part get rejected at final inspection
OUT OF
245 7 2 6 84
SPECIFICATION
( j | Ø0.50 | E | F | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø4.00
Part get rejected at final inspection
OUT OF
7 2 6 84
134, ( 46.00±0.25mm ), SPECIFICATION
124. ( 133.50±0.25mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 129 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or) Plug
Gauge
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
HOLE DIAMETER
246
( Ø20.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
110. (08)
End User
Ø20.00MM DRILLING
- 1 PLACE HOLE DEPTH ON Ø20.00 No Effect
( DATUM "E" -SIDE ) 247
( x 13.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø20.00
OUT OF Part get rejected at final inspection
248 7 2 6 84
SPECIFICATION
( j | Ø0.50 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change Master program verification at Job set up
control for parameter
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø20.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection
7 2 6 84
122, ( 1.00±0.25mm ), SPECIFICATION
125. ( 95.00±0.25mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 130 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or) Plug
Gauge
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
HOLE DIAMETER
249
( Ø18.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
110. (09)
End User
Ø18.00MM DRILLING
- 1 PLACE HOLE DEPTH ON Ø18.00 No Effect
( DATUM "E" -SIDE ) 250
( x 21.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø18.00
OUT OF Part get rejected at final inspection
251 7 2 6 84
SPECIFICATION
( j | Ø0.50 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change Master program verification at Job set up
control for parameter
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø18.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection
7 2 6 84
128, ( 63.00±0.25mm ), SPECIFICATION
121. ( 6.50±0.25mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 131 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or) Plug
Gauge
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
HOLE DIAMETER
237
( Ø12.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
110. (10)
End User
Ø12.00MM DRILLING
- 1 PLACE HOLE DEPTH ON Ø12.00 No Effect
( DATUM "E" -SIDE ) 238
( x 15.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø12.00
OUT OF Part get rejected at final inspection
239 7 2 6 84
SPECIFICATION
( j | Ø0.50 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change Master program verification at Job set up
control for parameter
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø12.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection
7 2 6 84
137, ( 88.50±0.50mm ), SPECIFICATION
126. ( 84.50±0.50mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 132 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER No Effect
254 B 8
( Ø5.00(-0.00 to +0.10)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and Day
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CIRCULARITY ON Ø5.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection
254 C. 7 2 6 84
SPECIFICATION
( e | 0.05 ) Assembly
Fitment problem not mating with mating part
End User
No Effect
110. (11) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Ø5.00MM DRILLING -
1 PLACE No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
( DATUM "E" -SIDE )
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
4). Key lock for un authorised access & Program Caliper (or) Depth Gauge
DISTANCE UNDER Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
6 3 4 72
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
HOLE DEPTH ON Ø5.00 End User
254 E.
( x7.00±0.50mm ) No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter Caliper (or) Depth Gauge
DISTANCE OVER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up and Day
No Effect 2). Wrong Tool selection once periodic inspection with Surface Roughness
control for parameter
tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø5.00 4). Preventive maintainance Plan
Part get rejected at final inspection 4). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 )
254 D. 6 2 5 60
SPECIFICATION
Assembly
( Rz 7 to 30 )
Customer dissatisfaction at assembly
End User
Performance Low
PAGE NO- 133 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
HOLE DIAMETER End User
254 F.
( Ø5.00±0.10mm )
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER
7 3 4 84
UNDER SIZE Part get rejected at final inspection
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø5.00
Part get rejected at final inspection
OUT OF
256 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
110. (11)
Ø5.00MM DRILLING - Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
1 PLACE
( DATUM "E" -SIDE )
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE UNDER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø5.00 No Effect
255
( x28.00±0.50mm ).
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE OVER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
CENTER DISTANCE ON Ø5.00 Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
131, ( 13.40±0.50mm ), SPECIFICATION
132. ( 11.00±0.50mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 134 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 PMP-R05) with CMK study 5 90
SIZE 5). Preventive maintainance Plan
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
252 No Effect
( vØ10.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
POSITION ON Ø10.00 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
256 Part get rejected at final inspection 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
110. (12) No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Ø10.00MM END Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
MILLING - 1 PLACE Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
( DATUM "E" -SIDE ) Height Gauge
4). Key lock for un authorised access & Program
DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
No Effect
SPOT FACE DEPTH ON Ø10.00
253
( x0.50±0.20mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
Part get rejected at final inspection
CENTER DISTANCE ON Ø10.00
OUT OF
Assembly 7 2 6 84
131, ( 13.40±0.50mm ), SPECIFICATION
132. ( 11.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 135 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or)
Groove Vernier Caliper
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
HOLE DIAMETER
183 Q
( Ø12.20±0.20mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with CMM (or)
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Groove Vernier Caliper
control for parameter
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Height
Subsequent Operation 3). Wrong Tool selection
control for parameter
Gauge
DEPTH OVER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 6 4). Wrong Tool offset 3 4 72
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
110. (13) No Effect
Ø12.20MM DRILLING HOLE DEPTH ON Ø12.20
- 1 PLACE 257 P
( 21.45±0.20mm REF ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( DATUM "E" -SIDE )
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Height
control for parameter Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Height
Subsequent Operation 3). Wrong Tool selection
control for parameter
Gauge
DEPTH DISTANCE Part get rejected at final inspection 4). Key lock for un authorised access & Program
6 4). Wrong Tool offset 3 4 72
UNDER SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
HOLE DEPTH DISTANCE ON
183 R Ø12.20 Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( 31.65±0.20mm )
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Height
Subsequent Operation 3). Wrong Tool selection
control for parameter Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH DISTANCE control for parameter
7 5). Key lock for un authorised access & Program 3 4 84
OVER SIZE Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 136 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø12.20 Part get rejected at final inspection
OUT OF
258 7 2 6 84
SPECIFICATION
( j | Ø0.30 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
110. (13)
No Effect
Ø12.20MM DRILLING
- 1 PLACE 1). Key lock for un authorised access & Program
Next Operation 1). Program change
( DATUM "E" -SIDE ) control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø12.20
Part get rejected at final inspection
OUT OF
7 2 6 84
130, ( 15.40±0.50mm ), SPECIFICATION
Assembly
133. ( 11.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
Caliper (or) Plug Gauge
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
SPOT FACE DIAMETER
257 G
( Ø21.30±0.10mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
110. (14) End User
ES. 1352 (M18 X
1.50) PORT FORM No Effect
TOOL Ø16.50 &
21.30 - 1 PLACE Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( DATUM "E" -SIDE )
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
DEPTH OVER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 6 4). Wrong Tool offset 3 4 72
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
SPOT FACE DEPTH ON Ø21.30
257 L
( 9.00mm REF ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 137 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Height
Subsequent Operation 3). Wrong Tool selection
control for parameter Gauge
DEPTH DISTANCE Part get rejected at final inspection 4). Key lock for un authorised access & Program
8 4). Wrong Tool offset 2 5 80
UNDER SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH DISTANCE ON No Effect
257 O Ø21.30
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( 28.95±0.20mm )
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Height
control for parameter Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH DISTANCE control for parameter
8 3 4 96
OVER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
SURFACE FINISH ON Ø21.30 FACE control for parameter
4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
257 M 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
( Ra 3.20 Assembly
Rz 25 )
Customer dissatisfaction at assembly
End User
110. (14)
ES. 1352 (M18 X Performance Low
1.50) PORT FORM 1). Key lock for un authorised access & Program
TOOL Ø16.50 & Next Operation 1). Program change Master program verification at Job set up
control for parameter
21.30 - 1 PLACE inspection & Day once periodic inspection with
2). Key lock for un authorised access & Program
( DATUM "E" -SIDE ) No Effect 2). Wrong work offset CMM
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CONCENTRICITY ON Ø21.30 Part get rejected at final inspection
OUT OF
257 H 7 2 6 84
SPECIFICATION
( r | Ø0.40 | Q ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program Master program verification at Job set up
Next Operation 1). Program change
control for parameter inspection & Day once periodic inspection with
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset CMM
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PERPENDICULARITY ON Ø21.30
FACE Part get rejected at final inspection
OUT OF
257 N 7 2 6 84
SPECIFICATION
Assembly
( b | 0.10 | Q )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE RUNOUT ON
Ø19.30 Part get rejected at final inspection
OUT OF
257 D 7 2 6 84
SPECIFICATION
Assembly
( h | 0.10 | Q )
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 138 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DIAMETER
No Effect
257 I
( Ø19.30±0.10mm ) Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
CHAMFER DIA Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
PORT 'C' BORE SURFACE FINISH Subsequent Operation 3). Wrong offset
control for parameter
ON Ø19.30 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
257 C 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
( Ra 3.20 Assembly
Rz 16 )
Customer dissatisfaction at assembly
End User
110. (14)
ES. 1352 (M18 X Performance Low
1.50) PORT FORM
TOOL Ø16.50 &
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
21.30 - 1 PLACE
( DATUM "E" -SIDE ) Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE ANGLE ON Ø19.30 OUT OF Part get rejected at final inspection
257 B 6 2 4 48
( 15°±1° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DEPTH ON Ø19.30 No Effect
257 S
( 2.00±0.20mm ) Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
DEPTH MISSING 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 139 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE OUTER NOSE
RADIUS ON Ø19.30 No Effect
257 E
( R0.20±0.10mm X 45° ) Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
RADIUS MISSING 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
110. (14) End User
ES. 1352 (M18 X PORT 'C' BORE INNER NOSE
1.50) PORT FORM RADIUS ON Ø19.30 No Effect
257 F
TOOL Ø16.50 &
21.30 - 1 PLACE ( R1.00mm MAX ) Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
( DATUM "E" -SIDE ) Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
RADIUS MISSING 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
HOLE DIAMETER ON M18 X 1.50 -
257 K 6H Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( Ø16.60±0.05mm )
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter caliper
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 140 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 Next Operation
RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE ANGLE END ON
OUT OF Part get rejected at final inspection
257 A Ø19.30 6 2 4 48
SPECIFICATION
( 45°±5° ) Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
control for parameter
4). Key lock for un authorised access & Program caliper
DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø16.60 No Effect
257 Q
( x 19.00±0.20mm)
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
110. (14) 3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital vernier
ES. 1352 (M18 X control for parameter
1.50) PORT FORM 4). Key lock for un authorised access & Program caliper
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
TOOL Ø16.50 & 7 control for parameter 3 4 84
SIZE
21.30 - 1 PLACE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
( DATUM "E" -SIDE ) control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
POSITION ON M18 X 1.50 - 6H 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
PORT ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF
258 Part get rejected at final inspection 7 2 6 84
SPECIFICATION
( j | Ø0.30 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change Master program verification at Job set up
control for parameter
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
CENTER DISTANCE ON M18 X 1.50 - Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
6H PORT
OUT OF Part get rejected at final inspection 7 2 6 84
130, SPECIFICATION
( 15.40±0.15mm ), Assembly
133.
