You might also like
- Production of Pulp 6Document17 pagesProduction of Pulp 6Fábio CalliariNo ratings yet
- Composting Process: Organic Manures through Eco-Friendly Waste Management PracticesFrom EverandComposting Process: Organic Manures through Eco-Friendly Waste Management PracticesNo ratings yet
- Production of Pulp 6 PDFDocument17 pagesProduction of Pulp 6 PDFMahalakshmi H MNo ratings yet
- Eco-Friendly Handmade Paper GuideDocument0 pagesEco-Friendly Handmade Paper GuideAnand RasNo ratings yet
- Banana Fibre Musa Sapientum A Suitable Raw Material For Handmade Paper Industry Via Enzymatic Refining IJERTV2IS100417 PDFDocument13 pagesBanana Fibre Musa Sapientum A Suitable Raw Material For Handmade Paper Industry Via Enzymatic Refining IJERTV2IS100417 PDFAxit PatelNo ratings yet
- Ijser: Handmade Paper From Banana StemDocument6 pagesIjser: Handmade Paper From Banana StemHari SarmaNo ratings yet
- Banana StemDocument12 pagesBanana StemJewel Galvez OctavianoNo ratings yet
- X 029171189Document19 pagesX 029171189AJER JOURNALNo ratings yet
- Banana Fiber: Environmental Friendly Fabric: Uraiwan PitimaneeyakulDocument5 pagesBanana Fiber: Environmental Friendly Fabric: Uraiwan Pitimaneeyakularif septaNo ratings yet
- Banana plant paper manufacturing processDocument6 pagesBanana plant paper manufacturing processXhanto FiliaNo ratings yet
- IJERT Investigation Into The MechanicalDocument4 pagesIJERT Investigation Into The Mechanicalmikaela.pagatpatanNo ratings yet
- Energy Conservation Drives For Efficient Extraction and Utilization of Banana FibreDocument15 pagesEnergy Conservation Drives For Efficient Extraction and Utilization of Banana FibregjhesraelNo ratings yet
- Report Creativity & InnovationDocument29 pagesReport Creativity & InnovationHusnina FakhiraNo ratings yet
- Banana Fibre - A Potential Source of Sustainable Textiles: K. Sangamithirai and N. VasugiDocument4 pagesBanana Fibre - A Potential Source of Sustainable Textiles: K. Sangamithirai and N. VasugiShailendra RajanNo ratings yet
- Banana Fiber Environmental Friendly Fabric A Way To Health and WealthDocument15 pagesBanana Fiber Environmental Friendly Fabric A Way To Health and WealthIJRASETPublicationsNo ratings yet
- Epp 100078 2019123115244206166Document9 pagesEpp 100078 2019123115244206166nurizzaatiNo ratings yet
- To Explore The Potential Use of Agricultural ResiduesDocument18 pagesTo Explore The Potential Use of Agricultural ResidueskkkkkkkNo ratings yet
- Environmental Friendly Approach in PaperDocument5 pagesEnvironmental Friendly Approach in Papershs-cb-22-0298No ratings yet
- Home Science Vol 5 - A 906 910 Full PaperDocument5 pagesHome Science Vol 5 - A 906 910 Full Papern ramanNo ratings yet
- Drying of Banana Pseudo-Stem Fibers: Evaluation of Kinetic Models, Effective Diffusivity, Thermodynamic Properties, and Structural CharacterizationDocument3 pagesDrying of Banana Pseudo-Stem Fibers: Evaluation of Kinetic Models, Effective Diffusivity, Thermodynamic Properties, and Structural CharacterizationSaritha SakthivelNo ratings yet
- Synthesis and Characterization of Eucalyptus Pulp by Kraft Process For Paper SheetDocument12 pagesSynthesis and Characterization of Eucalyptus Pulp by Kraft Process For Paper SheetNausheen JaffurNo ratings yet
- Ojsadmin, Art-8Document4 pagesOjsadmin, Art-8mikaela.pagatpatanNo ratings yet
- Background of The StudyyyDocument9 pagesBackground of The StudyyyRona RemolanoNo ratings yet
- ResearchDocument9 pagesResearchTalia PangilinanNo ratings yet
- The Effectiveness of Banana in Making Paper Bag CHAPTER IIDocument4 pagesThe Effectiveness of Banana in Making Paper Bag CHAPTER IIrazelfaith tois bautistaNo ratings yet
- Unconventional Fibre PlantsDocument18 pagesUnconventional Fibre PlantsRajendra Singh MeenaNo ratings yet
