You might also like
- Quantum Energy Generator (QEG) - REVISED Manual Edition (March 2015)Document75 pagesQuantum Energy Generator (QEG) - REVISED Manual Edition (March 2015)FreeEnergyWorld100% (2)
- TM 11-5820-498-34P - Radio - Sets - AN - VRC-53 - 64 - 125 - 160 - 1976 PDFDocument42 pagesTM 11-5820-498-34P - Radio - Sets - AN - VRC-53 - 64 - 125 - 160 - 1976 PDFWurzel1946No ratings yet
- IPTC-17255-MS RasGas Experience With Production Optimisation System, A Success Story PDFDocument11 pagesIPTC-17255-MS RasGas Experience With Production Optimisation System, A Success Story PDFDenis GontarevNo ratings yet
- Chemical Engineering Magazine Abril 2009 PDFDocument108 pagesChemical Engineering Magazine Abril 2009 PDFFélix Vargas Santillán100% (1)
- Pro II Tutorial - Rev 9Document15 pagesPro II Tutorial - Rev 9Manikandan SubramanianNo ratings yet
- Select NGL Recovery and Optimization Technologies Using Simulation and AlgorithmDocument8 pagesSelect NGL Recovery and Optimization Technologies Using Simulation and AlgorithmNoirchevalNo ratings yet
- Spe - 57313 Gas Lift Optimization Efforts and ChallengesDocument9 pagesSpe - 57313 Gas Lift Optimization Efforts and ChallengesAldo EstebanNo ratings yet
- A Practical Guide To Compressor Technology Ch04Document9 pagesA Practical Guide To Compressor Technology Ch04petroelgrandeNo ratings yet
- Hot Gas ExpanderDocument2 pagesHot Gas ExpanderMary GomezNo ratings yet
- QA For Butt FusionDocument9 pagesQA For Butt Fusionjimbox88No ratings yet
- Coker UnitDocument15 pagesCoker UnitAhmed YousryNo ratings yet
- GPA08 PaperDocument9 pagesGPA08 PaperhicherkNo ratings yet
- Advance Process ControlDocument11 pagesAdvance Process Control김형진No ratings yet
- Control and Optimisation of A Multiple Effect Evaporator PDFDocument6 pagesControl and Optimisation of A Multiple Effect Evaporator PDFFanilo RazafindralamboNo ratings yet
- Design Guidelines Pro II Rev inDocument8 pagesDesign Guidelines Pro II Rev inNareshNo ratings yet
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- The Next Generation of Steam Plant Controls WP Gfa817Document6 pagesThe Next Generation of Steam Plant Controls WP Gfa817techdocuNo ratings yet
- Hydroprocessing DepropanizerDocument12 pagesHydroprocessing DepropanizerSathish KumarNo ratings yet
- Maintenance Optimization: Plant Reliability and PerformanceDocument3 pagesMaintenance Optimization: Plant Reliability and PerformanceasusthailandNo ratings yet
- Challenges and Problems With Advanced Control and Optimization TechnologiesDocument8 pagesChallenges and Problems With Advanced Control and Optimization TechnologiesAakashNo ratings yet
- Gasification Process ModelingDocument6 pagesGasification Process ModelingRebeca Santamaria MedelNo ratings yet
- Id - 68 - D-RtoDocument5 pagesId - 68 - D-RtoNarongritSutiyapornNo ratings yet
- Technological Development - Health Monitoring - Maximizing Efficiency - Advance Communication System - Regulatory and Environmental IssuesDocument37 pagesTechnological Development - Health Monitoring - Maximizing Efficiency - Advance Communication System - Regulatory and Environmental IssuesAnonymous pKsr5vNo ratings yet
- 4 Use and ExperienceDocument20 pages4 Use and ExperienceJaria SohailNo ratings yet
- Bioler House OptimizationDocument6 pagesBioler House OptimizationChetan JhaNo ratings yet