( 11.00±0.15mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
THREAD OVER Part get rejected at final inspection 4). Tap worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 Preventive maintainance Record (ISCII-TS-MTC- 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating part
110. (15)
End User
M18 X 1.50 - 6H THREAD
257 J No Effect
TAPPING - 1 PLACE ( M18 X 1.50 - 6H )
( DATUM "E" -SIDE ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
THREAD UNDER Part get rejected at final inspection
7 2 6 84
SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 141 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
THREAD DEPTH ON M18 X 1.50 - No Effect
257 R 6H
( x 15.50mm MIN ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get reworked at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
110. (15) End User
M18 X 1.50 - 6H
TAPPING - 1 PLACE No Effect
( DATUM "E" -SIDE )
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON M18 X 1.50 - 6H
Part get rejected at final inspection
OUT OF
258 7 2 6 84
SPECIFICATION
Assembly
( j | Ø0.30 | E | F-G | G )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON M18 X 1.50 - ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
6H Part get rejected at final inspection
OUT OF
7 2 6 84
SPECIFICATION
130, ( 15.40±0.50mm ), Assembly
133. ( 11.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Can not achive the dimension Ø10.00(-0.000 to
+0.027)mm in 110.17th process and get rejected 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Tool verification as per tool package sheet before
at 110.17th process part setting
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
DIAMETER OVER
5 4). Preventive maintainance Plan 2 5 50
SIZE Part get rejected at final inspection 4). Tool worn out Preventive maintainance Record (ISCII-TS-MTC-
( ISCII-TS-MTC-PMP/C-R04 )
5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
No Effect
110.(16)
BORE DIAMETER ON Ø10.00(-0.000
ES. CDS - 068 PORT End User
to +0.027) STOCK
FORM ROUGHING ---
No Effect
TOOL - 1 PLACE
( Ø9.50±0.10mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( DATUM "E" -SIDE )
Load for the 110.17th process will be high and it
2). Tool wear out 2). Alarm & lock in machine for tool life excess
may lead to lower the tool life Tool verification as per tool package sheet before
3). Key lock for un authorised access & Program part setting
Subsequent Operation 3). Wrong Tool selection
control for parameter
DIAMETER
Possibility for subsequent tool broken 6 2 4 48
UNDER SIZE
Assembly
No Effect
End User
No Effect
PAGE NO- 142 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Can not achive the dimension 2.00±0.10 mm in
110.17th process and get rejected at 110.17th 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
process
3). Key lock for un authorised access & Program Master program verification
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Key lock for un authorised access & Program
DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
BORE DEPTH ON Ø9.50 No Effect
---
( x 2.00±0.10mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Load for the 110.17th process will be high and it
2). Tool wear out 2). Alarm & lock in machine for tool life excess
may lead to lower the tool life
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Master program verification
control for parameter
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Can not achive the dimension Ø9.60(-0.00 to
+0.10)mm in 110.17th process and get rejected 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Tool verification as per tool package sheet before
at 110.17th process part setting
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
DIAMETER OVER 4). Preventive maintainance Plan
Part get rejected at final inspection 5 4). Tool worn out 2 5 50
SIZE ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
110.(16) 5). Preventive maintainance Plan PMP-R05) with CMK study
ES. CDS - 068 PORT Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
FORM ROUGHING
No Effect
TOOL - 1 PLACE
HOLE DIAMETER ON Ø9.60(-0.00 to
( DATUM "E" -SIDE ) End User
+0.10) STOCK
---
No Effect
( Ø9.00±0.10mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Load for the 110.17th process will be high and it
2). Tool wear out 2). Alarm & lock in machine for tool life excess
may lead to lower the tool life Tool verification as per tool package sheet before
3). Key lock for un authorised access & Program part setting
Subsequent Operation 3). Wrong Tool selection
control for parameter
DIAMETER
Possibility for subsequent tool broken 6 2 4 48
UNDER SIZE
Assembly
No Effect
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Can not achive the dimension 3.50±0.05 mm in
110.17th process and get rejected at 110.17th 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
process
3). Key lock for un authorised access & Program Master program verification
Subsequent Operation 3). Wrong Tool selection
control for parameter
DEPTH OVER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 6 4). Wrong Tool offset 3 4 72
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
BORE DEPTH ON Ø9.00 End User
---
( x 3.50±0.05mm )
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Load for the 110.17th process will be high and it
2). Tool wear out 2). Alarm & lock in machine for tool life excess
may lead to lower the tool life
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Master program verification
control for parameter
DEPTH UNDER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
No Effect
PAGE NO- 143 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Can not achive the dimension Ø6.00±0.20 mm in
110.17th process and get rejected at 110.17th 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Tool verification as per tool package sheet before
process part setting
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
DIAMETER OVER 4). Preventive maintainance Plan
Part get rejected at final inspection 5 4). Tool worn out 2 5 50
SIZE ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
No Effect
DIAMETER ON Ø6.00±0.20 STOCK End User
---
No Effect
( Ø5.50±0.20mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Load for the 110.17th process will be high and it
2). Tool wear out 2). Alarm & lock in machine for tool life excess
may lead to lower the tool life Tool verification as per tool package sheet before
3). Key lock for un authorised access & Program part setting
Subsequent Operation 3). Wrong Tool selection
control for parameter
DIAMETER
Possibility for subsequent tool broken 6 2 4 48
UNDER SIZE
Assembly
No Effect
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Can not achive the dimension 3.50±0.05 mm in
110.17th process and get rejected at 110.17th 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
process
3). Key lock for un authorised access & Program Master program verification
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Key lock for un authorised access & Program
DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
110.(16)
ES. CDS - 068 PORT BORE DEPTH ON Ø5.50 No Effect
---
FORM ROUGHING ( x 3.80±0.10mm )
TOOL - 1 PLACE Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( DATUM "E" -SIDE )
Load for the 110.17th process will be high and it
2). Tool wear out 2). Alarm & lock in machine for tool life excess
may lead to lower the tool life
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Master program verification
control for parameter
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter
Master program verification
2). Key lock for un authorised access & Program
Possibility for combination reamer broken 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø9.50
OUT OF Part get rejected at final inspection
--- 5 2 5 50
SPECIFICATION
( j | Ø0.50 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification
2). Key lock for un authorised access & Program
Possibility for combination reamer broken 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø9.50 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection
--- 5 2 4 40
( 79.50±0.50mm ), SPECIFICATION
( 38.70±0.50mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 144 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% process
inspection with Air Plug Gauge (or) Plug Gauge &
3). Key lock for un authorised access & Program 4 Nos Per Day Xbar R Chart Inspected
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
8 2 5 80
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
BORE DIAMETER No Effect
232 X
( Ø10.015±0.01mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Nos once periodic inspection & 100% process
3). Key lock for un authorised access & Program inspection with Air Plug Gauge (or) Plug Gauge &
Subsequent Operation 3). Wrong Tool selection
control for parameter 4 Nos Per Day Xbar R Chart Inspected
DIAMETER Part get rejected at final inspection
8 3 4 96
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with Profile Projector with
control for parameter
moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
110.(17)
ES. CDS - 068 PORT No Effect
FORM TOOL BORE DEPTH ON Ø10.00
232 R
REAMER ( 2.00±0.10mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( Ø10.00 & Ø9.60 ) - 1
PLACE
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
( DATUM "E" -SIDE )
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with Profile Projector with
control for parameter
moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
HEIGHT OUT OF Part get rejected at final inspection 6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
CHAMFER HEIGHT ON Ø10.00 No Effect
232 T
( 0.30±0.10mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
CHAMFER Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 145 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
CHAMFER ANGLE ON Ø10.00 OUT OF
232 U 6 2 4 48
( 45°±0°30' ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø10.00 Part get rejected at final inspection
OUT OF
232 Y 8 2 6 96
SPECIFICATION
( j | Ø0.20m | A | B ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø10.00
Part get rejected at final inspection
OUT OF
7 2 6 84
116, ( 79.50±0.10mm ), SPECIFICATION
Assembly
115. ( 37.00±0.10mm ).
110.(17)
Fitment problem not mating with mating part
ES. CDS - 068 PORT
FORM TOOL End User
REAMER
( Ø10.00 & Ø9.60 ) - 1 No Effect
PLACE
( DATUM "E" -SIDE ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Shift once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER No Effect
232 W
( Ø9.60(-0.00 to +0.10)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and
3). Key lock for un authorised access & Program Shift once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Can not achive the dimension 3.50±0.05mm in
2). Tool built up edge 2). Alarm & lock in machine for tool life excess
130th process and get rejected at 130th process
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Height
control for parameter
Gauge (or) CMM
HOLE DEPTH ON Ø9.60 DEPTH OVER 4). Key lock for un authorised access & Program
232 Q Part get rejected at final inspection 8 4). Wrong Tool offset 2 5 80
( x 3.50±0.05mm ) SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 146 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Load for the 130th process will be high and it may
2). Tool wear out 2). Alarm & lock in machine for tool life excess
lead to lower the tool life
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Height
control for parameter
Gauge (or) CMM
4). Key lock for un authorised access & Program
HOLE DEPTH ON Ø9.60 Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
232 Q 8 3 4 96
( x 3.50±0.05mm ) SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
ANGLE ON Ø9.60 OUT OF
232 B 6 2 4 48
( 45°±2° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection 6 2 4 48
SPECIFICATION
110.(17) Assembly
ES. CDS - 068 PORT
Customer dissatisfaction at assembly
FORM TOOL
REAMER End User
( Ø10.00 & Ø9.60 ) - 1
PLACE NOSE RADIUS ON Ø9.60 No Effect
( DATUM "E" -SIDE ) 232 A
( R0.30±0.20mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess inspection with Profile Projector with moulded
3). Key lock for un authorised access & Program paste
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
DIAMETER No Effect
232 S
( Ø6.00±0.20mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up
3). Key lock for un authorised access & Program inspection with Profile Projector with moulded
Subsequent Operation 3). Wrong Tool selection paste
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 147 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter Caliper (or) Profile Projector with moulded paste &
4 Nos Per Day Xbar R Chart Inspected
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
DEPTH ON Ø6.00 No Effect
232 V
( x3.80±0.10mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter Caliper (or) Profile Projector with moulded paste &
4). Key lock for un authorised access & Program 4 Nos Per Day Xbar R Chart Inspected
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
110.(17) control for parameter
ES. CDS - 068 PORT
Part get rejected at final inspection
FORM TOOL ANGLE ON Ø6.00 OUT OF
232 C 6 2 4 48
REAMER ( 45°±2° ) SPECIFICATION
( Ø10.00 & Ø9.60 ) - 1 Assembly
PLACE
( DATUM "E" -SIDE ) Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON ES - 068 PORT (or)
Ø10.00 Part get rejected at final inspection
OUT OF
233 7 2 6 84
SPECIFICATION
( j | Ø0.50 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON ES - 068
PORT (or) Ø10.00 Part get rejected at final inspection
OUT OF
7 2 6 84
SPECIFICATION
116, ( 79.50±0.50mm ), Assembly
115. ( 37.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 148 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Shift once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER No Effect
304
( Ø3.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and
3). Key lock for un authorised access & Program Shift once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set inspection
Subsequent Operation 3). Wrong Tool selection
control for parameter with Profile Projector with moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
110.(18) No Effect
HOLE DEPTH ON Ø3.00
Ø3.00MM DRILLING - 303
( 35.50±0.50mm )
1 PLACE Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( DATUM "E" -SIDE )
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set inspection
Subsequent Operation 3). Wrong Tool selection
control for parameter with Profile Projector with moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø3.00
Part get rejected at final inspection
OUT OF
305 7 2 6 84
SPECIFICATION
( j | Ø0.30 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
CENTER DISTANCE ON Ø3.00 Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection
232 Z, ( 1.50±0.15mm ), 7 2 6 84
SPECIFICATION
136, ( 78.00±0.15mm ), Assembly
116. ( 79.50±0.15mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 149 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Shift once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER No Effect
306
( Ø3.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and
3). Key lock for un authorised access & Program Shift once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set inspection
Subsequent Operation 3). Wrong Tool selection
control for parameter with Profile Projector with moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
110.(19) No Effect
HOLE DEPTH ON Ø3.00
Ø3.00MM DRILLING - 302
( 18.00±0.50mm )
1 PLACE Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( DATUM "E" -SIDE )
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set inspection
Subsequent Operation 3). Wrong Tool selection
control for parameter with Profile Projector with moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø3.00
Part get rejected at final inspection
OUT OF
307 7 2 6 84
SPECIFICATION
( j | Ø0.30 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø3.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
117, ( 82.50±0.15mm ), SPECIFICATION
116. ( 79.50±0.15mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 150 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic & 100% Process inspection
3). Key lock for un authorised access & Program with CMM (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER No Effect
232 L
( Ø4.40±0.05mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic & 100% Process inspection
Subsequent Operation 3). Wrong Tool selection with CMM (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with Profile Projector with
control for parameter
moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
8 2 5 80
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
110.(20) No Effect
HOLE DEPTH ON Ø4.40
ES. CDS - 068 PORT 232 P
( 5.15±0.10mm )
FORM TOOL Ø4.40 Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
& 3.20 - 1 PLACE
( DATUM "E" -SIDE ) No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with Profile Projector with
control for parameter
moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
8 3 4 96
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø4.40 Part get rejected at final inspection
OUT OF
232 M 8 2 6 96
SPECIFICATION
( j | Ø0.05m | A | B ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø4.40 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
232 Z, OUT OF Part get rejected at final inspection
( 1.50±0.50mm ), 7 2 6 84
136, SPECIFICATION
( 78.00±0.50mm ), Assembly
116.
