You might also like
- Bend Test ProcedureDocument9 pagesBend Test ProcedureRavi pandeyNo ratings yet
- ProtaStructure Suite 2018 Whats NewDocument44 pagesProtaStructure Suite 2018 Whats NewHenry100% (1)
- Welding Guide BrochureDocument4 pagesWelding Guide BrochureAnonymous 6aGAvbNNo ratings yet
- Fabricated Deformed Steel Bar Mats For Concrete ReinforcementDocument4 pagesFabricated Deformed Steel Bar Mats For Concrete ReinforcementBa Lestari WijanarkoNo ratings yet
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- BS 5400 Part 4Document2 pagesBS 5400 Part 4ekia_my0% (2)
- Structural Audit ReportDocument26 pagesStructural Audit ReportADITYA100% (3)
- SAE J343-2001 Test and Test Procedures For SAE 100R Series Hydraulic Hose and Hose AssembliesDocument9 pagesSAE J343-2001 Test and Test Procedures For SAE 100R Series Hydraulic Hose and Hose AssembliesMiguel GalindoNo ratings yet
- API Spec 7-1 Brief Material RequirementsDocument8 pagesAPI Spec 7-1 Brief Material RequirementsQuality controller100% (1)
- 3600 1Document2 pages3600 1shanmugasundaram_rNo ratings yet
- Ironmaking and Steelmaking Theory and PracticeDocument9 pagesIronmaking and Steelmaking Theory and PracticeRasul BzNo ratings yet
- TR069 Design Anchorage of Post Installed Rebars 2019 10Document22 pagesTR069 Design Anchorage of Post Installed Rebars 2019 10JohnNo ratings yet
- Lecture 9 - DR Lakshmy Parameswaran On Chapter7 of IRC114Document69 pagesLecture 9 - DR Lakshmy Parameswaran On Chapter7 of IRC114Neeraj SharmaNo ratings yet
- Astm C490Document5 pagesAstm C490Horacio ApolayoNo ratings yet
- A 416 A416-M - 99Document5 pagesA 416 A416-M - 99Tan Tanju100% (1)
- A 416 A416-M - 99Document5 pagesA 416 A416-M - 99Tan Tanju100% (1)
- Astm C 497 PDFDocument9 pagesAstm C 497 PDFSerdarYumuk100% (2)
- Astm A184Document3 pagesAstm A184racingspirit800% (1)
- Casting Box Girder Segments - tcm45-342871Document3 pagesCasting Box Girder Segments - tcm45-342871AuYongTheanSengNo ratings yet
- 105mm M393A2 Terminal Ballistic Performance Against Concrete WallDocument26 pages105mm M393A2 Terminal Ballistic Performance Against Concrete Wall김도희No ratings yet
- API 1104 2014 EditionDocument17 pagesAPI 1104 2014 EditionekkyNo ratings yet
- Job Safety Analysis (Jsa) : Title of Activity / Work: Reinforcement WorkDocument2 pagesJob Safety Analysis (Jsa) : Title of Activity / Work: Reinforcement Workba ratnaparkhe67% (3)
- SpecificationsDocument123 pagesSpecificationsAlex Joshua MaglasangNo ratings yet
- Aws B2.4-2012Document15 pagesAws B2.4-2012Vicky Gautam0% (1)
- B 502 - 02 - QjuwmgDocument3 pagesB 502 - 02 - QjuwmghamidharvardNo ratings yet
- DIN Handbook 404Document834 pagesDIN Handbook 404Maurício Duarte de Andrade100% (5)
- Generate Column Interaction DiagramDocument88 pagesGenerate Column Interaction DiagramSaad SekkateNo ratings yet
- ASTM A615 Physical TestDocument44 pagesASTM A615 Physical TestSasha BrausNo ratings yet
- Ductility of Oriented Electrical Steel: Standard Test Method ForDocument2 pagesDuctility of Oriented Electrical Steel: Standard Test Method Fornvh202148No ratings yet
- MTPPT6Document31 pagesMTPPT6EunnicePanaliganNo ratings yet
- B 565 - 94 R00 - Qju2ns05nfiwmaDocument3 pagesB 565 - 94 R00 - Qju2ns05nfiwmamalika_00No ratings yet