- Fabrication of Strawboard by A Sustainable Approach Using Agricultural Waste BiomassDocument11 pagesFabrication of Strawboard by A Sustainable Approach Using Agricultural Waste Biomassjitendra kumarNo ratings yet
- Raw 1Document5 pagesRaw 1RONALD DECK YAMINo ratings yet
- Philippines Paper Recycling StudyDocument40 pagesPhilippines Paper Recycling StudyMora Joram89% (9)
- Paper Vending MachineDocument67 pagesPaper Vending MachineLawrenze Morales78% (9)
- Manuscript FinalDocument34 pagesManuscript FinalNoven DawangNo ratings yet
- Coir - Traditionally Used Fibres For New Construction ApplicationsDocument6 pagesCoir - Traditionally Used Fibres For New Construction ApplicationsdivakarNo ratings yet
- UTILIZATION OF COGON GRASS Â - IMPERATA CYLINDRICA PAPYRUSâ - FOR SPECIALTY BOARD PAPERDocument28 pagesUTILIZATION OF COGON GRASS Â - IMPERATA CYLINDRICA PAPYRUSâ - FOR SPECIALTY BOARD PAPERJeska GayanesNo ratings yet
- Tobechecked Imradc 7 3Document40 pagesTobechecked Imradc 7 3ANCOG, JOSHUA LOWEL A.No ratings yet
- Rescap R1Document9 pagesRescap R1SofiáNo ratings yet
- 1 PB PDFDocument11 pages1 PB PDFjared fernandezNo ratings yet
- The World'S Leading Publisher of Built by Scientists, For Scientists Open Access Books We Are IntechopenDocument20 pagesThe World'S Leading Publisher of Built by Scientists, For Scientists Open Access Books We Are IntechopenRifqi AkhdanNo ratings yet
- Paper Production From Banana Stem PDFDocument5 pagesPaper Production From Banana Stem PDFJames Laurence Raviz67% (3)
- Feasibility Biomass Fuel Briquettes From Banana Plant WasteDocument21 pagesFeasibility Biomass Fuel Briquettes From Banana Plant WasteTuan Pham100% (1)
- Paper and PulpDocument76 pagesPaper and PulpDynamo GamingNo ratings yet
- RSEARCH 1 1rone May 2 1 1Document43 pagesRSEARCH 1 1rone May 2 1 1venjoe.hubieraNo ratings yet
- 9 PDFDocument9 pages9 PDFMaret Enggar PrasetyaNo ratings yet
- Banana Fiber Processing Project ProfileDocument6 pagesBanana Fiber Processing Project ProfilePrabhu Hari KNo ratings yet
- Benue State. 2&3. Department of Forestry and Wildlife Management, University of Agriculture Abeokuta, Ogun StateDocument15 pagesBenue State. 2&3. Department of Forestry and Wildlife Management, University of Agriculture Abeokuta, Ogun StateElias RizkNo ratings yet
- Production and Characterization of Particle Boards From Common Agro Wastes in NigeriaDocument6 pagesProduction and Characterization of Particle Boards From Common Agro Wastes in NigeriaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 04 Banana FiberDocument8 pages04 Banana FiberfaithjudithmalabayabasNo ratings yet
- Abdullah 2021Document8 pagesAbdullah 2021Lily Marcela PalaciosNo ratings yet
- Banana Fiber: A Review: Neenu Poonia, Nisha Arya, and PoojaDocument1 pageBanana Fiber: A Review: Neenu Poonia, Nisha Arya, and PoojaWeimar ManiosNo ratings yet
- 13-Agb-Dr S K DeyDocument9 pages13-Agb-Dr S K DeyNurr Hayaatii YahyaNo ratings yet
- Cassava Peel Extract As Raw Materials For Making PDocument9 pagesCassava Peel Extract As Raw Materials For Making PKelvin BernardinoNo ratings yet
- BANANA FIBREDocument18 pagesBANANA FIBRERaghaNo ratings yet
- Products Utilization From BananaDocument37 pagesProducts Utilization From BananaShauQi Lutfi100% (1)
- 6825 29541 1 PBDocument7 pages6825 29541 1 PBNKNo ratings yet
- 06180405202.sample DPR - Banana Fibre Extraction and WeavingDocument12 pages06180405202.sample DPR - Banana Fibre Extraction and WeavingSuneelNo ratings yet
- Rice Straw 4Document8 pagesRice Straw 4Shara May LaruyaNo ratings yet
- Hossen 2020Document7 pagesHossen 2020Wayan ArnataNo ratings yet
- Greaseproof Paper From Banana (Musa Paradisica L.) Pulp FibreDocument5 pagesGreaseproof Paper From Banana (Musa Paradisica L.) Pulp Fibremuthamil05No ratings yet
- Pulp and Paper Production: A Review: A.N. Afiqah, S.M. Sapuan, R.A. IlyasDocument4 pagesPulp and Paper Production: A Review: A.N. Afiqah, S.M. Sapuan, R.A. IlyasAhmad Ilyas RushdanNo ratings yet