( 79.50±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 151 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER No Effect
232 J
( Ø3.20±0.10mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with Profile Projector with
control for parameter
moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
8 2 5 80
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
110.(20) No Effect
ES. CDS - 068 PORT HOLE DEPTH ON Ø3.20
232 N
FORM TOOL Ø4.40 ( 7.50±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
& 3.20 - 1 PLACE
( DATUM "E" -SIDE )
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with Profile Projector with
control for parameter
moulded paste
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
8 3 4 96
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CONCENTRICITY ON Ø3.20 Part get rejected at final inspection
OUT OF
232 K 7 2 6 84
SPECIFICATION
( r | Ø0.10m | C ) Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
ANGLE ON Ø4.40 HOLE END AREA OUT OF
232 F Part get rejected at final inspection 6 2 4 48
( 60°±2° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 152 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
OUT OF
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
NOSE RADIUS ON Ø3.20 HOLE
232 E START AREA No Effect
( R0.20±0.20mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
SURFACE FINISH ON Ø3.20 HOLE control for parameter
START AREA R0.20 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
232 D 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
Assembly
( 1.60 Ry 10 )
Customer dissatisfaction at assembly
110.(20)
ES. CDS - 068 PORT End User
FORM TOOL Ø4.40
Performance Low
& 3.20 - 1 PLACE
( DATUM "E" -SIDE )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
DISTANCE ON Ø3.20 HOLE END
No Effect
232 H AREA
( 0.20±0.10mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
ANGLE ON Ø3.20 HOLE END AREA OUT OF
232 I Part get rejected at final inspection 6 2 4 48
( 45°±5° ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 153 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
110.(20) 3). Key lock for un authorised access & Program
ES. CDS - 068 PORT TIP ANGLE ON Ø3.20 HOLE END Subsequent Operation 3). Wrong offset
OUT OF control for parameter
FORM TOOL Ø4.40 232 G AREA 6 2 4 48
SPECIFICATION Part get rejected at final inspection
& 3.20 - 1 PLACE ( 150°±1° )
( DATUM "E" -SIDE ) Assembly
Customer dissatisfaction at assembly
End User
No Effect
FIXTURE INDEX 90°
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 Preventive maintainance Record (ISCII-TS-MTC- 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER ON M12 X 1.75
161 E No Effect
( Ø10.20±0.15mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
4). Key lock for un authorised access & Program Caliper
DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
110. (21)
Ø10.25MM DRILLING End User
- 1 PLACE HOLE DEPTH ON Ø10.20 No Effect
( B1 -SIDE ) 161 G
( 30.75mm MAX )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
4). Key lock for un authorised access & Program Caliper
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
POSITION ON Ø10.20 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
161 F 7 2 6 84
SPECIFICATION Part get rejected at final inspection
( j | Ø1.00 | E | F-G | G )
Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
CENTER DISTANCE ON Ø10.25 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
7 2 6 84
60, ( 52.00±0.50mm ), SPECIFICATION Part get rejected at final inspection
70. ( 52.90±0.50mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 154 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
caliper (or) Plug Gauge
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
SPOT FACE DIAMETER
161 K
( Ø15.00±0.15mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection caliper (or) Plug Gauge
control for parameter
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or) 2D
Subsequent Operation 3). Wrong Tool selection
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH DISTANCE control for parameter
6 3 4 72
UNDER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
SPOT FACE DEPTH DISTANCE ON
110. (22) End User
Ø15.00
Ø15.00MM SPOT 139 ( 126.90±1.00mm )
FACING - 1 PLACE No Effect
( B1 -SIDE ) &
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
SPOT FACE DEPTH ON Ø15.00
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
161 J ( 1.50±0.15mm )
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or) 2D
Subsequent Operation 3). Wrong Tool selection
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH DISTANCE control for parameter
7 3 4 84
OVER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø15.00 Part get rejected at final inspection
OUT OF
162 7 2 6 84
SPECIFICATION
( j | Ø1.00 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
CENTER DISTANCE ON Ø15.05 Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
60, ( 52.00±0.50mm ), SPECIFICATION
70. ( 52.90±0.50mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 155 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
caliper (or) Plug Gauge
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
SPOT FACE DIAMETER
161 B
( Ø14.00±0.15mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection caliper (or) Plug Gauge
control for parameter
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
110. (23)
Ø14.00MM SPOT
No Effect
FACING - 1 PLACE SPOT FACE DEPTH ON Ø14.00
161 I
( B1 -SIDE ) ( 4.00±0.15mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø14.00
OUT OF Part get rejected at final inspection
162 7 2 6 84
SPECIFICATION
( j | Ø1.00 | E | F-G | G )
Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON Ø14.00
OUT OF Part get rejected at final inspection
7 2 6 84
60, ( 52.00±0.50mm ), SPECIFICATION
70. ( 52.90±0.50mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 156 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
THREAD OVER Part get rejected at final inspection 4). Tap worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 Preventive maintainance Record (ISCII-TS-MTC- 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating part
End User
THREAD
161 C No Effect
( M12 X 1.75 )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
THREAD UNDER Part get rejected at final inspection
7 2 6 84
SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
THREAD DEPTH ON M12 X 1.75 No Effect
161 H
110. (24) ( x 15.00mm MIN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
M12 X 1.75 TAPPING
- 1 PLACE
( B1 -SIDE ) No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get reworked at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON M12 X 1.75
Part get rejected at final inspection
OUT OF
162 7 2 6 84
SPECIFICATION
Assembly
( j | Ø1.00 | E | F | G )
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CENTER DISTANCE ON M12 X 1.75
Part get rejected at final inspection
OUT OF
7 2 6 84
( 52.00±0.50mm ), SPECIFICATION
60, Assembly
( 52.90±0.50mm ).
70.
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 157 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or) Plug
Gauge
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
HOLE DIAMETER
155
( Ø8.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
110. (25)
Ø8.00MM DRILLING -
HOLE DEPTH ON Ø8.00 No Effect
1 PLACE 156
( B1 -SIDE ) ( x79.00±0.25mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø8.00 Part get rejected at final inspection
OUT OF
160 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø8.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
61, ( 49.00±0.40mm ), SPECIFICATION
72. ( 14.10±0.40mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 158 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or) Plug
Gauge
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
HOLE DIAMETER
157
( Ø12.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
110. (26)
Ø12.00MM DRILLING
HOLE DEPTH ON Ø12.00 No Effect
- 1 PLACE 158
( B1 -SIDE ) ( x30.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø12.00 Part get rejected at final inspection
OUT OF
160 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø12.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
61, ( 49.00±0.40mm ), SPECIFICATION
72. ( 14.10±0.40mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 159 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out Preventive maintainance Record (ISCII-TS-MTC-
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
159 L No Effect
( Ø25.00(-0.00 to +0.40)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection 7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
SURFACE FINISH ON Ø25.00 FACE 3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
OUT OF control for parameter
159 B 6 4). Preventive maintainance Plan 2 4 48
SPECIFICATION Part get rejected at final inspection 4). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
( 3.20 Rz 25 )
Assembly
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
DEPTH OVER 4). Key lock for un authorised access & Program Caliper
Part get rejected at final inspection 6 4). Wrong Tool offset 3 4 72
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
110. (27) End User
SPOT FACE DEPTH ON Ø25.00
502B0059 5.1 (6S 159 F No Effect
( 1.00mm MAX )
SAE) PORT FORM Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
TOOL No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
( Ø10.00 & Ø9.60 ) - 1 3). Key lock for un authorised access & Program Master program verification at Job set up and 5
PLACE Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
( B1 -SIDE ) 4). Key lock for un authorised access & Program Caliper
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
DISTANCE UNDER 4). Key lock for un authorised access & Program Gauge
Part get rejected at final inspection 6 4). Wrong Tool offset 3 4 72
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
SPOT FACE DISTANCE ON Ø25.00
No Effect
139 FACE
( 127.90±0.30mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
DISTANCE OVER 4). Key lock for un authorised access & Program Gauge
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
CHAMFER HEIGHT ON Ø15.60 Subsequent Operation 3). Wrong offset
control for parameter
OUT OF
159 A Part get rejected at final inspection 6 2 4 48
SPECIFICATION
( -0.10 Assembly
-0.30 )
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 160 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PERPENDICULARITY ON Ø25.00
FACE Part get rejected at final inspection
OUT OF
159 R 7 2 6 84
SPECIFICATION
Assembly
( b | 0.10 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø12.80 No Effect
159 C
( 17.00(-0.00 to +1.00)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
110. (27)
Fitment problem not mating with mating part
502B0059 5.1 (6S
SAE) PORT FORM End User
TOOL
( Ø10.00 & Ø9.60 ) - 1 No Effect
PLACE
( B1 -SIDE ) Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
OUT OF
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DEPTH ON Ø15.60
159 E
( 2.50(-0.00 to +0.40)mm ) No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
TIP ANGLE ON Ø12.80 OUT OF
159 G Part get rejected at final inspection 6 2 4 48
( 118° MIN ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 161 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
OUT OF
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
NOSE RADIUS ON Ø15.60
159 I No Effect
( R0.20±0.10mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or)
3). Key lock for un authorised access & Program Digital vernier caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 Preventive maintainance Record (ISCII-TS-MTC- 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
110. (27) part
502B0059 5.1 (6S End User
SAE) PORT FORM HOLE DIAMETER ON 9/16 - 18 UNF
TOOL No Effect
159 H ( Ø14.30mm Approx )
( Ø10.00 & Ø9.60 ) - 1 Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( Ø12.80±0.10mm ).
