You might also like
- Ijser: Handmade Paper From Banana StemDocument6 pagesIjser: Handmade Paper From Banana StemHari SarmaNo ratings yet
- JETIR1804332Document4 pagesJETIR1804332MAYANK SHARMANo ratings yet
- 14 1Document5 pages14 1Mark Bryan ToribioNo ratings yet
- Paper Production From Banana Stem PDFDocument5 pagesPaper Production From Banana Stem PDFJames Laurence Raviz67% (3)
- Environmental Friendly Approach in PaperDocument5 pagesEnvironmental Friendly Approach in Papershs-cb-22-0298No ratings yet
- The Effeciency of Using Musa PseudostemDocument2 pagesThe Effeciency of Using Musa PseudostemJayson TejadaNo ratings yet
- Synthesis and Characterization of Eucalyptus Pulp by Kraft Process For Paper SheetDocument12 pagesSynthesis and Characterization of Eucalyptus Pulp by Kraft Process For Paper SheetNausheen JaffurNo ratings yet
- Paper IndustryDocument16 pagesPaper IndustryManoj SrivastavaNo ratings yet
- Feasibility Biomass Fuel Briquettes From Banana Plant WasteDocument21 pagesFeasibility Biomass Fuel Briquettes From Banana Plant WasteTuan Pham100% (1)
- Raw 1Document5 pagesRaw 1RONALD DECK YAMINo ratings yet
- Production of Pulp 6 PDFDocument17 pagesProduction of Pulp 6 PDFMahalakshmi H MNo ratings yet
- The Potential of Oil Palm Leaf Fibre in Paper-MakiDocument8 pagesThe Potential of Oil Palm Leaf Fibre in Paper-MakihardcobrabalayoNo ratings yet
- Greaseproof Paper From Banana (Musa Paradisica L.) Pulp FibreDocument5 pagesGreaseproof Paper From Banana (Musa Paradisica L.) Pulp Fibremuthamil05No ratings yet
- Background of The StudyyyDocument9 pagesBackground of The StudyyyRona RemolanoNo ratings yet
- Paper Vending MachineDocument67 pagesPaper Vending MachineLawrenze Morales78% (9)
- ResearchDocument9 pagesResearchTalia PangilinanNo ratings yet
- Chemical Waste ManagementDocument10 pagesChemical Waste Managementdarshan baskarNo ratings yet
- Life Cycle Impact Assessment (LCIA) of Paper Making Process in IranDocument11 pagesLife Cycle Impact Assessment (LCIA) of Paper Making Process in IranRafael FerolaNo ratings yet
- CapstoneDocument7 pagesCapstoneJefferson Claude Cornejo OpagueNo ratings yet
- Eco-Friendly Handmade Paper Making: Shri AMM Murugappa Chettiar Research CentreDocument0 pagesEco-Friendly Handmade Paper Making: Shri AMM Murugappa Chettiar Research CentreAnand RasNo ratings yet
- Production of Pulp 6Document17 pagesProduction of Pulp 6Fábio CalliariNo ratings yet
- Paper Recycling Process: This Report Is Submitted byDocument14 pagesPaper Recycling Process: This Report Is Submitted bySatyaNo ratings yet
- X 029171189Document19 pagesX 029171189AJER JOURNALNo ratings yet
- Synopsis Diploma in Mechanical Engineering: 1) Name of The StudentDocument8 pagesSynopsis Diploma in Mechanical Engineering: 1) Name of The StudentRushikesh PatilNo ratings yet
- Analysis by Pineapple Leaf in Chemical Pulping ProcessDocument5 pagesAnalysis by Pineapple Leaf in Chemical Pulping Processjitendra kumarNo ratings yet
- Pulp and Paper IndustriesDocument67 pagesPulp and Paper IndustriesJoy Moriles0% (1)
- Products Utilization From BananaDocument37 pagesProducts Utilization From BananaShauQi Lutfi100% (1)
- Report Creativity & InnovationDocument29 pagesReport Creativity & InnovationHusnina FakhiraNo ratings yet
- Paper Making Process in Paper IndustryDocument18 pagesPaper Making Process in Paper IndustryAle Khya S100% (1)
- Chapter 2Document2 pagesChapter 2Pia Hapal FuraqueNo ratings yet
- Utilization of Banana Musa Paradisiaca PDocument11 pagesUtilization of Banana Musa Paradisiaca PAmna liaquatNo ratings yet
- RSEARCH 1 1rone May 2 1 1Document43 pagesRSEARCH 1 1rone May 2 1 1venjoe.hubieraNo ratings yet
- Pulping and Paper Properties of Palmyra Palm Fruit FibersDocument5 pagesPulping and Paper Properties of Palmyra Palm Fruit Fibersjitendra kumarNo ratings yet
- Chemistry Project Process of Paper Making: Mohamed Ikshanullah.R Xii BDocument12 pagesChemistry Project Process of Paper Making: Mohamed Ikshanullah.R Xii BKishore BabuNo ratings yet
