You might also like
- AB-522 Standard Pneumatic Test Procedure RequirementsDocument16 pagesAB-522 Standard Pneumatic Test Procedure RequirementsShank HackerNo ratings yet
- AB-522 Standard Pneumatic Test Procedure RequirementsDocument13 pagesAB-522 Standard Pneumatic Test Procedure Requirementskysuco100% (1)
- Pressure Leak Testing GuideDocument20 pagesPressure Leak Testing Guidefezzeh kabiri kenari100% (1)
- Pressure and Leakage TestsDocument4 pagesPressure and Leakage TestsgunsakNo ratings yet
- Pressure Testing Codes and Best PracticesDocument26 pagesPressure Testing Codes and Best Practicesriysall100% (1)
- The Pressure Testing of DI CI and PVC Pipe - Upload - 27!10!16Document4 pagesThe Pressure Testing of DI CI and PVC Pipe - Upload - 27!10!16Rushan Lakdimuthu100% (1)
- Heleium Leak TestDocument20 pagesHeleium Leak TestAkbar Doha100% (1)
- Pneumatic Testing Procedure For PipelinesDocument3 pagesPneumatic Testing Procedure For PipelinesKu Masayu Ku HusinNo ratings yet
- Re-Welding, Expansion & HT ProcedureDocument6 pagesRe-Welding, Expansion & HT Proceduresuria qaqcNo ratings yet
- Hydrostatic Pressure Test Safety ChecklistDocument3 pagesHydrostatic Pressure Test Safety ChecklistKyaw Kyaw AungNo ratings yet
- Detect Leaks with Vacuum and Helium TechniquesDocument14 pagesDetect Leaks with Vacuum and Helium TechniquesSavij_ChouhanNo ratings yet
- Meeting International and Customer Standards with ASME ExperienceDocument4 pagesMeeting International and Customer Standards with ASME Experienceanwarhas05No ratings yet
- Helium Leak TestDocument8 pagesHelium Leak TestHiren Panchal50% (2)
- Material Inspection ReportDocument5 pagesMaterial Inspection ReportAndreas SchlagerNo ratings yet
- Pressure Test Procedure for Piping SystemsDocument5 pagesPressure Test Procedure for Piping SystemsKyaw Kyaw AungNo ratings yet
- Leak Test Procedure For SubDocument5 pagesLeak Test Procedure For Subpallav chatterjeeNo ratings yet
- Utility Boiler Inspection PlanDocument3 pagesUtility Boiler Inspection PlanGanesh EshwarNo ratings yet
- Pilin Project Hydrostatic Test InstructionDocument5 pagesPilin Project Hydrostatic Test Instructionคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Afi SC03 QRBN Ci 00233Document1 pageAfi SC03 QRBN Ci 00233حسن كاظم ريسان B-4No ratings yet
- Field Hydrotest Manual UndergroundDocument8 pagesField Hydrotest Manual UndergroundPhuoc PhuNo ratings yet
- FR 002 Pressure Testing Inspection ChecklistDocument6 pagesFR 002 Pressure Testing Inspection Checklistum er100% (1)
- Hydro Static Universal Field Test ProcedureDocument16 pagesHydro Static Universal Field Test ProcedureHarvey Svetlik100% (1)
- HVAC Pressure Test ProceduresDocument8 pagesHVAC Pressure Test ProceduresHamidullah Asady WardakNo ratings yet
- To Commissioning Manual: Appendix No. 1Document7 pagesTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNo ratings yet
- Safety Alert: Failure of Fabricated Test Blind Flange For Hydrostatic TestingDocument5 pagesSafety Alert: Failure of Fabricated Test Blind Flange For Hydrostatic TestingvietnampetrochemicalNo ratings yet
- TESTINGDocument7 pagesTESTINGSoner Kulte100% (1)
- Hydrotest Procedure For Piping SystemsDocument6 pagesHydrotest Procedure For Piping Systemscatherine100% (1)