PLACE
( B1 -SIDE ) No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or)
Subsequent Operation 3). Wrong Tool selection Digital vernier caliper
control for parameter
Part get rejected at final inspection
DIAMETER Assembly 7 3 4 84
UNDER SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DIAMETER No Effect
159 K
( Ø15.60(-0.00 to +0.13)mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 162 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE RUNOUT ON
Ø15.60 Part get rejected at final inspection
OUT OF
159 M 7 2 6 84
SPECIFICATION
Assembly
( h | 0.10 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
PORT 'C' BORE SURFACE FINISH control for parameter
ON Ø15.60 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
159 N 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
Assembly
( 1.60 Rz 16 )
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
PORT 'C' BORE ANGLE ON Ø15.60 OUT OF
159 O 6 2 4 48
( 12°±1° ) SPECIFICATION
Assembly
110. (27) Customer dissatisfaction at assembly
502B0059 5.1 (6S
SAE) PORT FORM End User
TOOL
( Ø10.00 & Ø9.60 ) - 1
No Effect
PLACE
( B1 -SIDE ) 1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE CONCENTRICITY
ON Ø15.60 Part get rejected at final inspection
OUT OF
159 P 7 2 6 84
SPECIFICATION
Assembly
( r | Ø0.30 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
ANGLE ON Ø15.60 BOTTOM AREA OUT OF Subsequent Operation 3). Wrong offset
159 Q 6 control for parameter 2 4 48
( 45°±5° ) SPECIFICATION
Part get rejected at final inspection
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
POSITION ON 6 SAE, 9/16-18 UN ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT OUT OF Part get rejected at final inspection
160 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 163 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
110. (27) 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
502B0059 5.1 (6S CENTER DISTANCE ON 6 SAE, 9/16- Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
SAE) PORT FORM 18 UN PORT
OUT OF Part get rejected at final inspection
TOOL 7 2 6 84
SPECIFICATION
( Ø10.00 & Ø9.60 ) - 1 61, ( 49.00±0.50mm ), Assembly
PLACE 72. ( 14.10±0.50mm ).
( B1 -SIDE ) Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tap worn out
THREAD OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 2 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
THREAD
159 J Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( 9/16 - 18 UNF )
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
Part get rejected at final inspection
THREAD UNDER Assembly 7 2 6 84
SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
110. (28) SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
9/16 - 18 UNF control for parameter
TAPPING - 1 PLACE
No Effect
( B1 -SIDE )
End User
THREAD DEPTH ON 9/16 - 18 UNF No Effect
159 D
( x 12.70mm MIN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get reworked at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 9/16 - 18 UNF Part get rejected at final inspection
OUT OF
160 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 164 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
CENTER DISTANCE ON 9/16 - 18 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
110. (28) Subsequent Operation 3). Machine axis variation (machine wear)
UNF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
9/16 - 18 UNF OUT OF
Part get rejected at final inspection 7 2 6 84
TAPPING - 1 PLACE SPECIFICATION
61, ( 49.00±0.40mm ),
( B1 -SIDE ) Assembly
72. ( 14.10±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or) Plug
Gauge
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
DIAMETER OVER 4). Preventive maintainance Plan
Part get rejected at final inspection 6 4). Tool worn out 3 5 90
SIZE ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER
171 No Effect
( Ø5.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
DIAMETER Part get rejected at final inspection 7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
4). Key lock for un authorised access & Program Caliper (or) Depth Gauge
DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
110. (29) HOLE DEPTH ON Ø8.00 No Effect
172
Ø5.00MM DRILLING - ( x92.00±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
1 PLACE
( B1 -SIDE ) No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
4). Key lock for un authorised access & Program Caliper (or) Depth Gauge
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
POSITION ON Ø5.00 Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF
174 Part get rejected at final inspection 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G )
Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø5.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection
7 2 6 84
63, ( 15.00±0.40mm ), SPECIFICATION
73. ( 5.90±0.40mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 165 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out Preventive maintainance Record (ISCII-TS-MTC-
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
173 L No Effect
( Ø25.00(-0.00 to +0.40)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection 7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
SURFACE FINISH ON Ø25.00 FACE 3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
OUT OF control for parameter
173 B 6 4). Preventive maintainance Plan 2 4 48
SPECIFICATION Part get rejected at final inspection 4). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
( 3.20 Rz 25 )
Assembly
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
DEPTH OVER 4). Key lock for un authorised access & Program Caliper
Part get rejected at final inspection 6 4). Wrong Tool offset 3 4 72
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
110. (30) End User
SPOT FACE DEPTH ON Ø25.00
502B0059 5.1 (6S 173 F No Effect
( 1.00mm MAX )
SAE) PORT FORM Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
TOOL No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
( Ø10.00 & Ø9.60 ) - 1 3). Key lock for un authorised access & Program Master program verification at Job set up and 5
PLACE Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
( B1 -SIDE ) 4). Key lock for un authorised access & Program Caliper
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
DISTANCE UNDER 4). Key lock for un authorised access & Program Gauge
Part get rejected at final inspection 6 4). Wrong Tool offset 3 4 72
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
SPOT FACE DISTANCE ON Ø25.00
No Effect
139 FACE
( 127.90±0.30mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
DISTANCE OVER 4). Key lock for un authorised access & Program Gauge
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
CHAMFER HEIGHT ON Ø15.60 Subsequent Operation 3). Wrong offset
control for parameter
OUT OF
173 A Part get rejected at final inspection 6 2 4 48
SPECIFICATION
( -0.10 Assembly
-0.30 )
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 166 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PERPENDICULARITY ON Ø25.00
FACE Part get rejected at final inspection
OUT OF
173 R 7 2 6 84
SPECIFICATION
Assembly
( b | 0.10 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø12.80 No Effect
173 C
( 17.00(-0.00 to +1.00)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
110. (30)
Fitment problem not mating with mating part
502B0059 5.1 (6S
SAE) PORT FORM End User
TOOL
( Ø10.00 & Ø9.60 ) - 1 No Effect
PLACE
( B1 -SIDE ) Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
OUT OF
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DEPTH ON Ø15.60
173 E
( 2.50(-0.00 to +0.40)mm ) No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
TIP ANGLE ON Ø12.80 OUT OF
173 G Part get rejected at final inspection 6 2 4 48
( 118° MIN ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 167 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
OUT OF
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
NOSE RADIUS ON Ø15.60
173 I No Effect
( R0.20±0.10mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or)
3). Key lock for un authorised access & Program Digital vernier caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 Preventive maintainance Record (ISCII-TS-MTC- 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
110. (30) part
502B0059 5.1 (6S End User
SAE) PORT FORM HOLE DIAMETER ON 9/16 - 18 UNF
TOOL No Effect
173 H ( Ø14.30mm Approx )
( Ø10.00 & Ø9.60 ) - 1 Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( Ø12.80±0.10mm ).
PLACE
( B1 -SIDE ) No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or)
Subsequent Operation 3). Wrong Tool selection Digital vernier caliper
control for parameter
Part get rejected at final inspection
DIAMETER Assembly 7 3 4 84
UNDER SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DIAMETER No Effect
173 K
( Ø15.60(-0.00 to +0.13)mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 168 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE RUNOUT ON
Ø15.60 Part get rejected at final inspection
OUT OF
173 M 7 2 6 84
SPECIFICATION
Assembly
( h | 0.10 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
PORT 'C' BORE SURFACE FINISH control for parameter
ON Ø15.60 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
173 N 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
Assembly
( 1.60 Rz 16 )
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
PORT 'C' BORE ANGLE ON Ø15.60 OUT OF
173 O 6 2 4 48
( 12°±1° ) SPECIFICATION
Assembly
110. (30) Customer dissatisfaction at assembly
502B0059 5.1 (6S
SAE) PORT FORM End User
TOOL
( Ø10.00 & Ø9.60 ) - 1
No Effect
PLACE
( B1 -SIDE ) 1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE CONCENTRICITY
ON Ø15.60 Part get rejected at final inspection
OUT OF
173 P 7 2 6 84
SPECIFICATION
Assembly
( r | Ø0.30 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
ANGLE ON Ø15.60 BOTTOM AREA OUT OF Subsequent Operation 3). Wrong offset
173 Q 6 control for parameter 2 4 48
( 45°±5° ) SPECIFICATION
Part get rejected at final inspection
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
POSITION ON 6 SAE, 9/16-18 UN ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT OUT OF Part get rejected at final inspection
174 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 169 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
110. (30) 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
502B0059 5.1 (6S CENTER DISTANCE ON 6 SAE, 9/16- Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
SAE) PORT FORM 18 UN PORT
OUT OF Part get rejected at final inspection
TOOL 7 2 6 84
SPECIFICATION
( Ø10.00 & Ø9.60 ) - 1 63, ( 15.00±0.50mm ), Assembly
PLACE 73. ( 5.90±0.50mm ).
( B1 -SIDE ) Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tap worn out
THREAD OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 2 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
THREAD
173 J Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( 9/16 - 18 UNF )
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
Part get rejected at final inspection
THREAD UNDER Assembly 7 2 6 84
SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
110. (31) SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
9/16 - 18 UNF control for parameter
TAPPING - 1 PLACE
No Effect
( B1 -SIDE )
End User
THREAD DEPTH ON 9/16 - 18 UNF No Effect
173 D
( x 12.70mm MIN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get reworked at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 9/16 - 18 UNF Part get rejected at final inspection
OUT OF
174 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 170 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
CENTER DISTANCE ON 9/16 - 18 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
110. (31) Subsequent Operation 3). Machine axis variation (machine wear)
UNF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
9/16 - 18 UNF OUT OF
Part get rejected at final inspection 7 2 6 84
TAPPING - 1 PLACE SPECIFICATION
63, ( 15.00±0.50mm ),
( B1 -SIDE ) Assembly
73. ( 5.90±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or) Plug
3). Key lock for un authorised access & Program Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
HOLE DIAMETER
163 No Effect
( Ø5.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or) Plug
Subsequent Operation 3). Wrong Tool selection Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
4). Key lock for un authorised access & Program Caliper (or) Depth Gauge
DEPTH OVER Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
110. (32) HOLE DEPTH ON Ø5.00
Ø5.50MM DRILLING - 164 No Effect
( x75.50±0.50mm )
1 PLACE Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( B1 -SIDE )
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
4). Key lock for un authorised access & Program Caliper (or) Depth Gauge
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
POSITION ON Ø5.00 Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF
166 Part get rejected at final inspection 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G )
Assembly
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CENTER DISTANCE ON Ø5.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
68, ( 114.70±0.50mm ), SPECIFICATION
64. ( 14.00±0.50mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 171 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out Preventive maintainance Record (ISCII-TS-MTC-
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
165 L No Effect
( Ø25.00(-0.00 to +0.40)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection 7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
SURFACE FINISH ON Ø25.00 FACE 3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
OUT OF control for parameter
165 B 6 4). Preventive maintainance Plan 2 4 48
SPECIFICATION Part get rejected at final inspection 4). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
( 3.20 Rz 25 )
Assembly
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
DEPTH OVER 4). Key lock for un authorised access & Program Caliper
Part get rejected at final inspection 6 4). Wrong Tool offset 3 4 72
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
110. (33) End User
SPOT FACE DEPTH ON Ø25.00
502B0059 5.1 (6S 165 F No Effect
( 1.00mm MAX )
SAE) PORT FORM Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
TOOL No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
( Ø10.00 & Ø9.60 ) - 1 3). Key lock for un authorised access & Program Master program verification at Job set up and 5
PLACE Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
( B1 -SIDE ) 4). Key lock for un authorised access & Program Caliper
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
DISTANCE UNDER 4). Key lock for un authorised access & Program Gauge
Part get rejected at final inspection 6 4). Wrong Tool offset 3 4 72
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
SPOT FACE DISTANCE ON Ø25.00
No Effect
118 FACE
( 128.90±0.30mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection once periodic inspection with CMM (or) 2D Height
control for parameter
DISTANCE OVER 4). Key lock for un authorised access & Program Gauge
Part get rejected at final inspection 7 4). Wrong Tool offset 3 4 84
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
3). Key lock for un authorised access & Program paste
CHAMFER HEIGHT ON Ø15.60 Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
165 A 6 2 4 48
SPECIFICATION
( -0.10 Assembly
-0.30 )
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 172 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PERPENDICULARITY ON Ø25.00
FACE Part get rejected at final inspection
OUT OF
165 R 7 2 6 84
SPECIFICATION
Assembly
( b | 0.10 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø12.80 No Effect
165 C
( 17.00(-0.00 to +1.00)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
DEPTH UNDER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
110. (33)
Fitment problem not mating with mating part
502B0059 5.1 (6S
SAE) PORT FORM End User
TOOL
( Ø10.00 & Ø9.60 ) - 1 No Effect
PLACE
( B1 -SIDE ) Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
OUT OF
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DEPTH ON Ø15.60
165 E
( 2.50(-0.00 to +0.40)mm ) No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
TIP ANGLE ON Ø12.80 OUT OF
165 G Part get rejected at final inspection 6 2 4 48
( 118° MIN ) SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 173 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
OUT OF
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
NOSE RADIUS ON Ø15.60
165 I No Effect
( R0.20±0.10mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
RADIUS MISSING Part get rejected at final inspection 6 2 5 60
Assembly
Customer dissatisfaction at assembly
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with CMM (or)
3). Key lock for un authorised access & Program Digital vernier caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 Preventive maintainance Record (ISCII-TS-MTC- 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
110. (33) part
502B0059 5.1 (6S End User
SAE) PORT FORM HOLE DIAMETER ON 9/16 - 18 UNF
TOOL No Effect
165 H ( Ø14.30mm Approx )
( Ø10.00 & Ø9.60 ) - 1 Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( Ø12.80±0.10mm ).
