You might also like
- Heat Transfer in Polymer Composite Materials: Forming ProcessesFrom EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardNo ratings yet
- 1 s2.0 S0925838817338227 MainDocument11 pages1 s2.0 S0925838817338227 MainAli UzunNo ratings yet
- Recovery, Recrystallization and Phase Transformations During Thermomechanical Processing and Treatment of Tial-Based AlloysDocument11 pagesRecovery, Recrystallization and Phase Transformations During Thermomechanical Processing and Treatment of Tial-Based AlloysdavidNo ratings yet
- Capdevila 2006 - Influence of Processing Parameters On The RX Microstructure of Extra-LC SteelsDocument10 pagesCapdevila 2006 - Influence of Processing Parameters On The RX Microstructure of Extra-LC SteelsElliot AmadiNo ratings yet
- Microstructure and Mechanical Properties of Ti 45al 5.5 (CR, NB, B, Ta) Alloy Sintered at Different SPS TemperaturesDocument5 pagesMicrostructure and Mechanical Properties of Ti 45al 5.5 (CR, NB, B, Ta) Alloy Sintered at Different SPS TemperaturesSofiane TaaneNo ratings yet
- Precipitation Hardening of High Entropy Alloy CoCrFeMnNi Containing TitaniumDocument15 pagesPrecipitation Hardening of High Entropy Alloy CoCrFeMnNi Containing TitaniummichaelNo ratings yet
- Gamma Prime Phase Stability After Long-Term Thermal Exposure in Cast Nickel Based Superalloy, IN-738Document8 pagesGamma Prime Phase Stability After Long-Term Thermal Exposure in Cast Nickel Based Superalloy, IN-738claire_26No ratings yet
- Intermetallics: T. Shanmugasundaram, J. Guyon, J.P. Monchoux, A. Hazotte, E. BouzyDocument8 pagesIntermetallics: T. Shanmugasundaram, J. Guyon, J.P. Monchoux, A. Hazotte, E. BouzySofiane TaaneNo ratings yet
- Metals: Influence of Hot Forging Parameters On A Low Carbon Continuous Cooling Bainitic Steel MicrostructureDocument11 pagesMetals: Influence of Hot Forging Parameters On A Low Carbon Continuous Cooling Bainitic Steel Microstructureth34560No ratings yet
- The Effect of Microstructure On Tensile Behaviour of X80 Microalloyed SteelDocument7 pagesThe Effect of Microstructure On Tensile Behaviour of X80 Microalloyed SteelMarcelo Varejão CasarinNo ratings yet
- Effect of vacuum heat treatment on microstructure and microhardness of cold-sprayed TiN particle-reinforced Al alloy-based compositesDocument7 pagesEffect of vacuum heat treatment on microstructure and microhardness of cold-sprayed TiN particle-reinforced Al alloy-based compositesshaoyun ZHOUNo ratings yet
- Aluminide and Silicide Diffusion Coatings by Pack Cementation For Nb-Ti-AlalloyDocument12 pagesAluminide and Silicide Diffusion Coatings by Pack Cementation For Nb-Ti-Alalloybrunoab89No ratings yet
- Two Step SinteringDocument4 pagesTwo Step Sinteringrajadasari5682No ratings yet
- Vol 8 - No 1 - 4 - 23-32Document10 pagesVol 8 - No 1 - 4 - 23-32Khairul MuzafarNo ratings yet
- Zhang-2000 - Study of Thermal Stability of Mechanically Alloyed PDFDocument8 pagesZhang-2000 - Study of Thermal Stability of Mechanically Alloyed PDFSofiane TaaneNo ratings yet
