You might also like
- Idoc - Pub Sae As5202 Port DimensionsDocument3 pagesIdoc - Pub Sae As5202 Port DimensionsrjsnelsonjrNo ratings yet
- Nasm21209 AiaDocument8 pagesNasm21209 Aiastaedtlerp100% (3)
- National Aerospace Standard: Fed. Supply ClassDocument4 pagesNational Aerospace Standard: Fed. Supply ClassGlenn CHOU100% (1)
- National Aerospace Standard: 12 Completely RevisedDocument4 pagesNational Aerospace Standard: 12 Completely RevisedGlenn CHOU75% (4)
- AMS 6415 Steel Bars Forgings and Tubing SAE 4340Document2 pagesAMS 6415 Steel Bars Forgings and Tubing SAE 4340Ivy LiNo ratings yet
- JB Nas76 PDFDocument1 pageJB Nas76 PDFXto PeregrinNo ratings yet
- Sae Ams 5518M-2014Document5 pagesSae Ams 5518M-2014Mehdi Mokhtari100% (1)
- Ams 4985CDocument13 pagesAms 4985CBacksniper100% (1)
- Nas6203-6220 Rev 10 PDFDocument6 pagesNas6203-6220 Rev 10 PDFstaedtlerpNo ratings yet
- Sae Ams QQ A 225 9a 2014Document7 pagesSae Ams QQ A 225 9a 2014Sinan ChenNo ratings yet
- Ams 2404Document9 pagesAms 2404Anonymous T6GllLl0100% (1)
- Ams 2404Document9 pagesAms 2404Anonymous T6GllLl0100% (1)
- Ams 2404Document9 pagesAms 2404Anonymous T6GllLl0100% (1)
- AMS 2759-9-C - Nov 2007Document5 pagesAMS 2759-9-C - Nov 2007gillou3vNo ratings yet
- Monster Manual IIIDocument243 pagesMonster Manual IIIBart RombautNo ratings yet
- Astm B917 - B917M-2009 - 5000Document3 pagesAstm B917 - B917M-2009 - 5000Grayson100% (1)
- 17-7 Material PDFDocument5 pages17-7 Material PDFJothi ManiNo ratings yet
- Ams 2470Document9 pagesAms 2470Anonymous T6GllLl0No ratings yet
- QPL 46010 - 17 Sep 2019Document2 pagesQPL 46010 - 17 Sep 2019liuyx8660% (1)
- Sae Ams 2759-3H-2019Document20 pagesSae Ams 2759-3H-2019Reza NooriNo ratings yet
- AMS-5639 304 - 304L Stainless PDFDocument7 pagesAMS-5639 304 - 304L Stainless PDFJesse KrebsNo ratings yet
- Mil A 21180D PDFDocument25 pagesMil A 21180D PDFb4upalaniNo ratings yet
- National Aerospace Standard: Fed. Supply ClassDocument4 pagesNational Aerospace Standard: Fed. Supply ClassGlenn CHOU100% (1)
- Aerospace Material SpecificationDocument9 pagesAerospace Material Specificationjuan100% (1)
- Ams 4640Document5 pagesAms 4640Himanshu MishraNo ratings yet
- Ams 2471JDocument8 pagesAms 2471JMarco ChiereghinNo ratings yet
- Sae - Ams 2680CDocument18 pagesSae - Ams 2680CSen Sey100% (1)
- Ams 2451 Rev. DDocument9 pagesAms 2451 Rev. DJorge Luis Gonzalez Gonzalez100% (1)
- A 1070 - 16Document8 pagesA 1070 - 16Nguyễn Như ThếNo ratings yet
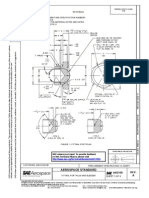
- National Aerospace Standard: Type B /1/ Two Lug Floating Type C /1/ One Lug FloatingDocument4 pagesNational Aerospace Standard: Type B /1/ Two Lug Floating Type C /1/ One Lug FloatingGlenn CHOU100% (1)
- MIL-DTL-5541 Rev F - Part1Document1 pageMIL-DTL-5541 Rev F - Part1David WongNo ratings yet
- AMS2473 Chemical Film Treatment For Aluminum Alloys General Purpose Coating Rev. HDocument6 pagesAMS2473 Chemical Film Treatment For Aluminum Alloys General Purpose Coating Rev. HRubén Eduardo Galindo CarmonaNo ratings yet