- B 565 - 04 - Qju2nqDocument3 pagesB 565 - 04 - Qju2nqmalika_00No ratings yet
- Bolt ProcedureDocument19 pagesBolt ProcedureMurugan Raja50% (2)
- C 120 - 90 r94 Qzeymc1sruqDocument4 pagesC 120 - 90 r94 Qzeymc1sruqJason RogersNo ratings yet
- Bang So Sanh LinhDocument24 pagesBang So Sanh LinhMinh Vuong TranNo ratings yet
- C 174 .C 174M Test Method For Measuring Length of Drilled Concrete CoresDocument2 pagesC 174 .C 174M Test Method For Measuring Length of Drilled Concrete Coresjjaavenido100% (1)
- Steel TestsDocument4 pagesSteel TestsSaradhiJannNo ratings yet
- Weight of SteelDocument12 pagesWeight of SteelChristian LlorcaNo ratings yet
- Assignment 5 Ce20m011Document18 pagesAssignment 5 Ce20m011Mulani Parvez Raphik ce20m011No ratings yet
- Welder Performance Qualification AsmeDocument14 pagesWelder Performance Qualification AsmeAhmad RizkiNo ratings yet
- Astm - A704Document3 pagesAstm - A704masoud132No ratings yet
- B769Document4 pagesB769wpwmhatNo ratings yet
- A1005Document6 pagesA1005hamidharvardNo ratings yet
- Astm A-1005Document6 pagesAstm A-1005dennis_ugarteNo ratings yet
- A125 96 PDFDocument6 pagesA125 96 PDFJohano AraújoNo ratings yet
- Standard Test Method For Measuring Thickness of Concrete Elements Using Drilled Concrete Cores1Document3 pagesStandard Test Method For Measuring Thickness of Concrete Elements Using Drilled Concrete Cores1Lupita RamirezNo ratings yet
- Astm A24 (2001) PDFDocument4 pagesAstm A24 (2001) PDFJim FrostNo ratings yet
- CE 200L Report 6 - SteelDocument7 pagesCE 200L Report 6 - SteelravenringsNo ratings yet
- Global Marketing For Tube & Pipe: JIS G3457 Arc Welded Carbon Steel PipesDocument7 pagesGlobal Marketing For Tube & Pipe: JIS G3457 Arc Welded Carbon Steel PipesNurzed MunkhbayarNo ratings yet
- Astm D 1002Document5 pagesAstm D 1002Aisya IbrahimNo ratings yet
- Api 107Document14 pagesApi 107Yersin Hernandez AldanNo ratings yet
- Guide To Physical Weld TestingDocument18 pagesGuide To Physical Weld TestingAMARA N SNo ratings yet
- Department of Transportation: California Test 670 February 2011Document11 pagesDepartment of Transportation: California Test 670 February 2011uhu_plus6482No ratings yet
- Department of Transportation: California Test 687 August 2003Document10 pagesDepartment of Transportation: California Test 687 August 2003Benjamin SalinasNo ratings yet
- M 54-07 (2011) (Welded Deformed Steel Bar Mats For Concrete Reinforcement)Document4 pagesM 54-07 (2011) (Welded Deformed Steel Bar Mats For Concrete Reinforcement)tran_lamNo ratings yet
- Guided Bend Test For Ductility of WeldsDocument3 pagesGuided Bend Test For Ductility of WeldsErlinawati Bintu SupiyoNo ratings yet
- Asme Section II A-2 Sa-592 Sa-592mDocument4 pagesAsme Section II A-2 Sa-592 Sa-592mAnonymous GhPzn1xNo ratings yet
- Bend Test AceptenDocument1 pageBend Test AceptenArung IdNo ratings yet
- Comparing Bond Strength of Steel Reinforcing Bars To Concrete Using Beam-End SpecimensDocument4 pagesComparing Bond Strength of Steel Reinforcing Bars To Concrete Using Beam-End SpecimensJosé Ramón Gutierrez100% (1)
- Reaffirmed 2006Document13 pagesReaffirmed 2006harikri3113No ratings yet
- Experiment 04 MOSLDocument12 pagesExperiment 04 MOSLRock ManNo ratings yet