- 2008 - Response To Thermal Exposure of Al K2TiF6 C Powder Blends - Yucel BirolDocument4 pages2008 - Response To Thermal Exposure of Al K2TiF6 C Powder Blends - Yucel BirolMahmood KhanNo ratings yet
- Sintering Behavior of Al O - Tic Composite Powder Prepared by Shs ProcessDocument8 pagesSintering Behavior of Al O - Tic Composite Powder Prepared by Shs ProcesscanilkumarrichithaNo ratings yet
- SSRN Id3989475Document23 pagesSSRN Id3989475Antoine ThierryNo ratings yet
- Comparison of Experimental and Modelling Results of Thermal Properties in Cu-Aln Composite MaterialsDocument8 pagesComparison of Experimental and Modelling Results of Thermal Properties in Cu-Aln Composite MaterialsKamel FedaouiNo ratings yet
- Effect of Austempering Time On Microstructure and Properties of A Low-Carbon Bainite SteelDocument7 pagesEffect of Austempering Time On Microstructure and Properties of A Low-Carbon Bainite Steelمسعود بوزويرNo ratings yet
- Incipient Melting of Al5Mg8Si6Cu2 XDocument15 pagesIncipient Melting of Al5Mg8Si6Cu2 Xmiramirjafari2No ratings yet
- 31 10 PDFDocument10 pages31 10 PDFJhohan JimenezNo ratings yet
- Ceramics International: Maryam Akhlaghi, Seyed Ali Tayebifard, Esmaeil Salahi, Mehdi Shahedi Asl TDocument6 pagesCeramics International: Maryam Akhlaghi, Seyed Ali Tayebifard, Esmaeil Salahi, Mehdi Shahedi Asl TSofiane TaaneNo ratings yet
- Reference 2Document11 pagesReference 2Khaled AlhawariNo ratings yet
- Journal Pre-Proof: Journal of Alloys and CompoundsDocument36 pagesJournal Pre-Proof: Journal of Alloys and CompoundssofianeNo ratings yet
- 1 s2.0 S1359646202005511 MainDocument5 pages1 s2.0 S1359646202005511 MainVidya me20d015No ratings yet
- Intermetallics: M. Terner, S. Biamino, D. Ugues, S. Sabbadini, P. Fino, M. Pavese, C. BadiniDocument4 pagesIntermetallics: M. Terner, S. Biamino, D. Ugues, S. Sabbadini, P. Fino, M. Pavese, C. BadinisofianeNo ratings yet
- Acta Materialia: Full Length ArticleDocument15 pagesActa Materialia: Full Length ArticleJose G. Cueva CardeñaNo ratings yet
- Aleaciones 7000 AlDocument20 pagesAleaciones 7000 AlDavid FellinNo ratings yet
- Ceramics International: M. Zarezadeh Mehrizi, R. Beygi, Gh. EisaabadiDocument5 pagesCeramics International: M. Zarezadeh Mehrizi, R. Beygi, Gh. EisaabadiJustin DixonNo ratings yet
- Materials and Design: W.S. Yang, Z.Y. Xiu, X. Wang, Y.M. Liu, G.Q. Chen, G.H. WuDocument10 pagesMaterials and Design: W.S. Yang, Z.Y. Xiu, X. Wang, Y.M. Liu, G.Q. Chen, G.H. WuSilvia SutaNo ratings yet
- 1-s2.0-S0921509315306262-BIN HU Alumina Forming 2015Document29 pages1-s2.0-S0921509315306262-BIN HU Alumina Forming 2015AwasthiNo ratings yet
- A New Heat Treatment Procedure For Rheo-Diecast AZ91D Magnesium AlloyDocument6 pagesA New Heat Treatment Procedure For Rheo-Diecast AZ91D Magnesium Alloyyawni69No ratings yet
- Optimizing The Heat Treatment Process of Cast Aluminium AlloysDocument25 pagesOptimizing The Heat Treatment Process of Cast Aluminium AlloysAndrei SorinNo ratings yet
- Semi-Hot Stamping As An Improved Process of Hot StampingDocument8 pagesSemi-Hot Stamping As An Improved Process of Hot StampingAndress SsalomonnNo ratings yet
- Very Strong Low Temp BainiteDocument6 pagesVery Strong Low Temp BainiteS RamakrishnaNo ratings yet