- Local Media5946932862450500179Document4 pagesLocal Media5946932862450500179Einjhel RamosNo ratings yet
- 1 s2.0 S2238785414001185 MainDocument8 pages1 s2.0 S2238785414001185 MainClinton John Evangelista JuadiongNo ratings yet
- Pulp and Paper: History and Developments Production and Consumption Manufacturing Processes Quality MeasurementsDocument29 pagesPulp and Paper: History and Developments Production and Consumption Manufacturing Processes Quality MeasurementsMilićević Slobodan100% (1)
- Abdullah 2021Document8 pagesAbdullah 2021Lily Marcela PalaciosNo ratings yet
- PROCEDUREDocument5 pagesPROCEDUREMarieNo ratings yet
- Paper and PulpDocument76 pagesPaper and PulpDynamo GamingNo ratings yet
- 2 18kp2chelch2 2021012801374329Document37 pages2 18kp2chelch2 2021012801374329karthick RamadossNo ratings yet
- A Comparison Between Highly Depithed and Conventionally Depithed Bagasse PulpDocument7 pagesA Comparison Between Highly Depithed and Conventionally Depithed Bagasse PulpAlphonse SambranoNo ratings yet
- TOPIC 15 Paper (Note)Document7 pagesTOPIC 15 Paper (Note)Kaynine KikoNo ratings yet
- Paper FinalDocument6 pagesPaper FinalSusmita SharmaNo ratings yet
- Desain Eksperimental Faktorial Untuk Penentuan Faktor Paling Berpengaruh Pada Proses Pulping Organosolv Berbahan Baku Limbah Daun NanasDocument5 pagesDesain Eksperimental Faktorial Untuk Penentuan Faktor Paling Berpengaruh Pada Proses Pulping Organosolv Berbahan Baku Limbah Daun NanasdianNo ratings yet
- Chem PresentationDocument18 pagesChem PresentationBhim GyawaliNo ratings yet
- Pulp and Paper ProductionDocument17 pagesPulp and Paper ProductionJohn Eduard BernabeNo ratings yet
- Development of Natural Bio-Plantation Waste As Pulp For Paper MakingDocument6 pagesDevelopment of Natural Bio-Plantation Waste As Pulp For Paper MakingIngrid ContrerasNo ratings yet
- Research Plan Group 4.docx.nDocument11 pagesResearch Plan Group 4.docx.nsatomiNo ratings yet
- 21IJEAB FEB 2018 2 DevelopmentofBiodegradable1Document6 pages21IJEAB FEB 2018 2 DevelopmentofBiodegradable1Russel Myles SalcedoNo ratings yet
- Thesis PresentationDocument29 pagesThesis Presentationsinatra DNo ratings yet
- Production and Characterization of Paper From Pineapple Leaves and Sugarcane Bagasse PulpPaper2019Journal of Physics Conference SeriesDocument7 pagesProduction and Characterization of Paper From Pineapple Leaves and Sugarcane Bagasse PulpPaper2019Journal of Physics Conference SeriesRaul Espinoza TincopaNo ratings yet
- Ijpbs 5b29a72987027Document8 pagesIjpbs 5b29a72987027Rich Emmanuel GonzalesNo ratings yet
- Groundnut 5Document6 pagesGroundnut 5Pranil KarangaleNo ratings yet
- Plant Design Ii Group 5Document10 pagesPlant Design Ii Group 5Eminent BookyNo ratings yet
- Paper and Pulp Industry ImpactsDocument13 pagesPaper and Pulp Industry ImpactsAlmgedi AlmgediNo ratings yet
- Isogol TimothyDocument11 pagesIsogol TimothyFREDRICK MUSAWONo ratings yet
- Sample Sip 3Document8 pagesSample Sip 3pastranajohncamilo10No ratings yet
- Composting Process: Organic Manures through Eco-Friendly Waste Management PracticesFrom EverandComposting Process: Organic Manures through Eco-Friendly Waste Management PracticesNo ratings yet
- Problem Set No. 2Document4 pagesProblem Set No. 2Jewel Galvez OctavianoNo ratings yet
- Problem Set No. 1Document6 pagesProblem Set No. 1Jewel Galvez OctavianoNo ratings yet
- Management 3-4-1Document9 pagesManagement 3-4-1Jewel Galvez OctavianoNo ratings yet
- Numerical SolutionsDocument9 pagesNumerical SolutionsJewel Galvez OctavianoNo ratings yet
- Octaviano JewelG Chapters-1-2 Mgt311Document9 pagesOctaviano JewelG Chapters-1-2 Mgt311Jewel Galvez OctavianoNo ratings yet
- CHAPTER 1 MODULE For Students - Numerical SolutionsDocument10 pagesCHAPTER 1 MODULE For Students - Numerical SolutionsJewel Galvez OctavianoNo ratings yet
- Management 1-2-1Document8 pagesManagement 1-2-1Jewel Galvez OctavianoNo ratings yet
- Jul - Activity 2 CFLMDocument3 pagesJul - Activity 2 CFLMJewel Galvez OctavianoNo ratings yet