- Sae Ams Qq-S-763eDocument23 pagesSae Ams Qq-S-763eEr Mohit RajputNo ratings yet
- AMS4016MDocument5 pagesAMS4016M黄当甲No ratings yet
- Ams 2406N PDFDocument7 pagesAms 2406N PDFAnonymous tIwg2AyNo ratings yet
- Anodized Coatings Spec for Aluminum AlloysDocument20 pagesAnodized Coatings Spec for Aluminum Alloysnoman888No ratings yet
- Ams 4928Document8 pagesAms 4928REKHA100% (3)
- SAE AMS 5548p-2012Document6 pagesSAE AMS 5548p-2012Mehdi MokhtariNo ratings yet
- Sae Ams-H-6875b-2010Document22 pagesSae Ams-H-6875b-2010dmt1905100% (1)
- 15-5 PHDocument2 pages15-5 PHfedaquiNo ratings yet
- AMS 2417 G Plating, Zinc-Nickel AlloyDocument9 pagesAMS 2417 G Plating, Zinc-Nickel AlloyMauroNo ratings yet
- MIL-STD-645B Dip Brazing of Aluminum AlloysDocument16 pagesMIL-STD-645B Dip Brazing of Aluminum AlloysRichard BennardoNo ratings yet
- Ams 2406Document8 pagesAms 2406Anonymous T6GllLl0No ratings yet
- Mil STD 1759Document340 pagesMil STD 1759Topstar2100% (1)
- Aerospace Material Specification: Aluminum Alloy 2024, Plate and SheetDocument8 pagesAerospace Material Specification: Aluminum Alloy 2024, Plate and SheetyouNo ratings yet
- Ams QQ A250 12Document8 pagesAms QQ A250 12aldiNo ratings yet
- As 5169Document5 pagesAs 5169Wuod JipangaNo ratings yet
- AMS 2759 8A Ion NitridingDocument12 pagesAMS 2759 8A Ion NitridingSinan YıldızNo ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- AMS 5355jv005Document11 pagesAMS 5355jv005Anonymous T6GllLl0100% (2)
- AMS 5355jv005Document11 pagesAMS 5355jv005Anonymous T6GllLl0100% (2)
- 1 Sand Casting ProcessDocument50 pages1 Sand Casting ProcessMuhammad Ishaq100% (1)
- Asme Sec Ii C.Document34 pagesAsme Sec Ii C.Diego Calderón AlvaradoNo ratings yet
- SAE AMS4011E Aluminum, Foil and Light Gage Sheet 99.45al (1145-0) AnnealedDocument11 pagesSAE AMS4011E Aluminum, Foil and Light Gage Sheet 99.45al (1145-0) AnnealeddaNo ratings yet
- AMS2477 Conversion Coating For Aluminum Alloys Low Electrical Resistance Coating Rev. ADocument6 pagesAMS2477 Conversion Coating For Aluminum Alloys Low Electrical Resistance Coating Rev. ARubén Eduardo Galindo CarmonaNo ratings yet
- Manufacturing procedure for recommended filler materials and preheat temperaturesDocument5 pagesManufacturing procedure for recommended filler materials and preheat temperaturesMiguel Rodriguez100% (1)
- Post Weld Heat Treatment ProcedureDocument20 pagesPost Weld Heat Treatment Proceduresherviny100% (2)
- B221M 1388261-1Document16 pagesB221M 1388261-1hh774747No ratings yet
- Nasm 21044Document4 pagesNasm 21044karthiprojectsNo ratings yet
- QQ-A-250 - 12F - Aluminum Alloy 7075, Plate and Sheet - StandardDocument7 pagesQQ-A-250 - 12F - Aluminum Alloy 7075, Plate and Sheet - StandardSüleymanNo ratings yet
- Sae Ams 5556H-2008Document8 pagesSae Ams 5556H-2008Mehdi MokhtariNo ratings yet