PLACE
( B1 -SIDE ) No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with CMM (or)
Subsequent Operation 3). Wrong Tool selection Digital vernier caliper
control for parameter
Part get rejected at final inspection
DIAMETER Assembly 7 3 4 84
UNDER SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
OUT OF Part get rejected at final inspection
6 2 4 48
SPECIFICATION
Assembly
Customer dissatisfaction at assembly
End User
PORT 'C' BORE DIAMETER No Effect
165 K
( Ø15.60(-0.00 to +0.13)mm )
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with CMM (or) Profile Projector with
control for parameter
moulded paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
PORT 'C' BORE Part get rejected at final inspection 6 2 5 60
MISSING
Assembly
Customer dissatisfaction at assembly
End User
No Effect
PAGE NO- 174 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE RUNOUT ON
Ø15.60 Part get rejected at final inspection
OUT OF
165 M 7 2 6 84
SPECIFICATION
Assembly
( h | 0.10 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up
No Effect 2). Wrong Tool selection
control for parameter inspection with Surface Roughness tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
PORT 'C' BORE SURFACE FINISH control for parameter
ON Ø15.60 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
165 N 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 4 48
SPECIFICATION
Assembly
( 1.60 Rz 16 )
Customer dissatisfaction at assembly
End User
Performance Low
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
Part get rejected at final inspection
PORT 'C' BORE ANGLE ON Ø15.60 OUT OF
165 O 6 2 4 48
( 12°±1° ) SPECIFICATION
Assembly
110. (33) Customer dissatisfaction at assembly
502B0059 5.1 (6S
SAE) PORT FORM End User
TOOL
( Ø10.00 & Ø9.60 ) - 1
No Effect
PLACE
( B1 -SIDE ) 1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT 'C' BORE CONCENTRICITY
ON Ø15.60 Part get rejected at final inspection
OUT OF
165 P 7 2 6 84
SPECIFICATION
Assembly
( r | Ø0.30 | A )
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection inspection with Profile Projector with moulded
control for parameter
paste
3). Key lock for un authorised access & Program
ANGLE ON Ø15.60 BOTTOM AREA OUT OF Subsequent Operation 3). Wrong offset
165 Q 6 control for parameter 2 4 48
( 45°±5° ) SPECIFICATION
Part get rejected at final inspection
Assembly
Customer dissatisfaction at assembly
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
POSITION ON 6 SAE, 9/16-18 UN ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
PORT OUT OF Part get rejected at final inspection
166 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 175 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
110. (33) 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
502B0059 5.1 (6S CENTER DISTANCE ON 6 SAE, 9/16- Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
SAE) PORT FORM 18 UN PORT
OUT OF Part get rejected at final inspection
TOOL 7 2 6 84
SPECIFICATION
( Ø10.00 & Ø9.60 ) - 1 68, ( 114.70±0.50mm ), Assembly
PLACE 64. ( 14.00±0.50mm ).
( B1 -SIDE ) Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection & 100% Process
3). Key lock for un authorised access & Program Inspection with Thread Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tap worn out
THREAD OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 2 6 72
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
THREAD
165 J Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( 9/16 - 18 UNF )
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection & 100% Process
Subsequent Operation 3). Wrong Tool selection Inspection with Thread Plug Gauge
control for parameter
Part get rejected at final inspection
THREAD UNDER Assembly 7 2 6 84
SIZE
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
6 3 4 72
110. (34) SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
9/16 - 18 UNF control for parameter
TAPPING - 1 PLACE
No Effect
( B1 -SIDE )
End User
THREAD DEPTH ON 9/16 - 18 UNF No Effect
165 D
( x 12.70mm MIN )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tap wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection for Digital vernier
control for parameter
caliper with Thread Plug Gauge
4). Key lock for un authorised access & Program
Part get reworked at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON 9/16 - 18 UNF Part get rejected at final inspection
OUT OF
166 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 176 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
1). Key lock for un authorised access & Program
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
CENTER DISTANCE ON 9/16 - 18 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
110. (34) Subsequent Operation 3). Machine axis variation (machine wear)
UNF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
9/16 - 18 UNF OUT OF
7 2 6 84
TAPPING - 1 PLACE SPECIFICATION Part get rejected at final inspection
67, (114.20±0.50mm ),
( B1 -SIDE ) Assembly
64. ( 14.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
HOLE DIAMETER End User
168 B
( Ø5.00(-0.00 to +0.10)mm ) No Effect 8
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER
Part get rejected at final inspection 7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and Day
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
CIRCULARITY ON Ø5.00 ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection
168 C. 7 2 6 84
SPECIFICATION
( e | 0.05 ) Assembly
Fitment problem not mating with mating part
110. (35) End User
Ø5.00MM DRILLING -
1 PLACE No Effect
( B1 -SIDE )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection
control for parameter Caliper (or) Depth Gauge
DISTANCE UNDER 4). Key lock for un authorised access & Program
Part get rejected at final inspection 6 4). Wrong Tool offset 3 4 72
SIZE control for parameter
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
HOLE DEPTH ON Ø5.00 End User
168 E.
( x7.00±0.50mm ) No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
3). Key lock for un authorised access & Program Master program verification at Job set up and 5
Subsequent Operation 3). Wrong Tool selection
control for parameter Nos once periodic inspection with Digital Vernier
4). Key lock for un authorised access & Program Caliper (or) Depth Gauge
DISTANCE OVER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
2). Key lock for un authorised access & Program Master program verification at Job set up and Day
No Effect 2). Wrong Tool selection once periodic inspection with Surface Roughness
control for parameter
3). Key lock for un authorised access & Program tester
Subsequent Operation 3). Wrong offset
SURFACE FINISH ON Ø5.00 control for parameter
OUT OF 4). Preventive maintainance Plan
168 D. Part get rejected at final inspection 6 4). Machine axis variation (machine wear) 2 5 60
SPECIFICATION ( ISCII-TS-MTC-PMP/C-R04 )
( Rz 7 to 30 ) Assembly
Customer dissatisfaction at assembly
End User
Performance Low
PAGE NO- 177 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
HOLE DIAMETER End User
168 F.
( Ø5.00±0.10mm )
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER
7 3 4 84
UNDER SIZE Part get rejected at final inspection
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø5.00
Part get rejected at final inspection
OUT OF
170 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
110. (35)
Ø5.00MM DRILLING - Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
1 PLACE
( B1 -SIDE )
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE UNDER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø5.00 No Effect
169
( x50.00±0.40mm ).
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE OVER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
CENTER DISTANCE ON Ø5.00 Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
62, ( 33.00±0.40mm ), SPECIFICATION
71. ( 37.00±0.40mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 178 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 PMP-R05) with CMK study 5 90
SIZE 5). Preventive maintainance Plan
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
167 No Effect
( vØ10.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
POSITION ON Ø10.00 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
170 Part get rejected at final inspection 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
110. (36) No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Ø10.00MM END Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
MILLING - 1 PLACE Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
( B1 -SIDE ) Height Gauge
4). Key lock for un authorised access & Program
DEPTH DISTANCE Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
UNDER SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
No Effect
SPOT FACE DEPTH ON Ø10.00
139
(127.90±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH DISTANCE control for parameter
7 3 4 84
OVER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
Part get rejected at final inspection
CENTER DISTANCE ON Ø10.00
OUT OF
Assembly 7 2 6 84
62, ( 33.00±0.40mm ), SPECIFICATION
71. ( 37.00±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 179 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
caliper
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER FOR "LS" & No Effect
--- "TO" & "DL" PUNCH PURPOSE
( 3 X Ø10.00±0.25mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
Part get rejected at final inspection
DIAMETER
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
110.(37) control for parameter
Caliper
Ø10.00MM END
4). Key lock for un authorised access & Program
MILLING - 3 PLACES Part get rejected at final inspection 4). Wrong Tool offset
DEPTH OVER control for parameter
( FOR "LS" & "DL" & 6 3 4 72
SIZE 5). Key lock for un authorised access & Program
"TO" PUNCH Assembly 5). Wrong work offset
PURPOSE ) control for parameter
( B1 - SIDE )
Fitment problem not mating with mating part
End User
SPOT FACE DEPTH ON Ø10.00
FOR "DL" & "LS" PUNCH
( 2 X 127.90±0.50mm ) No Effect
--- &
SPOT FACE DEPTH ON Ø10.00 Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
FOR "TO" PUNCH
( 128.90±0.50mm )
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH UNDER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter
Master program verification at Job set up
2). Key lock for un authorised access & Program
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
CENTER DISTANCE ONØ10.00 Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
( 60.00±0.50mm ), Part get rejected at final inspection
( 32.00±0.50mm ), OUT OF
---- 7 2 6 84
( 9.50±0.50mm ), SPECIFICATION
( 13.50±0.50mm ), Assembly
( 9.50±0.50mm ),
( 135.00±0.50mm ). Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 180 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10
FIXTUE INDEX RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
270°
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
Caliper (or) Plug Gauge
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out Preventive maintainance Record (ISCII-TS-MTC-
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
291 B
HOLE DIAMETER 8
( Ø5.00(-0.00 to +0.10)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change Master program verification at Job set up and Day
control for parameter
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CIRCULARITY ON Ø5.00
OUT OF Part get rejected at final inspection
291 C. 7 2 6 84
SPECIFICATION
Assembly
( e | 0.05 )
Fitment problem not mating with mating part
End User
110. (38)
Ø5.00MM DRILLING - No Effect
1 PLACE
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( B2 -SIDE )
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
DISTANCE UNDER Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø5.00 No Effect
291 E.
( x7.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
DISTANCE OVER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection once periodic inspection with Surface Roughness
control for parameter
tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
SURFACE FINISH ON Ø5.00 4). Preventive maintainance Plan
OUT OF Part get rejected at final inspection 4). Machine axis variation (machine wear)
291 D. 6 ( ISCII-TS-MTC-PMP/C-R04 ) 2 5 60
SPECIFICATION
Assembly
( Rz 7 to 30 )
Customer dissatisfaction at assembly
End User
Performance Low
PAGE NO- 181 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
HOLE DIAMETER End User
291 F.
( Ø5.00±0.10mm )
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER
7 3 4 84
UNDER SIZE Part get rejected at final inspection
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø5.00
Part get rejected at final inspection
OUT OF
293 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
110. (38)
Ø5.00MM DRILLING - Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
1 PLACE
( B2 -SIDE )
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE UNDER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø5.00 No Effect
292
( x81.00±0.50mm ).