- Interactive PowerpointDocument61 pagesInteractive PowerpointJewel Galvez OctavianoNo ratings yet
- Mind Body ProblemDocument2 pagesMind Body ProblemJewel Galvez OctavianoNo ratings yet
- Diocesan Youth Ministry: Diocese of Romblon Villa Del Mar, Suwa, Lonos, Romblon, Romblon 5500, PhilippinesDocument4 pagesDiocesan Youth Ministry: Diocese of Romblon Villa Del Mar, Suwa, Lonos, Romblon, Romblon 5500, PhilippinesJewel Galvez OctavianoNo ratings yet
- MODULE 5 TBCHEM StudentsDocument5 pagesMODULE 5 TBCHEM StudentsPearly Ann R. EgeNo ratings yet
- DOLOMITEDocument15 pagesDOLOMITEsantoshNo ratings yet
- Flexible Cord Connectors-Strain ReliefDocument15 pagesFlexible Cord Connectors-Strain ReliefAnonymous AsIbqUNo ratings yet
- Class 11 Annual ExamDocument9 pagesClass 11 Annual ExamAshraf KhanNo ratings yet
- Activity - Candy ChromatographyDocument8 pagesActivity - Candy ChromatographyAlbin VinodNo ratings yet
- Q1summativetest#4 1Document2 pagesQ1summativetest#4 1Mia Guanzon ArturoNo ratings yet
- 3D Printer Filament Comparison - MatterHackers PDFDocument65 pages3D Printer Filament Comparison - MatterHackers PDFAnand Nagarajan100% (1)
- Internship Report MDPE by Ahishek-UnlockedDocument45 pagesInternship Report MDPE by Ahishek-UnlockedkuldeepNo ratings yet
- Union Simple Cobre So EpcDocument1 pageUnion Simple Cobre So EpcAngel Rojas FrancoNo ratings yet
- MSDS of HCLDocument10 pagesMSDS of HCLNadhiya Ghaida UtamiNo ratings yet
- New Casting Process - The EPGS Process The Science and Tech of Casting Production Mar 08 WebDocument5 pagesNew Casting Process - The EPGS Process The Science and Tech of Casting Production Mar 08 WebKRISHNA KANT GUPTANo ratings yet
- Cavite Form Modules Inc.: The JJM Wall SystemDocument2 pagesCavite Form Modules Inc.: The JJM Wall SystemJoseph Valencia0% (1)
- DIY Sauna GuideDocument8 pagesDIY Sauna GuideDEAN DEGENNo ratings yet
- Crumb Rubber Modified Bitumen A ProjectDocument52 pagesCrumb Rubber Modified Bitumen A ProjectAthira RaghavanNo ratings yet
- Aluminium Chequer Plate - Installation InstructionsDocument2 pagesAluminium Chequer Plate - Installation InstructionsSyed AliNo ratings yet
- WWW - Substech.com Dokuwiki Doku - PHP Id Estimations of ComDocument4 pagesWWW - Substech.com Dokuwiki Doku - PHP Id Estimations of Comrahul srivastavaNo ratings yet
- Mechanical Properties of Fly Ash Based Geopolymer Concrete With Addition of GgbsDocument6 pagesMechanical Properties of Fly Ash Based Geopolymer Concrete With Addition of GgbskarskotNo ratings yet
- Daman: Manufacturing CoatingDocument7 pagesDaman: Manufacturing CoatingPramod SingareNo ratings yet
- Flexible Connectors GuidelinesDocument1 pageFlexible Connectors GuidelinesAleksei ChernozhukovNo ratings yet
- Mud TestingDocument35 pagesMud TestingHarits Pamitran100% (1)
- CHM421 Exp5Document4 pagesCHM421 Exp5Anis NasuhaNo ratings yet
- Steel TableDocument9 pagesSteel TableYashwant PatilNo ratings yet
- Uses and Applications of Cast Aluminium AlloysDocument6 pagesUses and Applications of Cast Aluminium AlloysrahulNo ratings yet
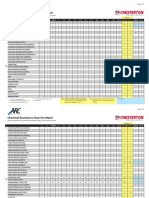
- ARC Chemical Resistance Chart Metal CoatingsDocument8 pagesARC Chemical Resistance Chart Metal CoatingsGunawan BudiNo ratings yet
- Namma Kalvi 12th Chemistry Reduced Syllabus Guide em 219848Document102 pagesNamma Kalvi 12th Chemistry Reduced Syllabus Guide em 219848CHARUMATHE NNo ratings yet
- Search ResultsDocument3 pagesSearch ResultsSanjay MehtaNo ratings yet
- "Retrofitting of Reinforced Concrete Beam Column Joints": Presented by Miss. Mule Disha PradipDocument48 pages"Retrofitting of Reinforced Concrete Beam Column Joints": Presented by Miss. Mule Disha PradipBara' alsayedNo ratings yet
- PERI Plywood Specs - L&TDocument1 pagePERI Plywood Specs - L&TAnupam GhoshNo ratings yet
- t455 - Identification of Wire SideDocument4 pagest455 - Identification of Wire Sidetsvmpm1765No ratings yet
- Introduction 2D CoursM1Nano Bendiab 2024 Enregistre AutomatiquementDocument80 pagesIntroduction 2D CoursM1Nano Bendiab 2024 Enregistre AutomatiquementB ToureNo ratings yet