- Ionic Technologies Aerospace Heat Treatment and Nitriding ServicesDocument3 pagesIonic Technologies Aerospace Heat Treatment and Nitriding ServicesSinan YıldızNo ratings yet
- 7075 Aluminum Plate SuppliersDocument10 pages7075 Aluminum Plate Supplierssanghvi overseas incNo ratings yet
- Everlube 620 CTDSDocument2 pagesEverlube 620 CTDSchristianNo ratings yet
- AMS-2251H Tolerances Low-Alloy Steel BarsDocument7 pagesAMS-2251H Tolerances Low-Alloy Steel BarsSinan ChenNo ratings yet
- Ams 4083MDocument7 pagesAms 4083MivanNo ratings yet
- Aerospace Material Specification: AMS4154 Rev. RDocument6 pagesAerospace Material Specification: AMS4154 Rev. Rmarjan banooNo ratings yet
- Electron Beam Welding Ams 2681 CompressDocument10 pagesElectron Beam Welding Ams 2681 CompresssanthoshNo ratings yet
- Anglo–American Microelectronics Data 1968–69: Manufacturers A–PFrom EverandAnglo–American Microelectronics Data 1968–69: Manufacturers A–PNo ratings yet
- Mil-Std-1907 Notice 4Document1 pageMil-Std-1907 Notice 4Anonymous T6GllLl0No ratings yet
- Military Standard for Liquid Penetrant and Magnetic Particle InspectionDocument1 pageMilitary Standard for Liquid Penetrant and Magnetic Particle InspectionAnonymous T6GllLl0No ratings yet
- QQ P 35C PassivationDocument13 pagesQQ P 35C PassivationAnonymous T6GllLl0No ratings yet
- Military Standard for Liquid Penetrant and Magnetic Particle InspectionDocument1 pageMilitary Standard for Liquid Penetrant and Magnetic Particle InspectionAnonymous T6GllLl0No ratings yet
- Aerospace Material SpecificationDocument7 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- Ku-Sm-1907 mTxCE 1 22 WDxh 1990 ChangesDocument1 pageKu-Sm-1907 mTxCE 1 22 WDxh 1990 ChangesAnonymous T6GllLl0No ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- Aerospace Material SpecificationDocument9 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- Aerospace Material SpecificationDocument5 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- Aerospace Material Specification: Nickel Alloy, Corrosion and Heat-Resistant, Wire 74ni - 15.5Cr - 8.0fe AnnealedDocument6 pagesAerospace Material Specification: Nickel Alloy, Corrosion and Heat-Resistant, Wire 74ni - 15.5Cr - 8.0fe AnnealedAnonymous T6GllLl0No ratings yet
- Aerospace Material Specification: AMS 5663MDocument11 pagesAerospace Material Specification: AMS 5663MAnonymous T6GllLl0No ratings yet
- Aerospace Material SpecificationDocument6 pagesAerospace Material SpecificationAnonymous T6GllLl0No ratings yet
- Report of Jaminy End Quench TestDocument92 pagesReport of Jaminy End Quench TestBharathi K 2018100% (1)
- MDOT Pile Welding QCPDocument8 pagesMDOT Pile Welding QCPvelmurug_balaNo ratings yet
- Tecumseh Compressor Company: IndexDocument21 pagesTecumseh Compressor Company: IndexKankranRahulNo ratings yet
- General Requirements For Carbon and Low Alloy Steel TubesDocument10 pagesGeneral Requirements For Carbon and Low Alloy Steel TubesPaulo GalvãoNo ratings yet
- ST Elmo Material List and GroundingDocument1 pageST Elmo Material List and GroundingGary LewisNo ratings yet