- Knowledge in Control: Is It Possible To Control Critical Machinery With Technology Alone?Document3 pagesKnowledge in Control: Is It Possible To Control Critical Machinery With Technology Alone?VanBa MrNguyenNo ratings yet
- Cement Plant Simulation and Dynamic Data PDFDocument8 pagesCement Plant Simulation and Dynamic Data PDFUsman HamidNo ratings yet
- STS The Expanding Role of N2 in Mitigating Sprinkler Pipe Corrosion Final PDFDocument8 pagesSTS The Expanding Role of N2 in Mitigating Sprinkler Pipe Corrosion Final PDFDouglas BlacketNo ratings yet
- CCC White Paper - Knowledge in Control - Sep - 2014Document4 pagesCCC White Paper - Knowledge in Control - Sep - 2014Pedro MunizNo ratings yet
- Partially Supported by CNPQDocument6 pagesPartially Supported by CNPQAnonymous WkbmWCa8MNo ratings yet
- Yatih Nupur and Versha DeshmukhDocument10 pagesYatih Nupur and Versha DeshmukhMaruf uddinNo ratings yet
- Chapter 5 EvaluationDocument4 pagesChapter 5 Evaluationmusmanghani_1070No ratings yet
- CT&F Ciencia, Tecnología y Futuro 0122-5383: IssnDocument17 pagesCT&F Ciencia, Tecnología y Futuro 0122-5383: IssnDavid ToyoNo ratings yet
- Achieving Higher Power Plant Performance: GenerationDocument4 pagesAchieving Higher Power Plant Performance: GenerationmanahujaNo ratings yet
- Application of Roms To Aeroengines Health Monitoring: April 2019Document20 pagesApplication of Roms To Aeroengines Health Monitoring: April 2019tadele10No ratings yet
- Case Study Alternatives CCDocument10 pagesCase Study Alternatives CCEvertVeNo ratings yet
- Successful Installation of The First Dual Concentric Completion System On 9 5 8inch Casing ESP ESP Type in ColombiaDocument18 pagesSuccessful Installation of The First Dual Concentric Completion System On 9 5 8inch Casing ESP ESP Type in ColombiaAbe RmNo ratings yet
- C.R. Siqueira - 3d Transient Simulation of An Intake Manifold CFD - SAE 2006-01-2633Document7 pagesC.R. Siqueira - 3d Transient Simulation of An Intake Manifold CFD - SAE 2006-01-2633Thomas MouraNo ratings yet
- PTQ - Optimization of Ethylene PlantsDocument3 pagesPTQ - Optimization of Ethylene PlantsmhdsolehNo ratings yet
- 2.4.14.2 Final Report HIPARMSDocument9 pages2.4.14.2 Final Report HIPARMSVaibhav KaliaNo ratings yet
- Gas Turbine Control System ThesisDocument6 pagesGas Turbine Control System Thesisafcnenabv100% (2)
- Process Technology in The Petroleum Refining Industry Current Situation and Future TrendsDocument3 pagesProcess Technology in The Petroleum Refining Industry Current Situation and Future TrendsBahar MeschiNo ratings yet
- Process Optimization-Tiew (IGL Services SDN BHD.)Document9 pagesProcess Optimization-Tiew (IGL Services SDN BHD.)cristianNo ratings yet
- 69Document2 pages69Kenny RuizNo ratings yet
- Boiler-Turbine Control System Design Using A Genetic AlgorithmDocument9 pagesBoiler-Turbine Control System Design Using A Genetic AlgorithmMekonnen ShewaregaNo ratings yet
- ConclusionDocument3 pagesConclusionfai100% (2)
- Campos 2017Document10 pagesCampos 2017AanNo ratings yet
- Integrated Performance and Condition Monitoring At: DupontDocument16 pagesIntegrated Performance and Condition Monitoring At: Dupontrashm006ranjanNo ratings yet
- Drying Software ArticleDocument12 pagesDrying Software ArticleIonut VelescuNo ratings yet
- Thermocompressor Efficiency & PerformanceDocument4 pagesThermocompressor Efficiency & PerformancerifqizafrilNo ratings yet