- A 704 - A 704M - 96 Qtcwnc9bnza0ts1sruqDocument4 pagesA 704 - A 704M - 96 Qtcwnc9bnza0ts1sruqdelta lab sangliNo ratings yet
- Sampling and Procurement Testing of Magnetic Materials: Standard Practice ForDocument4 pagesSampling and Procurement Testing of Magnetic Materials: Standard Practice ForAmos LiNo ratings yet
- Acero SA 723 Grade2class3Document4 pagesAcero SA 723 Grade2class3magierezNo ratings yet
- Sampling and Procurement Testing of Magnetic Materials: Standard Practice ForDocument4 pagesSampling and Procurement Testing of Magnetic Materials: Standard Practice Forquiensabe0077No ratings yet
- Astm F 606 PDFDocument15 pagesAstm F 606 PDFLajkoNo ratings yet
- Is 5816 Splitting Tesile Strength of Concrete-Method of Test.182112830Document11 pagesIs 5816 Splitting Tesile Strength of Concrete-Method of Test.182112830shinjinkuroNo ratings yet
- Welded Steel Plain Bar or Rod Mats For Concrete ReinforcementDocument2 pagesWelded Steel Plain Bar or Rod Mats For Concrete ReinforcementGustavo SuarezNo ratings yet
- Asme Section II A-2 Sa-587Document8 pagesAsme Section II A-2 Sa-587Anonymous GhPzn1xNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Rao ArslanDocument1 pageRao ArslanArslan RaoNo ratings yet
- Turbines: Engr. M. Shakeel HassanDocument40 pagesTurbines: Engr. M. Shakeel HassanArslan RaoNo ratings yet
- Explain in Detail All Three Methods of Analysis For The Prestressed Members Under FlexureDocument6 pagesExplain in Detail All Three Methods of Analysis For The Prestressed Members Under FlexureArslan RaoNo ratings yet
- Institute of Southern Punjab, Multan Online Terminal Examination (Spring-20)Document2 pagesInstitute of Southern Punjab, Multan Online Terminal Examination (Spring-20)Arslan RaoNo ratings yet
- Challan Form-21-05-2014 PDFDocument1 pageChallan Form-21-05-2014 PDFAila DarNo ratings yet
- Rao Muhammad Arslan Yousaf: PermanentDocument1 pageRao Muhammad Arslan Yousaf: PermanentArslan RaoNo ratings yet
- Rao Muhammad Arslan Yousaf: PermanentDocument1 pageRao Muhammad Arslan Yousaf: PermanentArslan RaoNo ratings yet
- QDocument2 pagesQArslan RaoNo ratings yet
- Mechanism of EarthquakeDocument7 pagesMechanism of EarthquakeArslan RaoNo ratings yet
- Assignment NO.6 Rao Arslan: MCVS-021R20P-2Document9 pagesAssignment NO.6 Rao Arslan: MCVS-021R20P-2Arslan RaoNo ratings yet
- Question No.1 Plate TectonicsDocument5 pagesQuestion No.1 Plate TectonicsArslan RaoNo ratings yet
- Hydrauic Assg1Document5 pagesHydrauic Assg1Arslan RaoNo ratings yet
- Steel Structures: General DetailsDocument24 pagesSteel Structures: General DetailsArslan RaoNo ratings yet
- Seis Ass 11Document5 pagesSeis Ass 11Arslan RaoNo ratings yet
- Explain in Detail All Three Methods of Analysis For The Prestressed Members Under FlexureDocument6 pagesExplain in Detail All Three Methods of Analysis For The Prestressed Members Under FlexureArslan RaoNo ratings yet
- Press q3 Ass 2Document5 pagesPress q3 Ass 2Arslan RaoNo ratings yet
- Hydrauic Assg1Document4 pagesHydrauic Assg1Arslan RaoNo ratings yet
- Q2. What Is Rolling and Recrystallization Temperature. Explain The Methods of Rolling Steel and Highlight The Major DifferencesDocument6 pagesQ2. What Is Rolling and Recrystallization Temperature. Explain The Methods of Rolling Steel and Highlight The Major DifferencesArslan RaoNo ratings yet