- Metalic Elements Practical Report Group 1Document12 pagesMetalic Elements Practical Report Group 1Mya VoNo ratings yet
- Steel, Sheet, For Porcelain EnamelingDocument2 pagesSteel, Sheet, For Porcelain EnamelingKevin JosueNo ratings yet
- TDS ERDOX TERRA - Rev.01 - 20210312 - EngDocument2 pagesTDS ERDOX TERRA - Rev.01 - 20210312 - EngszemianNo ratings yet
- Black Smith ShopDocument14 pagesBlack Smith ShopSethu ksNo ratings yet
- Introduction To Image Carriers For Offset PrintingDocument8 pagesIntroduction To Image Carriers For Offset Printingshubham gargNo ratings yet
- SAE Steel Grades: Steels and Other Iron-Carbon Alloy PhasesDocument10 pagesSAE Steel Grades: Steels and Other Iron-Carbon Alloy PhasesCalcgen EngineeringNo ratings yet
- Crosby - Hoist RingDocument3 pagesCrosby - Hoist RingYADAGIRI REDDYNo ratings yet
- Hot-Dip Zinc Coatings On Structural Steel and Other Allied Products - SpecificationDocument9 pagesHot-Dip Zinc Coatings On Structural Steel and Other Allied Products - SpecificationBhanu Pratap ChoudhuryNo ratings yet
- Technical Specifications For Centrifugal Pumps PDFDocument12 pagesTechnical Specifications For Centrifugal Pumps PDFVicky GautamNo ratings yet
- Ceweld - 316H TigDocument1 pageCeweld - 316H TigFilipe CordeiroNo ratings yet
- Astm B633 19Document4 pagesAstm B633 19Satish JadhavNo ratings yet
- Commercial Roof Systems: We Shape Our Buildings Thereafter They Shape Us. - Winston ChurchillDocument14 pagesCommercial Roof Systems: We Shape Our Buildings Thereafter They Shape Us. - Winston ChurchilljadkNo ratings yet
- Datasheet DMV 347 HFGDocument4 pagesDatasheet DMV 347 HFGClaudia MmsNo ratings yet
- Jigs and FixturesDocument20 pagesJigs and FixturesRenjith RajendraprasadNo ratings yet
- Astm A574m 98aDocument7 pagesAstm A574m 98aNadhiraNo ratings yet
- Duplex Systems: Improving Communication and SpecificationDocument16 pagesDuplex Systems: Improving Communication and SpecificationaRiTo!No ratings yet
- Uppc QuotationDocument1 pageUppc QuotationAnonymous uvj6xlHjhLNo ratings yet
- Datasheet Solimpeks TSM-200-300 Thermosiphon-Systems Solar-Module-Boiler EU-Turkey 2021 ENGDocument2 pagesDatasheet Solimpeks TSM-200-300 Thermosiphon-Systems Solar-Module-Boiler EU-Turkey 2021 ENGAylimas BadesNo ratings yet
- Roofing With Corrugated Galvanized Steel SheetDocument7 pagesRoofing With Corrugated Galvanized Steel SheetDayalNo ratings yet
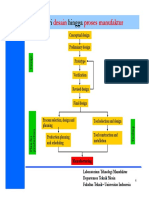
- 05-Proses Produksi (Dasar Proses Manufaktur) ARIODocument22 pages05-Proses Produksi (Dasar Proses Manufaktur) ARIOAlifNo ratings yet
- Avk Control Valve, Pressure Reducing, Pn10/16 859/000X-001: Reduced Bore, AISI 316 Pipes and FittingsDocument5 pagesAvk Control Valve, Pressure Reducing, Pn10/16 859/000X-001: Reduced Bore, AISI 316 Pipes and FittingsleejaemunNo ratings yet
- Mmfurniture Library Ladder Range 2018Document11 pagesMmfurniture Library Ladder Range 2018make me ltd0% (2)