- P3-PTP-001 R0 Piping Pressure Test ProceduresDocument8 pagesP3-PTP-001 R0 Piping Pressure Test ProceduresHengNo ratings yet
- Hydro TestDocument9 pagesHydro TestPrathap JohnNo ratings yet
- Howto-Recommended Guidelines For Testing of Heat ExchangersDocument1 pageHowto-Recommended Guidelines For Testing of Heat ExchangersSam_1_No ratings yet
- Hydrotest Welding and NDTDocument11 pagesHydrotest Welding and NDTALFA ENGINEERINGNo ratings yet
- E1500248-V1 Helium Leak Test Procedure For TMDSDocument4 pagesE1500248-V1 Helium Leak Test Procedure For TMDSDilip100% (1)
- SOP of PrehydrotestDocument7 pagesSOP of PrehydrotestVenkateswarlu BoduguNo ratings yet
- Pressure Test - Hydrostatic and Pneumatic Test RequirementsDocument6 pagesPressure Test - Hydrostatic and Pneumatic Test RequirementslorenzoNo ratings yet
- Pressure Testing Ensures Safety, Reliability and Leak TightnessDocument4 pagesPressure Testing Ensures Safety, Reliability and Leak TightnessRakesh RanjanNo ratings yet
- HYDROTESTDocument144 pagesHYDROTESTJean GheorgheNo ratings yet
- Plunger Pump Service Manual: Installation and Start-Up InformationDocument6 pagesPlunger Pump Service Manual: Installation and Start-Up InformationDark CenobiteNo ratings yet
- Testing StandardDocument7 pagesTesting StandardDiego Fernando Pedroza UribeNo ratings yet
- Pressure testing piping systemsDocument3 pagesPressure testing piping systemsnainaNo ratings yet
- Atex DirectiveDocument4 pagesAtex DirectiveMichaelNo ratings yet
- CommissioningDocument4 pagesCommissioningowaise007No ratings yet
- Pneumatic Test Procedure for Industrial SuppliersDocument4 pagesPneumatic Test Procedure for Industrial SuppliersSalman Khan100% (1)
- Hydro TestDocument12 pagesHydro TestEndika Alfan100% (2)
- Hydrotest & Pneumatic TestDocument3 pagesHydrotest & Pneumatic TestjokishNo ratings yet
- Vacuum Testing ReportDocument9 pagesVacuum Testing ReportDoris DorisNo ratings yet
- Foreign Material ExclusionDocument22 pagesForeign Material ExclusionBahim BahimanNo ratings yet
- Hydrostatic Pressure Test Safety Checklist PDFDocument28 pagesHydrostatic Pressure Test Safety Checklist PDFLukman NulhakiemNo ratings yet
- Hydrotesting Quad Joint PipesDocument15 pagesHydrotesting Quad Joint PipesTrust EmmaNo ratings yet
- 공압Document18 pages공압aoaaoa1122No ratings yet
- AB-522 Standard Pneumatic Test Procedure Requirements PDFDocument16 pagesAB-522 Standard Pneumatic Test Procedure Requirements PDFrams789No ratings yet
- The Pressure Equipment Safety AuthorityDocument8 pagesThe Pressure Equipment Safety AuthorityPehr HedströmNo ratings yet
- Saes A 004Document17 pagesSaes A 004Arvind ShakyaNo ratings yet
- Saes A 004Document22 pagesSaes A 004Branko_62100% (1)
- Pressure testing methods for gas supply systemsDocument27 pagesPressure testing methods for gas supply systemsMatej ZirdumNo ratings yet
- Pressure Testing Methods DVGW G 469Document14 pagesPressure Testing Methods DVGW G 469koulis1386% (7)
- Control Valve FAT ProcedureDocument13 pagesControl Valve FAT ProcedureHicham BelmaatiNo ratings yet
- Pressure Req Inspect Maint RepairDocument8 pagesPressure Req Inspect Maint RepairfaridNo ratings yet
- Air Leak TestingDocument5 pagesAir Leak Testingkusdiyanta100% (2)