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE OVER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
CENTER DISTANCE ON Ø5.00 Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
151, ( 40.10±0.50mm ), SPECIFICATION
154. ( 13.00±0.50mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 182 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 PMP-R05) with CMK study 5 90
SIZE 5). Preventive maintainance Plan
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
290 No Effect
( vØ10.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
POSITION ON Ø10.00 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
293 Part get rejected at final inspection 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
110. (39) No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Ø10.00MM END Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
MILLING - 1 PLACE Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
( B2 -SIDE ) Height Gauge
4). Key lock for un authorised access & Program
DEPTH DISTANCE Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
UNDER SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
No Effect
SPOT FACE DEPTH ON Ø10.00
109
(22.50±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH DISTANCE control for parameter
7 3 4 84
OVER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
Part get rejected at final inspection
CENTER DISTANCE ON Ø10.00
OUT OF
Assembly 7 2 6 84
151, ( 40.10±0.50mm ), SPECIFICATION
154. ( 13.00±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 183 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
Caliper (or) Plug Gauge
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out Preventive maintainance Record (ISCII-TS-MTC-
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
299 B
HOLE DIAMETER 8
( Ø4.00(-0.00 to +0.10)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change Master program verification at Job set up and Day
control for parameter
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CIRCULARITY ON Ø4.00
OUT OF Part get rejected at final inspection
299 C. 7 2 6 84
SPECIFICATION
Assembly
( e | 0.05 )
Fitment problem not mating with mating part
End User
110. (40) No Effect
Ø4.00MM DRILLING -
1 PLACE Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( B2 -SIDE )
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
DISTANCE UNDER Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø4.00 No Effect
299 E.
( x6.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
DISTANCE OVER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection once periodic inspection with Surface Roughness
control for parameter
tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
4). Preventive maintainance Plan
SURFACE FINISH ON Ø4.00 Part get rejected at final inspection 4). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
OUT OF
299 D. Assembly 6 2 5 60
SPECIFICATION
( Rz 7 to 30 )
Customer dissatisfaction at assembly
End User
Performance Low
PAGE NO- 184 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
HOLE DIAMETER End User
299 F.
( Ø4.00±0.10mm )
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER
7 3 4 84
UNDER SIZE Part get rejected at final inspection
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø4.00
Part get rejected at final inspection
OUT OF
301 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
110. (40)
Ø4.00MM DRILLING - Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
1 PLACE
( B2 -SIDE )
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE UNDER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø4.00 No Effect
300
( x30.00±0.50mm ).
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE OVER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
CENTER DISTANCE ON Ø4.00 Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
153, ( 26.00±0.40mm ), SPECIFICATION
150. ( 13.40±0.40mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 185 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 PMP-R05) with CMK study 5 90
SIZE 5). Preventive maintainance Plan
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
298 No Effect
( vØ10.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
POSITION ON Ø10.00 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
301 Part get rejected at final inspection 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
110. (41) No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Ø10.00MM END Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
MILLING - 1 PLACE Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
( B2 -SIDE ) Height Gauge
4). Key lock for un authorised access & Program
DEPTH DISTANCE Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
UNDER SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
No Effect
SPOT FACE DEPTH ON Ø10.00
109
(22.50±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH DISTANCE control for parameter
7 3 4 84
OVER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
Part get rejected at final inspection
CENTER DISTANCE ON Ø10.00
OUT OF
Assembly 7 2 6 84
153, ( 26.00±0.40mm ), SPECIFICATION
150. ( 13.40±0.40mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 186 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
Caliper (or) Plug Gauge
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
DIAMETER OVER Part get rejected at final inspection 4). Tool worn out Preventive maintainance Record (ISCII-TS-MTC-
6 ( ISCII-TS-MTC-PMP/C-R04 ) 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
No Effect
295 B
HOLE DIAMETER 8
( Ø4.00(-0.00 to +0.10)mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change Master program verification at Job set up and Day
control for parameter
2). Key lock for un authorised access & Program once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
CIRCULARITY ON Ø4.00
OUT OF Part get rejected at final inspection
295 C. 7 2 6 84
SPECIFICATION
Assembly
( e | 0.05 )
Fitment problem not mating with mating part
End User
110. (42) No Effect
Ø4.00MM DRILLING -
1 PLACE Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
( B2 -SIDE )
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
DISTANCE UNDER Part get rejected at final inspection 4). Wrong Tool offset
control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø4.00 No Effect
295 E.
( x6.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper (or) Depth Gauge
4). Key lock for un authorised access & Program
DISTANCE OVER Part get rejected at final inspection 4). Wrong Tool offset
7 control for parameter 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Tool wear out (Life excess) 1). Alarm & lock in machine for tool life excess
Master program verification at Job set up and Day
2). Key lock for un authorised access & Program
No Effect 2). Wrong Tool selection once periodic inspection with Surface Roughness
control for parameter
tester
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong offset
control for parameter
4). Preventive maintainance Plan
SURFACE FINISH ON Ø4.00 Part get rejected at final inspection 4). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
OUT OF
295 D. Assembly 6 2 5 60
SPECIFICATION
( Rz 7 to 30 )
Customer dissatisfaction at assembly
End User
Performance Low
PAGE NO- 187 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital Vernier
3). Key lock for un authorised access & Program Caliper (or) Plug Gauge
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 5 90
SIZE 5). Preventive maintainance Plan PMP-R05) with CMK study
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
HOLE DIAMETER End User
295 F.
( Ø4.00±0.10mm )
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital Vernier
Subsequent Operation 3). Wrong Tool selection Caliper (or) Plug Gauge
control for parameter
DIAMETER
7 3 4 84
UNDER SIZE Part get rejected at final inspection
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
POSITION ON Ø4.00
Part get rejected at final inspection
OUT OF
297 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
110. (42)
Ø4.00MM DRILLING - Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
1 PLACE
( B2 -SIDE )
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE UNDER control for parameter
6 3 4 72
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
HOLE DEPTH ON Ø4.00 No Effect
296
( x82.00±0.50mm ).
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
No Effect 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with Digital Vernier
control for parameter
Caliper
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DISTANCE OVER control for parameter
7 3 4 84
SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
CENTER DISTANCE ON Ø4.00 Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
OUT OF Part get rejected at final inspection 7 2 6 84
152, ( 52.00±0.40mm ), SPECIFICATION
150. ( 13.40±0.40mm ). Assembly
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 188 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION NO :- 10 RAW MATERIAL FROM FOUNDRY TO MACHINE SHOP
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Master program verification at Job set up and 5
No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess Nos once periodic inspection with Digital vernier
3). Key lock for un authorised access & Program caliper
Subsequent Operation 3). Wrong Tool selection
control for parameter
4). Preventive maintainance Plan
Part get rejected at final inspection 4). Tool worn out
DIAMETER OVER ( ISCII-TS-MTC-PMP/C-R04 ) Preventive maintainance Record (ISCII-TS-MTC-
6 3 PMP-R05) with CMK study 5 90
SIZE 5). Preventive maintainance Plan
Assembly 5). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 )
Loose Fitment problem not mating with mating
part
End User
SPOT FACE DIAMETER
294 No Effect
( vØ10.00±0.50mm )
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess Master program verification at Job set up and 5
3). Key lock for un authorised access & Program Nos once periodic inspection with Digital vernier
Subsequent Operation 3). Wrong Tool selection caliper
control for parameter
DIAMETER Part get rejected at final inspection
7 3 4 84
UNDER SIZE
Assembly
Tight Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up and
2). Key lock for un authorised access & Program Shift once periodic inspection with CMM
No Effect 2). Wrong work offset
control for parameter
POSITION ON Ø10.00 3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
OUT OF ( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
297 Part get rejected at final inspection 7 2 6 84
SPECIFICATION
( j | Ø0.80 | E | F-G | G ) Assembly
Fitment problem not mating with mating part
End User
No Effect
Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
110. (43) No Effect 2). Tool built up edge 2). Alarm & lock in machine for tool life excess
Ø10.00MM END Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
MILLING - 1 PLACE Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
( B2 -SIDE ) Height Gauge
4). Key lock for un authorised access & Program
DEPTH DISTANCE Part get rejected at final inspection 4). Wrong Tool offset
6 control for parameter 3 4 72
UNDER SIZE
5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
No Effect
End User
No Effect
SPOT FACE DEPTH ON Ø10.00
109
(22.50±0.50mm ) Next Operation 1). Improper M/C Setup 1). Proper checked JSIR
Possibility for tap broken 2). Tool wear out 2). Alarm & lock in machine for tool life excess
Master program verification at Job set up and 5
3). Key lock for un authorised access & Program
Subsequent Operation 3). Wrong Tool selection Nos once periodic inspection with CMM (or) 2D
control for parameter
Height Gauge
4). Key lock for un authorised access & Program
Part get rejected at final inspection 4). Wrong Tool offset
DEPTH DISTANCE control for parameter
7 3 4 84
OVER SIZE 5). Key lock for un authorised access & Program
Assembly 5). Wrong work offset
control for parameter
Fitment problem not mating with mating part
End User
No Effect
1). Key lock for un authorised access & Program
Next Operation 1). Program change
control for parameter Master program verification at Job set up
2). Key lock for un authorised access & Program inspection with CMM
No Effect 2). Wrong work offset
control for parameter
3). Preventive maintainance Plan Preventive maintainance Record (ISCII-TS-MTC-
Subsequent Operation 3). Machine axis variation (machine wear)
( ISCII-TS-MTC-PMP/C-R04 ) PMP-R05) with CMK study
Part get rejected at final inspection
CENTER DISTANCE ON Ø8.75
OUT OF
Assembly 7 2 6 84
152, ( 52.00±0.50mm ), SPECIFICATION
150. ( 13.40±0.50mm ).