- Intermetallics: Silja-Katharina Rittinghaus, Ulrike Hecht, Valérie Werner, Andreas WeisheitDocument8 pagesIntermetallics: Silja-Katharina Rittinghaus, Ulrike Hecht, Valérie Werner, Andreas WeisheitMuhammad Reyhan NovyandiNo ratings yet
- Improving C1023 Manufacturability: Using Two-Step Heat TreatmentDocument5 pagesImproving C1023 Manufacturability: Using Two-Step Heat TreatmentAnonymous PJP78mSxNo ratings yet
- Effect of Austenitizing Temperature and Cooling Rate On The Structure and Properties of A Ultrahigh Strength Low Alloy SteelDocument10 pagesEffect of Austenitizing Temperature and Cooling Rate On The Structure and Properties of A Ultrahigh Strength Low Alloy SteelMilena StajicNo ratings yet
- Microstructure and Mechanical Properties of Hot-Rolled Low-Carbon Steel Containing Ti-Ca Oxide Particles: A Comparison Between Base Metal and HAZDocument11 pagesMicrostructure and Mechanical Properties of Hot-Rolled Low-Carbon Steel Containing Ti-Ca Oxide Particles: A Comparison Between Base Metal and HAZjcordon-2No ratings yet
- Li 2012Document7 pagesLi 2012tamil selvanNo ratings yet
- Study On Variants of Solution Treatment and AgingDocument13 pagesStudy On Variants of Solution Treatment and AgingQuang Thuận NguyễnNo ratings yet
- metals-11-00821Document15 pagesmetals-11-00821cam nhung NguyenNo ratings yet
- 1Document9 pages1dewang_yogesh3No ratings yet
- Irjet V4i5285 PDFDocument4 pagesIrjet V4i5285 PDFThiyagarajan TGNo ratings yet
- Effect of Tempering Pass On HSLA-80 Steel HAZ MicrostructuresDocument8 pagesEffect of Tempering Pass On HSLA-80 Steel HAZ MicrostructuresElias KapaNo ratings yet
- Heat Treatments Improve Corrosion Resistance of 319 Al AlloyDocument4 pagesHeat Treatments Improve Corrosion Resistance of 319 Al AlloyevelynNo ratings yet
- OPTIMIZING LCF PROPERTIES OF INCONEL ALLOY 625Document9 pagesOPTIMIZING LCF PROPERTIES OF INCONEL ALLOY 625Sagar DeshpandeNo ratings yet
- Influence of The Temperature of The Preliminary Heating and Furlough Defect Metallic Product and Way To Their LiquidationsDocument6 pagesInfluence of The Temperature of The Preliminary Heating and Furlough Defect Metallic Product and Way To Their Liquidationsindex PubNo ratings yet
- 1 s2.0 S0272884223003966 MainDocument10 pages1 s2.0 S0272884223003966 MainDorian TourtourolNo ratings yet
- Microstructural Evolution During Thermomechanical. Processing of Alloy 625Document12 pagesMicrostructural Evolution During Thermomechanical. Processing of Alloy 625esteban.cuevasNo ratings yet
- Ti-42Al-3Nb-1Mo-0.1B的组织和Celluar反应的特征 China Foundry 2020 王琪斌Document6 pagesTi-42Al-3Nb-1Mo-0.1B的组织和Celluar反应的特征 China Foundry 2020 王琪斌A1934AqtpNo ratings yet
- Haq Microstructure AMM 3 2018Document4 pagesHaq Microstructure AMM 3 2018Muhammad AneeqNo ratings yet
- Microstructures and Mechanical Properties of Tial Alloy Prepared by Spark Plasma SinteringDocument5 pagesMicrostructures and Mechanical Properties of Tial Alloy Prepared by Spark Plasma SinteringSofiane TaaneNo ratings yet