- W GC Final 00520Document12 pagesW GC Final 00520Lucas BrownNo ratings yet
- Why Cement Producers Need To Embrace Industry 4.0Document8 pagesWhy Cement Producers Need To Embrace Industry 4.0IriantoNo ratings yet
- Cutting Costs: in Pump and Pipe SizingDocument4 pagesCutting Costs: in Pump and Pipe Sizingpca97No ratings yet
- 1637146138aa21 Energy Optimization Through A Metso Outotec Process Control Optimizer in Fluid Bed Alumina Calciner at Cba pdf1637146138Document11 pages1637146138aa21 Energy Optimization Through A Metso Outotec Process Control Optimizer in Fluid Bed Alumina Calciner at Cba pdf1637146138Senthilkumar PragasamNo ratings yet
- Modern Management of Artificial Lift Wells: A.L. PodioDocument11 pagesModern Management of Artificial Lift Wells: A.L. Podiojaccucv2150No ratings yet
- Biomas TurbineDocument27 pagesBiomas TurbineMartin mtawaliNo ratings yet
- Conduct Perf Test - Power MagDocument6 pagesConduct Perf Test - Power Mag1amonet2No ratings yet
- Aiche-21-009Stabilizes Ammonia OperationsDocument5 pagesAiche-21-009Stabilizes Ammonia OperationsHsein WangNo ratings yet
- Replacing TurboexpandersDocument2 pagesReplacing TurboexpandersDevon GuerreroNo ratings yet
- 1999-01-0266 Technology For Future Air Intake SystemsDocument11 pages1999-01-0266 Technology For Future Air Intake SystemsJoão SoeiroNo ratings yet
- Literature Review On Gas TurbineDocument6 pagesLiterature Review On Gas Turbinefuhukuheseg2100% (1)
- The Effects of Traffic Structure on Application and Network PerformanceFrom EverandThe Effects of Traffic Structure on Application and Network PerformanceNo ratings yet
- Combustion Basics: Joseph Colannino, P.EDocument20 pagesCombustion Basics: Joseph Colannino, P.ErezaimamNo ratings yet
- Fluid Flow: Wes Bussman, PH.D., Demetris Venizelos, PH.D., and R. Robert HayesDocument29 pagesFluid Flow: Wes Bussman, PH.D., Demetris Venizelos, PH.D., and R. Robert HayesrezaimamNo ratings yet
- CH 8Document21 pagesCH 8rezaimamNo ratings yet
- A Chemical Engineering TimelineDocument24 pagesA Chemical Engineering TimelineZack LeeNo ratings yet
- Simulation of The Pyrolysis Reactions and Coke Deposition in Industrial LPG Cracking FurnaceDocument16 pagesSimulation of The Pyrolysis Reactions and Coke Deposition in Industrial LPG Cracking FurnacerezaimamNo ratings yet
- Appendix C Bibliography and List of Contributors: A-C Compressor Corporation, Appleton, WisconsinDocument5 pagesAppendix C Bibliography and List of Contributors: A-C Compressor Corporation, Appleton, WisconsinYo NoNo ratings yet
- Gas Quenching Single Components: Paul F StrattonDocument6 pagesGas Quenching Single Components: Paul F StrattonrezaimamNo ratings yet
- Section VI.F: Chemical Production ProcessesDocument25 pagesSection VI.F: Chemical Production ProcessesrezaimamNo ratings yet
- Compressor Technology Second Edition Appendix ADocument8 pagesCompressor Technology Second Edition Appendix AYo NoNo ratings yet
- Appendix C Bibliography and List of Contributors: A-C Compressor Corporation, Appleton, WisconsinDocument5 pagesAppendix C Bibliography and List of Contributors: A-C Compressor Corporation, Appleton, WisconsinYo NoNo ratings yet
- Introduction To Remote-sensing-Environmental MonitoringDocument15 pagesIntroduction To Remote-sensing-Environmental MonitoringAmirul HanifNo ratings yet