Fitment problem not mating with mating part
End User
No Effect
PAGE NO- 189 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION
OPERATION NO
NO :- 10 :-RAW
120 MATERIAL
DEBURRING
FROM FOUNDRY TO MACHINE SHOP
1). Excessive use or non standardised deburring 1). Effective training given to operator as per Work
Next Operation In-station 100% visual inspection by operators
tools instruction ( ISC-II-MS-WI-DFS-08A)
No Effect
Subsequent Operation
BURR
120 FREE FROM BURRS AND DENT PROJECTIONS, Part get reject / rework at final inspection
--- 5 2 8 80
DEBURRING MARKS DENT MARKS &
DAMAGE. Assembly
Customer dissatisfaction at assembly
End User
Reduced performance
OPERATION NO :- 130 PART ENGRAVING
1). Effective training given to operator as per Work
Next Operation 1). Operator carelessness In-station 100% visual inspection by operators
instruction (ISC-II-TS-MS-ENGR- WI - 35)
No Effect
Subsequent Operation
1)Slippage in
Part get reject / rework at final inspection
without engraving 5 2 7 70
parts, Assembly
Customer dissatisfaction at assembly
End User
130 ENGRAVING LETTERS VISIBILITY, No Effect
---
PART ENGRAVING LETTERS DISTANCE. 1). Effective training given to operator as per Work
Next Operation 1). Operator carelessness In-station 100% visual inspection by operators
instruction (ISC-II-TS-MS-ENGR- WI - 35)
No Effect
Subsequent Operation
1) Engraving letters Part get reject / rework at final inspection
5 2 7 70
visibility low
Assembly
Customer dissatisfaction at assembly
End User
No Effect
OPERATION NO :- 140 ENDOSCOPIC INSPECTION ( LIGHTING SOURCE WITH CAMERA )
1). Effective training given to inspector as per Work
Next Operation 1). Inspection Error
instruction ( ISC-TS-MR- LRO-D15 ) In-station 100% visual inspection with endoscopic
machine
2). Better lighting system to be provided to make
No Effect 2). Inspection Error
easy visualisation of oil ports
Subsequent Operation
SAND OR
140
METALLIC PARTS
ENDOSCOPIC
CONTAMINATION Part get reject at final inspection
INSPECTION --- FREE FROM DEFECTS 5 2 8 80
AND LOOSE
( LIGHTING SOURCE
PARTICLES IN Assembly
WITH CAMERA )
CORED HOLE
Customer dissatisfaction at assembly
End User
Reduced performance
OPERATION NO :- 150 FINAL INSPECTION
1). Effective training given to inspector as per Final In-station visual & Gauge inspection as per
Next Operation 1). Use of wrong gauges &inspection method
Quality Plan ( Customer format ) sampling plan AQL
No Effect
Subsequent Operation
No Effect
150 IMPROPER
--- PROPER INSPECTION 7 2 7 98
FINAL INSPECTION INSPECTION
Assembly
Customer dissatisfaction at assembly &
Part get reject at assembly
End User
Reduced performance & Customer dissatisfaction
PAGE NO- 190 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION
OPERATION NO
NO :- 10 :-RAW
160 MATERIAL
ULTRASONIC CLEANING
FROM FOUNDRY TO MACHINE SHOP
1). Effective training given to operator as per Work
Next Operation 1). Improper cleaning method In-station 100% visual inspection by operators
instruction ( ISC-II-WI-SRDAN-01 )
No Effect
Subsequent Operation
160
IDENTIFICATION Part get reject / rework at final inspection
ULTRASONIC --- FREE FROM IMPURITIES 5 2 8 80
OF IMPURITIES
CLEANING Assembly
Customer dissatisfaction at assembly
End User
Reduced performance
OPERATION NO :- 170 MILLIPORE TESTING
1). Use of non standard oil & oiling witout 1). Effective training given to inspector as per Work In-station 1 / batch visual inspection with Millipore
Next Operation
glooves. instruction ( ISC-II-MS-WI-DFS-08A) Testing Machine
No Effect
APPEARANCE OF Subsequent Operation
RUST &
170
FREE FROM RUST & DUST PARTICLES SIZE - Part get reject / rework at final inspection
MILLIPORE --- 5 3 6 90
PARTICLES 0.8 mm MAX &
TESTING Assembly
MASS - 70 mg/m2
to 111 mg/m2 Customer dissatisfaction at assembly
End User
Life of the component reduce
OPERATION NO :- 180 RUST PREVENTIVE OILING
1). Use of non standard oil & oiling witout 1). Effective training given to operator as per In-station 100 % visual inspection by oil dipping
Next Operation
glooves. Packaging data sheet ( ISC-TS-QCD-PS-D04.52 ) person
No Effect
Subsequent Operation
180 Part get reject / rework
RUST
RUST PREVENTIVE --- FREE FROM RUST 5 2 8 80
APPEARANCE
OILING Assembly
Customer dissatisfaction at assembly &
Part get reject at assembly
End User
Life of the component reduce
OPERATION NO :- 190 PACKING
1). Effective training given to operator as per
Next Operation 1). Use of non standard packing boxes In-station 100% visual inspection by operators
Packaging data sheet ( ISC-TS-QCD-PS-D04.52 )
2). Effective training given to operator as per
No Effect 2). Poor material handling.
Packaging data sheet ( ISC-TS-QCD-PS-D04.52 )
Subsequent Operation
Part get reject
--- FREE FROM DAMAGE PARTS DAMAGED 5 2 8 80
Assembly
Customer dissatisfaction at assembly
End User
Reduced performance
190
PACKING
1). Effective training given to operator as per
Next Operation 1). Operator carelessness Every dispatch to check visual
Packaging data sheet ( ISC-TS-QCD-PS-D04.52 )
No Effect
Subsequent Operation
DEVIATION FROM No Effect
LABLE INFORMATION AS PER THE
--- CUSTOMER 4 1 8 32
CUSTOMER REQUIRMENT
REQUIREMENT
Assembly
Customer dissatisfaction at assembly & Parts
returned
End User
No Effect
PAGE NO- 191 OF192
INDO SHELL CAST PVT LTD Refrence no : ISC-TS-CFT-FMEA-D11
UNIT-II, FAILURE MODE EFFECTIVE ANALYSIS Report no : CP/07/SRD-01
COIMBATORE,
INDIA. Key date : 22.02.2018 FMEA DATE (Orig ) : 22.02.2018
Model/Vehicle : M/S DANFOSS POWER SOLUTIONS (US) COMPANY. Part description : CAT SWL INLET MACHINED Revsion Date : 15.05.2019
Core team : S.Selvam, S.Anandan, P.M.Peter, R.Siva Kumar, O.Ganesan, N.Dinesh Kumar, A.Sridhar,
Part no : 11190722 / D Revsion No. : 04
P.Karthickraja, Arun Kumar, Ranjith Kumar, J.Kumaravel & Ranganathan.
Current Process Action Results
Detection
severity
Responsibility &
class
Occurrence
RPN
Process Potential Potential Cause(s)/Mechanism(s) of
Layout No Requirements Potential effect(s) of failure Recommended Action(s) Target
Function Failure Mode Failures
Controls Prevention Controls Detection Completion Date Action Taken Sev Occ Det RPN
OPERATION
OPERATION NO
NO :- 10 :-RAW
200 MATERIAL
DESPATCH FROM FOUNDRY TO MACHINE SHOP
1). Effective training given to operator as per
Next Operation 1). Improper handling 100% visual inspection
Packaging data sheet ( ISC-TS-QCD-PS-D04.52 )
No Effect
Subsequent Operation
200 No Effect
--- FREE FROM DAMAGE PARTS DAMAGED 4 2 8 64
DESPATCH
Assembly
Customer dissatisfaction at assembly & Parts
returned
End User
No Effect
Reason for revision : -
0 ---> New release,
1 ---> Reviewed and updated Customer Drawing revision changed ( Rev No---> "B" from Rev No---> "P5" ),
2 ---> Reviewed and updated Customer Drawing revision changed ( Rev No---> "C" from Rev No---> "B" ),
3 ---> Reviewed and updated Customer Drawing revision changed ( Rev No---> "D" from Rev No---> "C" ),
4 ---> Reviewed and updated remove internal 'K' parameters.
PREPARED BY: GANESAN.O APPROVED BY : S.SELVAM ISSUED BY : S.SELVAM
DATE : 15.05.2019 DATE : 15.05.2019 DATE : 15.05.2019
PAGE NO- 192 OF192
You might also like
- Fmea Sfe47.005 WeldingDocument8 pagesFmea Sfe47.005 Weldingkumaraswamy.kNo ratings yet
- PFMEA - MachiningDocument14 pagesPFMEA - Machiningmani317100% (1)
- Potential Failure Mode and Effects Analysis (DESIGN FMEA) : Disk Brake Sub-AssemblyDocument6 pagesPotential Failure Mode and Effects Analysis (DESIGN FMEA) : Disk Brake Sub-AssemblyLuis Carlos SuarezNo ratings yet
- PFMEA - StampingDocument8 pagesPFMEA - StampingNimesh Mehta67% (6)
- AIAG-VDA PFMEA Template For Activity - (Delegate)Document38 pagesAIAG-VDA PFMEA Template For Activity - (Delegate)nadia_naaz90No ratings yet
- Vda FmeaDocument30 pagesVda Fmealalit GuptaNo ratings yet
- 6 PFMEA & Control Plan 1 of 7Document8 pages6 PFMEA & Control Plan 1 of 7P G Suman100% (1)
- AQE (FMEA) Selling DocumentDocument17 pagesAQE (FMEA) Selling DocumentArshad AnsariNo ratings yet
- APQP TrackerDocument10 pagesAPQP TrackerBharathNo ratings yet
- AIAG & VDA PFMEA FormatDocument1 pageAIAG & VDA PFMEA Formatmahesh KhatalNo ratings yet
- Fmea (Failure Modes and Effects Analysis)Document11 pagesFmea (Failure Modes and Effects Analysis)Oswaldo VallesNo ratings yet
- Bolded Text Indicates New To ISO 9001:2015 and IATF 16949:2016Document21 pagesBolded Text Indicates New To ISO 9001:2015 and IATF 16949:2016Ankur Dhir100% (1)
- TMT Procedure - Analysis of Data & Continuous Improvement P2Document1 pageTMT Procedure - Analysis of Data & Continuous Improvement P2sumanNo ratings yet
- Fmea CastingDocument8 pagesFmea CastingSuraj RawatNo ratings yet
- APQP Chart With Responsibility Matrix: Development Categories Category Details A B C D E F Activity DescriptionDocument6 pagesAPQP Chart With Responsibility Matrix: Development Categories Category Details A B C D E F Activity DescriptionParveen KumarNo ratings yet
- GM Machining CP REV 03Document17 pagesGM Machining CP REV 03Suraj RawatNo ratings yet
- Oposite - VE Failure Effect - Ve Failure Mode - Ve Failure CauseDocument1 pageOposite - VE Failure Effect - Ve Failure Mode - Ve Failure CauseSethasan SrikochNo ratings yet