- SPC-0804.02-96.58 Rev D2 Hydrostatic Pressure Testing of PipingDocument23 pagesSPC-0804.02-96.58 Rev D2 Hydrostatic Pressure Testing of Pipingsdb91No ratings yet
- Pneumatic Test ProcedureDocument10 pagesPneumatic Test ProcedureahmadNo ratings yet
- Nozzle Force and Moment - PDFDocument1 pageNozzle Force and Moment - PDFMarizta Perdani PutriNo ratings yet
- Nozzle Force and Moment - PDFDocument1 pageNozzle Force and Moment - PDFMarizta Perdani PutriNo ratings yet
- Allowable Nozzle Load API 610 - TemplateDocument1 pageAllowable Nozzle Load API 610 - TemplateMarizta Perdani PutriNo ratings yet
- Nozzle Force and Moment - PDFDocument1 pageNozzle Force and Moment - PDFMarizta Perdani PutriNo ratings yet
- CARBON STEEL 150#-300#: Rating Unit KDocument4 pagesCARBON STEEL 150#-300#: Rating Unit KMarizta Perdani PutriNo ratings yet
- Norsok Material Data Sheet (M-630r2)Document77 pagesNorsok Material Data Sheet (M-630r2)karuna346No ratings yet
- Ab-522 Standard Pneumatic Test Procedure Requirements PDFDocument17 pagesAb-522 Standard Pneumatic Test Procedure Requirements PDFMarizta Perdani PutriNo ratings yet
- Table of ContentsDocument8 pagesTable of ContentsMarizta Perdani PutriNo ratings yet
- Tugas UasDocument10 pagesTugas UasMarizta Perdani PutriNo ratings yet
- Opening EllipsDocument7 pagesOpening EllipsMarizta Perdani PutriNo ratings yet
- Lampiran Table of ContentDocument7 pagesLampiran Table of ContentMarizta Perdani PutriNo ratings yet
- Perhitungan Span ManualDocument7 pagesPerhitungan Span ManualMarizta Perdani PutriNo ratings yet
- Table of ContentsDocument77 pagesTable of ContentsMarizta Perdani PutriNo ratings yet
- Table of ContentsDocument1 pageTable of ContentsMarizta Perdani PutriNo ratings yet
- Buat VitaDocument8 pagesBuat VitaMarizta Perdani PutriNo ratings yet
- No Table of Contents Entries FoundDocument7 pagesNo Table of Contents Entries FoundMarizta Perdani PutriNo ratings yet
- Job Title Job Category: ResponsibilitiesDocument2 pagesJob Title Job Category: ResponsibilitiesMarizta Perdani PutriNo ratings yet
- Job Title Job Category: ResponsibilitiesDocument2 pagesJob Title Job Category: ResponsibilitiesMarizta Perdani PutriNo ratings yet
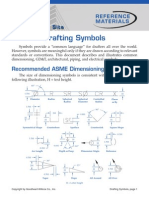
- Pipe Fitting Symbol Guide Under 40 CharactersDocument5 pagesPipe Fitting Symbol Guide Under 40 CharactersErnalyn ValenciaNo ratings yet
- SM HalluDocument2 pagesSM HalluMarizta Perdani PutriNo ratings yet
- Autocad SymbolsDocument8 pagesAutocad SymbolsSenchaa100% (1)
- Table of ContentsDocument8 pagesTable of ContentsMarizta Perdani PutriNo ratings yet
- PV Elite Vessel Analysis Program HorizontalDocument55 pagesPV Elite Vessel Analysis Program HorizontalMarizta Perdani PutriNo ratings yet
- Tugas UasDocument10 pagesTugas UasMarizta Perdani PutriNo ratings yet
- PV Elite Vessel Analysis Program HorizontalDocument55 pagesPV Elite Vessel Analysis Program HorizontalMarizta Perdani PutriNo ratings yet
- Lampiran Table of ContentDocument7 pagesLampiran Table of ContentMarizta Perdani PutriNo ratings yet
- PV Elite Vessel Analysis Program HorizontalDocument55 pagesPV Elite Vessel Analysis Program HorizontalMarizta Perdani PutriNo ratings yet
- Lampiran Table of ContentDocument7 pagesLampiran Table of ContentMarizta Perdani PutriNo ratings yet
- Pantheon-Katalog Eng WebDocument16 pagesPantheon-Katalog Eng WebJoe DoeNo ratings yet