- Mechanics of Steel StructureDocument4 pagesMechanics of Steel StructureArslan RaoNo ratings yet
- Pre Stress LecDocument28 pagesPre Stress LecArslan RaoNo ratings yet
- Steel Structures: Engr. Dr. Muhammad AslamDocument29 pagesSteel Structures: Engr. Dr. Muhammad AslamArslan RaoNo ratings yet
- Building Material: Natural MaterialsDocument6 pagesBuilding Material: Natural MaterialshriaumNo ratings yet
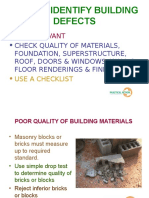
- How To Identify Building Defects: - Be ObservantDocument20 pagesHow To Identify Building Defects: - Be ObservantArslan RaoNo ratings yet
- Chemical Composition of SteelDocument7 pagesChemical Composition of SteelArslan RaoNo ratings yet
- Mechanism of EarthquakeDocument7 pagesMechanism of EarthquakeArslan RaoNo ratings yet
- How To Identify Building Defects: - Be ObservantDocument20 pagesHow To Identify Building Defects: - Be ObservantArslan RaoNo ratings yet
- Guncrete: High Strength, Low Shrinkage, High Build Spray Applied Repair MortarDocument4 pagesGuncrete: High Strength, Low Shrinkage, High Build Spray Applied Repair MortarZac Francis DaymondNo ratings yet
- Basf MasterLife 222 TdsDocument2 pagesBasf MasterLife 222 TdsWei ThienNo ratings yet
- Beam Design TorsionDocument20 pagesBeam Design Torsionmailmaverick8167100% (1)
- Chapter One: 1. Back Ground of The Hosting CompanyDocument59 pagesChapter One: 1. Back Ground of The Hosting CompanyzoibaNo ratings yet
- MS For Diaphragm Wall Repair Works PDFDocument17 pagesMS For Diaphragm Wall Repair Works PDFHemaNo ratings yet
- MOS COUPLER FOR TcsDocument25 pagesMOS COUPLER FOR TcsRituraj RNo ratings yet
- KB BrochureDocument0 pagesKB BrochureMarshall BravestarNo ratings yet
- Project Information: Basic Design ParametersDocument5 pagesProject Information: Basic Design ParametersAgustin CahuanaNo ratings yet
- RCC2Document18 pagesRCC2Mangam RajkumarNo ratings yet
- Response of Full-Scale Three-Story Flat-Plate Test Structure To Cycles of Increasing Lateral LoadDocument12 pagesResponse of Full-Scale Three-Story Flat-Plate Test Structure To Cycles of Increasing Lateral LoadThai DamNo ratings yet
- Outline SpecsDocument171 pagesOutline Specsmohamed fawzyNo ratings yet
- How To Calculate Reinforcement WeigDocument3 pagesHow To Calculate Reinforcement Weigyusufchin202No ratings yet
- Acs Question Bank 19-20Document1 pageAcs Question Bank 19-20atika ingoleNo ratings yet
- Singly Reinforced BeamDocument21 pagesSingly Reinforced BeamSaurabh GodhaNo ratings yet
- Bar Bending Schedule For Column - Detailed Practical GuideDocument5 pagesBar Bending Schedule For Column - Detailed Practical GuidewweretNo ratings yet
- Quantifying The Environmental Impacts of Structural Elements of Standard Bridge DesignsDocument13 pagesQuantifying The Environmental Impacts of Structural Elements of Standard Bridge DesignsAndy OretaNo ratings yet
- Aci 318M-05Document14 pagesAci 318M-05Seymur AkbarovNo ratings yet
- Post - Installed Rebar DesignDocument2 pagesPost - Installed Rebar DesignAsyraf ZailudinNo ratings yet
- General and Technical Specification Section 1.0-GeneralDocument3 pagesGeneral and Technical Specification Section 1.0-GeneralTarhata KalimNo ratings yet