- EN643Document28 pagesEN643Taufiq AchmaNo ratings yet
- Digital Media SyllabusDocument7 pagesDigital Media SyllabusDájanique LeonardNo ratings yet
- Contemporary Arts (ST7)Document7 pagesContemporary Arts (ST7)Arianne Jae TadinaNo ratings yet
- Banana ResearchDocument51 pagesBanana ResearchHanzLouelLazaroFlorendoNo ratings yet
- Papermaking 2017Document7 pagesPapermaking 2017quizizz section4No ratings yet
- CV Series Technical Manual - All - Rev1.0Document104 pagesCV Series Technical Manual - All - Rev1.0james cabrezos100% (1)
- Paperless SocietyDocument20 pagesPaperless Societyanantha krishnanNo ratings yet
- Baggy Paper WebDocument59 pagesBaggy Paper WebLuận NgôNo ratings yet
- Indian Paper Industry AnalysisDocument91 pagesIndian Paper Industry AnalysisSanket Patel100% (1)
- Pulp and PaperDocument28 pagesPulp and PaperJoe Je Lin100% (1)
- IPPTA 53 V X Rapid Displacement HeatingDocument6 pagesIPPTA 53 V X Rapid Displacement HeatingShivani SinghNo ratings yet
- Iec 62874Document52 pagesIec 62874namsaigon316No ratings yet
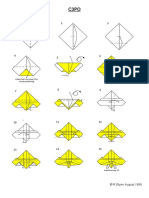
- Origami C3poDocument2 pagesOrigami C3pomohamedNo ratings yet
- Jumping Origami FrogDocument8 pagesJumping Origami Frogpcorpora409No ratings yet
- N.prakash A Study On Brand Identity of Gray Grain Polymer Rubber Industry at MaduraiDocument63 pagesN.prakash A Study On Brand Identity of Gray Grain Polymer Rubber Industry at Maduraik eswariNo ratings yet
- Eco-friendly plastic wrap and food packaging suppliesDocument6 pagesEco-friendly plastic wrap and food packaging suppliesmd noviariniNo ratings yet
- Energy Efficiency Improvement Cost Saving OpportunitiesDocument176 pagesEnergy Efficiency Improvement Cost Saving OpportunitiesDesiyantri Siti PinundiNo ratings yet
- Detailed Lesson Plan on Recycling Waste Materials for Grade 6 StudentsDocument10 pagesDetailed Lesson Plan on Recycling Waste Materials for Grade 6 StudentsRamcel VerasNo ratings yet
- Shashank Eumind ProjectDocument3 pagesShashank Eumind Projectapi-536196914No ratings yet
- Ieltsfever Academic Reading Practice Test 5 PDFDocument11 pagesIeltsfever Academic Reading Practice Test 5 PDFNaveen Narwal Naruson100% (1)
- Split Spherical Roller Bearings in Fans: Examples of Application Engineering WL 22 503 EADocument2 pagesSplit Spherical Roller Bearings in Fans: Examples of Application Engineering WL 22 503 EAMauro Portugal LagardaNo ratings yet
- Module 1 Chemical Aspect of Chemical ExaminationDocument4 pagesModule 1 Chemical Aspect of Chemical ExaminationGerald Pedrera HinayonNo ratings yet
- Product Information Sheet: Amibond Ds 947 Dry Strength ResinDocument1 pageProduct Information Sheet: Amibond Ds 947 Dry Strength ResinAdriel Kurniawan100% (1)
- Silicone Coatings Offer New Opportunities For Food Contact Paper PerformanceDocument4 pagesSilicone Coatings Offer New Opportunities For Food Contact Paper PerformanceTarik ConceptNo ratings yet
- Metal Gear Solid SnakeDocument4 pagesMetal Gear Solid SnakeJose Do Nascimento100% (1)
- 1 SepDocument14 pages1 SepTiara NoorNo ratings yet
- Daring - 11138868soal PTS 4 Bahasa Inggris Kelas XI WAJIB 2022Document19 pagesDaring - 11138868soal PTS 4 Bahasa Inggris Kelas XI WAJIB 2022Farhan Bintang SetiawanNo ratings yet
- 5030 Full SpecificationsDocument11 pages5030 Full SpecificationskannanNo ratings yet
- Performance Appraisal HR ProjectDocument92 pagesPerformance Appraisal HR Projectu4090230% (1)
- NIC Codes 2008Document193 pagesNIC Codes 2008Pranav Kale67% (3)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- Pharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryFrom EverandPharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryOtilia M. Y. KooNo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)