- Velten Et Al-2002-Journal of Biomedical Materials ResearchDocument11 pagesVelten Et Al-2002-Journal of Biomedical Materials ResearchjeffreylopezNo ratings yet
- Heat Treatment of Ti6Al4V Produced by SLM Microstructure and Mechanical PropertiesDocument9 pagesHeat Treatment of Ti6Al4V Produced by SLM Microstructure and Mechanical PropertiesÁlvaro Nieto CastroNo ratings yet
- PowderMet Mertensetal PreprintDocument18 pagesPowderMet Mertensetal Preprintoyetunde ridwanNo ratings yet
- Effect of Spark Plasma Sintering Temperature On Microstructure andDocument8 pagesEffect of Spark Plasma Sintering Temperature On Microstructure andAmar JabarNo ratings yet
- T6 Heat Treatment - An Overview - ScienceDirect TopicsDocument16 pagesT6 Heat Treatment - An Overview - ScienceDirect TopicstatsNo ratings yet
- Shuhui 2013Document9 pagesShuhui 2013MahenderNo ratings yet
- Terminologies For Research MethodologyDocument13 pagesTerminologies For Research MethodologymeazamaliNo ratings yet
- Ethics and PatentingDocument7 pagesEthics and PatentingmeazamaliNo ratings yet
- Chapter 2,3 And4Document11 pagesChapter 2,3 And4meazamaliNo ratings yet
- 3d Manufacturing Can Be Process Driven or Shape Driven For Metals A Small ReviewDocument6 pages3d Manufacturing Can Be Process Driven or Shape Driven For Metals A Small ReviewmeazamaliNo ratings yet
- Create Custom Neural Network - MATLAB NetworkDocument4 pagesCreate Custom Neural Network - MATLAB NetworkmeazamaliNo ratings yet
- Powerpoint - Regression and Correlation AnalysisDocument38 pagesPowerpoint - Regression and Correlation AnalysisVivay Salazar100% (1)
- Lecture 5 - Multi-Layer Feedforward Neural Networks Using Matlab Part 1Document4 pagesLecture 5 - Multi-Layer Feedforward Neural Networks Using Matlab Part 1meazamaliNo ratings yet
- How To Implement A Multilayer Neural Network in Matlab?: Ask QuestionDocument2 pagesHow To Implement A Multilayer Neural Network in Matlab?: Ask QuestionmeazamaliNo ratings yet
- Ceramics International: K. Vasanthakumar, Srinivasa Rao BakshiDocument11 pagesCeramics International: K. Vasanthakumar, Srinivasa Rao BakshimeazamaliNo ratings yet
- Ann Lab4Document6 pagesAnn Lab4eldhersanNo ratings yet
- Reactive and Functional Polymers: SciencedirectDocument10 pagesReactive and Functional Polymers: SciencedirectmeazamaliNo ratings yet
- Hardness-Strength Relationships in The Aluminum Alloy 7010Document5 pagesHardness-Strength Relationships in The Aluminum Alloy 7010meazamaliNo ratings yet
- Wang, L.-Z - Mechanical-properties-and-friction-behaviors-of-CNTAlSi10Mg-composites-produced-by-spark-plasma-sintering - 2017Document10 pagesWang, L.-Z - Mechanical-properties-and-friction-behaviors-of-CNTAlSi10Mg-composites-produced-by-spark-plasma-sintering - 2017meazamaliNo ratings yet
- 3D Elemental Mapping of 3D Printed Stainless Steel GearDocument7 pages3D Elemental Mapping of 3D Printed Stainless Steel GearmeazamaliNo ratings yet
- Calculation Using Taguchi Method For Tensile StrengthDocument8 pagesCalculation Using Taguchi Method For Tensile Strengthann 87100% (1)
- Yaprintsev, M Effects of Lu and TM Doping On Thermoelectric Properties of Bi2Te3Compound 2017Document9 pagesYaprintsev, M Effects of Lu and TM Doping On Thermoelectric Properties of Bi2Te3Compound 2017meazamaliNo ratings yet