- Catalogus 2010 ENGELSDocument52 pagesCatalogus 2010 ENGELShacikadiNo ratings yet
- SK716 Pengintegrasian Mekanisme Nilai Karbon (English)Document13 pagesSK716 Pengintegrasian Mekanisme Nilai Karbon (English)Isti HanifahNo ratings yet
- Anchor Systems.: Hilti. Outperform. OutlastDocument49 pagesAnchor Systems.: Hilti. Outperform. Outlastthapa786mNo ratings yet
- Terpin Hydrate Oral SolutionDocument1 pageTerpin Hydrate Oral SolutionAbelard Maria EscrivaNo ratings yet
- Chemistry of Food Changes During Storage: Group 7Document22 pagesChemistry of Food Changes During Storage: Group 7Sonny MichaelNo ratings yet
- Lecture No.3 Part 1 (Fan)Document6 pagesLecture No.3 Part 1 (Fan)Mohsen HassanNo ratings yet
- NOISE ANALYSISDocument16 pagesNOISE ANALYSISDiana Rose TapelNo ratings yet
- 09 Exp 11 Buffer SolutionsDocument8 pages09 Exp 11 Buffer SolutionsShainmaugne AdvientoNo ratings yet
- Violet Flame Clearing of The Heart ServiceDocument16 pagesViolet Flame Clearing of The Heart ServiceMySecret Gardenmdp82% (11)
- Pak AgingDocument34 pagesPak AgingDavid LopezNo ratings yet
- S2 Papers FinalizedDocument149 pagesS2 Papers FinalizedRaffles HolmesNo ratings yet
- Cattlemans Steakhouse MenuDocument1 pageCattlemans Steakhouse Menuapi-300741654No ratings yet
- Circuits Review P2Document44 pagesCircuits Review P2José CastilloNo ratings yet
- Spesifikasi Siemens MRI AERA 1,5 TDocument2 pagesSpesifikasi Siemens MRI AERA 1,5 TDr.gendjutNo ratings yet
- Normal Distribution PortfolioDocument6 pagesNormal Distribution Portfoliosophia harris100% (1)
- NPT Pipe Thread Sizes and TapersDocument1 pageNPT Pipe Thread Sizes and TapersRajesh J BharadwajNo ratings yet
- Postmodern EthicsDocument1 pagePostmodern Ethicsgeorge elerickNo ratings yet
- SPC英文版教材Document83 pagesSPC英文版教材bing cai100% (2)
- When Ceramic Sociology Meets Material SCDocument10 pagesWhen Ceramic Sociology Meets Material SCJosé Renato TeixeiraNo ratings yet
- 14-Friedel Crafts Acylation FerroceneDocument10 pages14-Friedel Crafts Acylation FerroceneNguyen Minh Duc100% (1)
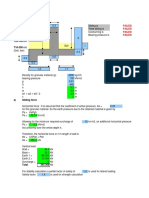
- Sliding, Overturning, Bearing Pressure and Bending Reinforcement Calculations for Retaining WallDocument4 pagesSliding, Overturning, Bearing Pressure and Bending Reinforcement Calculations for Retaining WallAbdul Aziz Julkarnain ZulkifliNo ratings yet
- CHS-WWW - Polsteel. TUBOS METALICOS PDFDocument3 pagesCHS-WWW - Polsteel. TUBOS METALICOS PDFEduardo TorreNo ratings yet
- IGCSE Biology 4325 2H Mark SchemeDocument14 pagesIGCSE Biology 4325 2H Mark SchememuhajireenNo ratings yet
- Gem EscortingDocument7 pagesGem Escortingsuman sutharNo ratings yet
- HydrotherapyDocument52 pagesHydrotherapyMpt Sports100% (1)
- Liebert AC4 Controller ManualDocument88 pagesLiebert AC4 Controller ManualGreg WilliamsNo ratings yet
- 4 Floral ClockDocument4 pages4 Floral ClockmiguelibasterNo ratings yet
- Sampling and Field Testing at Wastewater Treatment FacilitiesDocument11 pagesSampling and Field Testing at Wastewater Treatment FacilitiesSundarapandiyan SundaramoorthyNo ratings yet
- Communications in Algebra: On The U-Invariant of P-Adic Function FieldsDocument9 pagesCommunications in Algebra: On The U-Invariant of P-Adic Function FieldsKarim ZahidiNo ratings yet