- Overview of Voltage Sag MitigationDocument7 pagesOverview of Voltage Sag MitigationEduardo BerlesiNo ratings yet
- Limpando e Secando o Gerador SR4BDocument19 pagesLimpando e Secando o Gerador SR4Bwagner_guimarães_1No ratings yet
- Automatic PD Monitoring For After-Laying Test of Long-Distance 500 KV XLPE Cable LineDocument6 pagesAutomatic PD Monitoring For After-Laying Test of Long-Distance 500 KV XLPE Cable LineAnnisa Fikri SNo ratings yet
- Ac and DC BridgeDocument33 pagesAc and DC BridgeArijit KaranNo ratings yet
- Is 2993 1998 IEC 252 1993 A.C. Motor CapacitorsDocument33 pagesIs 2993 1998 IEC 252 1993 A.C. Motor Capacitorskirandevi1981100% (2)
- Adaptive VAR CompensatorDocument8 pagesAdaptive VAR CompensatorHillary McgowanNo ratings yet
- L3b Buck Converter DesignDocument15 pagesL3b Buck Converter DesignKarthickNo ratings yet
- Experiment #4 - Ece191 - Navata, Genilla, Ubana, AlcantaraDocument5 pagesExperiment #4 - Ece191 - Navata, Genilla, Ubana, AlcantaraGabriel S. UbañaNo ratings yet
- chp5 1Document6 pageschp5 1Harshith GowdaNo ratings yet
- Lab Manual Electric CircuitDocument23 pagesLab Manual Electric CircuitEngr. AbdullahNo ratings yet
- Apcy-P Series: Screw ChillersDocument48 pagesApcy-P Series: Screw ChillersThe Ka1serNo ratings yet
- WT1151 2000 Pressure Transmitter PDFDocument43 pagesWT1151 2000 Pressure Transmitter PDFQuách Ngọc HuyNo ratings yet
- A4988 DatasheetDocument20 pagesA4988 Datasheetun_diletanteNo ratings yet
- SEMINAR REPORT 7sem RUCHIKADocument36 pagesSEMINAR REPORT 7sem RUCHIKAmailforfun540No ratings yet
- Electricity and MagnetismDocument47 pagesElectricity and MagnetismAbdul QuaderNo ratings yet
- Profibus-Dp Option Technical Manual: Models: CIMR-G5, F7, P7, G7 Document Number TM - AFD.12Document68 pagesProfibus-Dp Option Technical Manual: Models: CIMR-G5, F7, P7, G7 Document Number TM - AFD.12Luis Fernando Gomez SalasNo ratings yet
- MV March2018 EsasDocument9 pagesMV March2018 EsasMargo Isay EriveNo ratings yet
- GALI 84 2b-1700506Document5 pagesGALI 84 2b-1700506ashfaqNo ratings yet
- Global Partnership: Measurement and Control SolutionsDocument4 pagesGlobal Partnership: Measurement and Control SolutionsWaldir GavelaNo ratings yet
- модуль драйвера мд280пDocument14 pagesмодуль драйвера мд280пThanhha NguyenNo ratings yet
- SPG 32-1750 / 32-3500 / Surgeflex 32: Operating ManualDocument39 pagesSPG 32-1750 / 32-3500 / Surgeflex 32: Operating ManualHadi TNo ratings yet
- 5kV Digital Insulation Testers Megger Megger: BM11D BM21Document22 pages5kV Digital Insulation Testers Megger Megger: BM11D BM21AbduBuserNo ratings yet
- Instruments NotesDocument116 pagesInstruments Notesprithvih40% (1)
- SPM Physics Trial SBP 2010 March - Marking SchemeDocument14 pagesSPM Physics Trial SBP 2010 March - Marking SchemeYudhisthiraNo ratings yet
- Visualization and Animation of Transformer, Electrical Machines and Electrical Drives Working PrinciplesDocument4 pagesVisualization and Animation of Transformer, Electrical Machines and Electrical Drives Working PrinciplesSenad SmakaNo ratings yet
- MSC DISSERTATIONDocument33 pagesMSC DISSERTATIONMushahidNo ratings yet
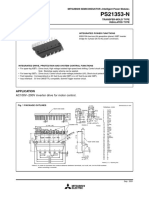
- PS21353-N 2 PDFDocument10 pagesPS21353-N 2 PDFAmjad ShehadaNo ratings yet
- Allen Common Test Pre-Medical-Xii - P-1&2 - 270823Document28 pagesAllen Common Test Pre-Medical-Xii - P-1&2 - 270823pal018488No ratings yet