- Wire Electrical Discharge Machining of 3Y-TZP - Ta Ceramic-Metal CompositesDocument7 pagesWire Electrical Discharge Machining of 3Y-TZP - Ta Ceramic-Metal CompositesmeazamaliNo ratings yet
- Zhao, H - Engineering-the-Thermoelectric-Transport-in-HalfHeusler-Materials-through-a-BottomUp-Nanostructure-Synthesis - 2017Document11 pagesZhao, H - Engineering-the-Thermoelectric-Transport-in-HalfHeusler-Materials-through-a-BottomUp-Nanostructure-Synthesis - 2017meazamaliNo ratings yet
- Zhang, X Effects of Lanthanum Substitution On Thermoelectric Properties of YbZn2Sb2 2017Document5 pagesZhang, X Effects of Lanthanum Substitution On Thermoelectric Properties of YbZn2Sb2 2017meazamaliNo ratings yet
- Yoon, S.M Investigation of Thermoelectric Properties With Dispersion of Fe2O3and Fe85Ni Nanospheres in Bi05Sb15Te3Matrix 2017Document8 pagesYoon, S.M Investigation of Thermoelectric Properties With Dispersion of Fe2O3and Fe85Ni Nanospheres in Bi05Sb15Te3Matrix 2017meazamaliNo ratings yet
- PolymersDocument6 pagesPolymersmeazamaliNo ratings yet
- Fanuc LATHE CNC Program Manual Gcodetraining 588Document104 pagesFanuc LATHE CNC Program Manual Gcodetraining 588DOBJAN75% (12)
- Zhang, Z in Situ Synthesis WC Reinforced Iron Surface Composite Produced by Spark Plasma Sintering and Casting 2018Document4 pagesZhang, Z in Situ Synthesis WC Reinforced Iron Surface Composite Produced by Spark Plasma Sintering and Casting 2018meazamaliNo ratings yet
- Yaprintsev, M Microstructure and Thermoelectric Properties of Bi19Lu01Te3 Compound 2017Document8 pagesYaprintsev, M Microstructure and Thermoelectric Properties of Bi19Lu01Te3 Compound 2017meazamaliNo ratings yet
- Designing Plastic ComponentsDocument84 pagesDesigning Plastic Componentsbartcaffin100% (4)
- 4 Stroke Petrol & Diesel EngineDocument3 pages4 Stroke Petrol & Diesel EnginemeazamaliNo ratings yet
- 2stroke Petrol & Diesel EngineDocument2 pages2stroke Petrol & Diesel Enginenavneetkpatil8409No ratings yet
- Paper On CastingDocument5 pagesPaper On CastingmeazamaliNo ratings yet
- Composite Materials Full ReportDocument11 pagesComposite Materials Full ReportmeazamaliNo ratings yet
- Namma Kalvi 11th Physics Study Material Unit 10 EM 221102Document21 pagesNamma Kalvi 11th Physics Study Material Unit 10 EM 221102Bala GuruNo ratings yet
- Mark Scheme (Results) : Summer 2018Document33 pagesMark Scheme (Results) : Summer 2018NairitNo ratings yet
- Chapter 2 - Sample Problem SolutionDocument7 pagesChapter 2 - Sample Problem SolutiondiamantechennieNo ratings yet
- Unit 1 CH 07 Exergy Analysis - ReidDocument31 pagesUnit 1 CH 07 Exergy Analysis - ReidLorenzo Galindo Jr.No ratings yet
- Gel Coat 340028ADocument8 pagesGel Coat 340028Agustavo gonzalezNo ratings yet
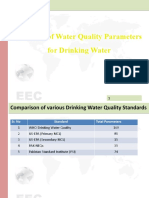
- Water Quality ParameterDocument14 pagesWater Quality ParameterFatima AnwarNo ratings yet
- GP 20Document12 pagesGP 20MALIK ZARYABBABARNo ratings yet
- What Is A Chemical ReactionDocument2 pagesWhat Is A Chemical ReactionBert OrtilloNo ratings yet