- MSIL Audit Cheklist 16Document22 pagesMSIL Audit Cheklist 16Pravin Balasaheb GunjalNo ratings yet
- PFMEA AIAG VDA Filled Example Assly PDFDocument1 pagePFMEA AIAG VDA Filled Example Assly PDFRamdas PaithankarNo ratings yet
- Ii. Structure Analysis Iii. Function Analysis: Company NameDocument6 pagesIi. Structure Analysis Iii. Function Analysis: Company NameJohn OoNo ratings yet
- PFDPFMEACP Linkages PDFDocument1 pagePFDPFMEACP Linkages PDFsateeshkoriNo ratings yet
- FMEA SampleDocument94 pagesFMEA SampleKaran MalhiNo ratings yet
- Ppap Check List: Lear Automotive India Pvt. Ltd.,NasikDocument73 pagesPpap Check List: Lear Automotive India Pvt. Ltd.,Nasikrajesh sharma100% (1)
- Supplier Control Plan: Audit SummaryDocument2 pagesSupplier Control Plan: Audit SummaryRay ManNo ratings yet
- 4Ms' & AN I - CMV Matrix: Man Machine Material Method InformationDocument12 pages4Ms' & AN I - CMV Matrix: Man Machine Material Method InformationZia AbidiNo ratings yet
- Guideline 4M Change MatrixDocument3 pagesGuideline 4M Change MatrixAman JasujaNo ratings yet
- 36 PfmeaDocument9 pages36 Pfmeamscsmn100% (1)
- C8 TurtleDiagramCustomerFeedbackProcess顾客反馈过程乌龟图 EnDocument1 pageC8 TurtleDiagramCustomerFeedbackProcess顾客反馈过程乌龟图 EnBAlaNo ratings yet
- Pfmea SopDocument9 pagesPfmea SopAbhijit DasNo ratings yet
- 5.1.1.2 - Process Effectiveness EfficiencyDocument1 page5.1.1.2 - Process Effectiveness EfficiencyPrakash kumarTripathiNo ratings yet
- Procedure - Special CharacteristicsDocument13 pagesProcedure - Special Characteristicsalexandru.ghiniaNo ratings yet
- D1 - Problem Solving TeamDocument2 pagesD1 - Problem Solving TeamMuthusamy Ayyanapillai100% (1)
- Guidelines For Making PFMEA - A PDFDocument10 pagesGuidelines For Making PFMEA - A PDFKalimuthu PsNo ratings yet
- Pfmea - Aiag-VdaDocument108 pagesPfmea - Aiag-VdaGLAUCIO DOS SANTOS SILVANo ratings yet
- FMEA - 5th Edition FORMATDocument2 pagesFMEA - 5th Edition FORMATManu100% (2)
- PFD Control Plan and FMEA FormatsDocument12 pagesPFD Control Plan and FMEA FormatsDINESH SHARMA100% (1)
- Minimum Automotive Quality Management System Requirements For Sub-Tier Suppliers - AUG 14 PDFDocument9 pagesMinimum Automotive Quality Management System Requirements For Sub-Tier Suppliers - AUG 14 PDFFer Jesus Nieves UribeNo ratings yet
- PPAP Sign Off Checklist (3rd Ed) : Product Submission Warrant (PSW)Document1 pagePPAP Sign Off Checklist (3rd Ed) : Product Submission Warrant (PSW)SudhaNo ratings yet
- Special Process: Coating System Assessment Version 3 Issued 07/2020Document10 pagesSpecial Process: Coating System Assessment Version 3 Issued 07/2020r arumugamNo ratings yet
- Product Characteristic Matrix (PCM) & Safe Launch Plan - Alignment & AgreementDocument8 pagesProduct Characteristic Matrix (PCM) & Safe Launch Plan - Alignment & AgreementDavid MorenoNo ratings yet
- P!. GM 1927-30 - BIQS Audit v.7.0 2017-04-05Document14 pagesP!. GM 1927-30 - BIQS Audit v.7.0 2017-04-05Duho ConsultoresNo ratings yet
- Supplier Deviation Request Form N°:: Part Description Part No: Revision PO NumberDocument1 pageSupplier Deviation Request Form N°:: Part Description Part No: Revision PO NumberBESNo ratings yet
- MKT Procedure - Evaluating Customer Satisfaction P1Document1 pageMKT Procedure - Evaluating Customer Satisfaction P1sumanNo ratings yet
- VCC Phased PPAP Requirements Handbook - V2Document14 pagesVCC Phased PPAP Requirements Handbook - V2medi38No ratings yet
- TS ClausesDocument3 pagesTS Clausesgarvmonu100% (2)
- VDA 6 - 3 Questionnaire Summary of Changes PDFDocument6 pagesVDA 6 - 3 Questionnaire Summary of Changes PDFAnonymous CW8L9FkuNo ratings yet
- GM 1927 36 Group C Elements BIQSDocument52 pagesGM 1927 36 Group C Elements BIQSVanessa GurrolaNo ratings yet
- DS-09-02 R0 Change Implementation MatrixDocument3 pagesDS-09-02 R0 Change Implementation MatrixDhinakaran100% (1)
- FMEADocument6 pagesFMEANavnath TamhaneNo ratings yet
- MACE - Formats - 015 - APQP Matrix Sign OffDocument3 pagesMACE - Formats - 015 - APQP Matrix Sign OffMohit KaushikNo ratings yet
- Process For Process Failure Mode & Effect Analysis (PFMEA)Document11 pagesProcess For Process Failure Mode & Effect Analysis (PFMEA)Gourav SainiNo ratings yet
- PDF Process Audit Vda 63Document9 pagesPDF Process Audit Vda 63Shahrazed ZineNo ratings yet
- D10414410a Fmea MachiningDocument13 pagesD10414410a Fmea MachiningSuraj RawatNo ratings yet
- Prod-Fmea-01 PfmeaDocument1 pageProd-Fmea-01 Pfmeaumesh sengarNo ratings yet
- PFMEADocument26 pagesPFMEAsmplfbd.qaNo ratings yet
- Pfmea KVTDocument3 pagesPfmea KVTRS MANIKANDANNo ratings yet
- FMEA - HCI CONSOLE FLOOR - LHD OKDocument20 pagesFMEA - HCI CONSOLE FLOOR - LHD OKManikandanNo ratings yet
- Anpqp - Design Potential FmeaDocument2 pagesAnpqp - Design Potential FmeaJoaquinNo ratings yet
- Design Fmea 1 ST Pipe Teflon HoseDocument11 pagesDesign Fmea 1 ST Pipe Teflon HoseSandeep PandeyNo ratings yet
- Meenakshi Molding Private Limited Process FMEA: Form No - FM/7.1/01/09Document4 pagesMeenakshi Molding Private Limited Process FMEA: Form No - FM/7.1/01/09ilaya rajaNo ratings yet
- 03 Exhibit 1 GSM Pre Course Manual 39 PagesDocument39 pages03 Exhibit 1 GSM Pre Course Manual 39 PagesSrishti SinghalNo ratings yet
- Untitled PresentationDocument5 pagesUntitled PresentationMONISHRAJNo ratings yet
- ISO Process Discussion: AttendeesDocument1 pageISO Process Discussion: AttendeesMONISHRAJNo ratings yet
- Untitled SpreadsheetDocument1 pageUntitled SpreadsheetMONISHRAJNo ratings yet
- Subscriberinvoice 21 12 2022Document1 pageSubscriberinvoice 21 12 2022Anand DNo ratings yet
- Railwire Subscriber Invoice Apr22Document1 pageRailwire Subscriber Invoice Apr22Sparks TalksNo ratings yet
- Subscriberinvoice 21 12 2022Document1 pageSubscriberinvoice 21 12 2022Anand DNo ratings yet
- 05) - Process Flow Diagram For 11190722 - DDocument2 pages05) - Process Flow Diagram For 11190722 - DMONISHRAJNo ratings yet
- Supplier PPAP Worksheet: Indoshell Cast PVT LTD 102389Document2 pagesSupplier PPAP Worksheet: Indoshell Cast PVT LTD 102389MONISHRAJNo ratings yet
- RESUME MonishDocument3 pagesRESUME MonishMONISHRAJNo ratings yet
- Chapter - 4 Data Analysis and InterpretationDocument18 pagesChapter - 4 Data Analysis and Interpretation89sssNo ratings yet
- Research Report On Electronic Banking E-Banking ManagementDocument5 pagesResearch Report On Electronic Banking E-Banking ManagementshivkmrchauhanNo ratings yet
- Ajeet Singh - ResumeDocument4 pagesAjeet Singh - ResumeTaslimNo ratings yet
- Regional Internal Quality Audit Plan: FM-SP-R10-06-01Document8 pagesRegional Internal Quality Audit Plan: FM-SP-R10-06-01Cess AyomaNo ratings yet
- RESA ReviewersDocument8 pagesRESA Reviewersmommel53150% (6)
- ROBOGlobalLogisticsAutomation FinalDocument18 pagesROBOGlobalLogisticsAutomation FinalRujan Mihnea MarianNo ratings yet
- P3-2a 148Document8 pagesP3-2a 148Ricky DeoNo ratings yet
- Quality System ProcduresDocument534 pagesQuality System ProcduresJunaid Siddiqui50% (2)
- Muhammad Asjad (Health Care) Global Clinical)Document1 pageMuhammad Asjad (Health Care) Global Clinical)FaisalNo ratings yet
- ILO 주요협약Document1,252 pagesILO 주요협약scheenouraNo ratings yet
- Bus2113 - Operations Management: Prepared For: Mr. Fun Luen LokDocument6 pagesBus2113 - Operations Management: Prepared For: Mr. Fun Luen LokSharon GeraldineNo ratings yet
- Admission List 2018 - Batch 1Document30 pagesAdmission List 2018 - Batch 1Sharjeel HussainNo ratings yet
- MGKVDocument4 pagesMGKVkumkumpanika77No ratings yet
- ABCDDocument45 pagesABCDKartik GaurNo ratings yet
- SPED ECD New Layout Ato Declaratório Executivo Cofis 33 - 2013Document30 pagesSPED ECD New Layout Ato Declaratório Executivo Cofis 33 - 2013Cris_11No ratings yet
- ZED PresentationDocument13 pagesZED PresentationSatbir SinghNo ratings yet
- ISOIEC 25040 - v3 - 0 PDFDocument83 pagesISOIEC 25040 - v3 - 0 PDFSebastian CoddNo ratings yet
- Answers Chapter 4 inDocument5 pagesAnswers Chapter 4 inscribdteaNo ratings yet
- Practice 5Document5 pagesPractice 5DIANA YULEISY TABORDA ORTIZNo ratings yet
- Dell's Customer Contact Centres in IndiaDocument13 pagesDell's Customer Contact Centres in Indiasaurabh shekharNo ratings yet
- How Decoupling Creates Win-Win For Power Companies and CustomersDocument11 pagesHow Decoupling Creates Win-Win For Power Companies and CustomersClutha Mata-Au River Parkway GroupNo ratings yet
- Chapter 11 AISDocument4 pagesChapter 11 AISMyka ManalotoNo ratings yet
- Oracle SSHR Configuration GuideDocument352 pagesOracle SSHR Configuration GuideSavez Shabkhez100% (1)
- Cebu Country Club v. ElizagaqueDocument1 pageCebu Country Club v. ElizagaqueMarie ChieloNo ratings yet
- Fin ZG522Document11 pagesFin ZG522Arjun SelvakumarNo ratings yet
- Implementing Aggregate Awareness in SAP BODSDocument21 pagesImplementing Aggregate Awareness in SAP BODSiamherejustforfunNo ratings yet
- GuideDocument179 pagesGuideJi XuanNo ratings yet
- Business PolicyDocument7 pagesBusiness PolicySuzette EstiponaNo ratings yet
- Business Referral Agreement TemplateDocument4 pagesBusiness Referral Agreement TemplateGrey DotsNo ratings yet
- Jinnrise, Vol. 1 PreviewDocument11 pagesJinnrise, Vol. 1 PreviewGraphic PolicyNo ratings yet