- Controlling The Dispersion of Multi-Wall Carbon Nanotubes in Aqueous Surfactant SolutionDocument6 pagesControlling The Dispersion of Multi-Wall Carbon Nanotubes in Aqueous Surfactant SolutionDrRoja A RNo ratings yet
- Landfill Leachate Migration Through Shallow Unconfined AquifersDocument6 pagesLandfill Leachate Migration Through Shallow Unconfined AquifersUche Jonathan-MetuhNo ratings yet
- Density Pepsi Vs Diet PepsiDocument6 pagesDensity Pepsi Vs Diet PepsiMarcel VerstraeteNo ratings yet
- Chemical Nomenclature NotesDocument23 pagesChemical Nomenclature Notesapi-483662721No ratings yet
- Scientific CV and List of Publications of Abhas MitraDocument24 pagesScientific CV and List of Publications of Abhas MitraDr Abhas MitraNo ratings yet
- Modern Methods For Freezing Used in Food IndustryDocument8 pagesModern Methods For Freezing Used in Food IndustrySorica Cristian0% (1)
- Weberdry Protect 01Document2 pagesWeberdry Protect 01adelsaqqaNo ratings yet
- 843 02105 01 Architectural and Industrial Coatings Solutions Selection GuideDocument20 pages843 02105 01 Architectural and Industrial Coatings Solutions Selection GuidenanoNo ratings yet
- Gravitational Settling of Aerosol Particles in TurbulenceDocument25 pagesGravitational Settling of Aerosol Particles in TurbulenceRavi PatelNo ratings yet
- KINETIC THEORY OF GASES TUTORIALDocument6 pagesKINETIC THEORY OF GASES TUTORIALMat SyafiqNo ratings yet
- AH - RMA - PPT - 5. Torque Moment of InertiaDocument29 pagesAH - RMA - PPT - 5. Torque Moment of InertiaFrank SkellyNo ratings yet
- Organic Chemistry (First Test)Document7 pagesOrganic Chemistry (First Test)Scott GreenNo ratings yet
- Programmand AbstrctsDocument272 pagesProgrammand Abstrctsvitis12No ratings yet
- Dynamics worksheet forces momentum collisionsDocument3 pagesDynamics worksheet forces momentum collisionsJoe WestNo ratings yet
- Fundamentals of Thermal RadiationDocument14 pagesFundamentals of Thermal Radiationbommareddy akashreddyNo ratings yet
- Halfyearly Class 11 Portions & Blue PrintDocument10 pagesHalfyearly Class 11 Portions & Blue Printkanakchhajer99No ratings yet
- Coal Technology Presentation PDFDocument24 pagesCoal Technology Presentation PDFyondelaNo ratings yet
- Heat Exchanger Handbook - Heat Exchangers PDFDocument66 pagesHeat Exchanger Handbook - Heat Exchangers PDFhonghai_dl100% (3)
- Nicolaus Copernicus IsDocument3 pagesNicolaus Copernicus IsShaila Mae VillegasNo ratings yet
- Science of The Egg Drop1Document2 pagesScience of The Egg Drop1Virginia FernandezNo ratings yet
- PH of Soils: Standard Test Method ForDocument4 pagesPH of Soils: Standard Test Method ForSenor TodoNo ratings yet
- Eee 1102Document26 pagesEee 1102Rayhanul Islam LamunNo ratings yet
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- Advanced Computer-Aided Fixture DesignFrom EverandAdvanced Computer-Aided Fixture DesignRating: 5 out of 5 stars5/5 (1)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersFrom EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersRating: 3.5 out of 5 stars3.5/5 (19)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)