You might also like
- Boehler CN 13 4-MC FDocument1 pageBoehler CN 13 4-MC FFilipe CordeiroNo ratings yet
- Böhler CN 13/4-Mc Hi: Classifi CationsDocument1 pageBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNo ratings yet
- B - Boehler NiMo 1-IG - de - en - 5Document1 pageB - Boehler NiMo 1-IG - de - en - 5cristian popescuNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- 29102015000000B - Boehler DCMS-IG - SWDocument1 page29102015000000B - Boehler DCMS-IG - SWErdinc BayatNo ratings yet
- 1564 Fox Ev 85 ElettrodoDocument1 page1564 Fox Ev 85 ElettrodoAminNo ratings yet
- B - Boehler CN 25 9 CuT IG - TRDocument1 pageB - Boehler CN 25 9 CuT IG - TRalbertorebellatoNo ratings yet
- B Boehler CM 5-IG de en 5Document1 pageB Boehler CM 5-IG de en 5PT. CATUR MATRA NusantaraNo ratings yet
- Böhler Cat 409 Cb-Ig: Classifi CationsDocument1 pageBöhler Cat 409 Cb-Ig: Classifi CationsBranko FerenčakNo ratings yet
- Boehler CN 23 12 PW-FDDocument1 pageBoehler CN 23 12 PW-FDbrayanNo ratings yet
- Nickel Based ElectrodeDocument1 pageNickel Based Electrodewalter091011No ratings yet
- Böhler Eas 2 PW-FDDocument1 pageBöhler Eas 2 PW-FDHAKANNo ratings yet
- B - Boehler FOX CM 9 KB - Se - en - 5Document1 pageB - Boehler FOX CM 9 KB - Se - en - 5misthahNo ratings yet
- 409Document2 pages409satish04No ratings yet
- 31102015000000B - Boehler E 308 H PW-FD - CWDocument1 page31102015000000B - Boehler E 308 H PW-FD - CWKARLNo ratings yet
- B - Boehler DMO-IG - Ss - en - 5 PDFDocument1 pageB - Boehler DMO-IG - Ss - en - 5 PDFDimitris NikouNo ratings yet
- MIP Bohler Welding Austria 364Document1 pageMIP Bohler Welding Austria 364c131508No ratings yet
- LINCOLN Nicromo 60-16Document2 pagesLINCOLN Nicromo 60-16AbdülHak ÖZkaraNo ratings yet
- B Boehler X 70-IG de en 5Document1 pageB Boehler X 70-IG de en 5Jorge RushNo ratings yet
- Railrod: Data SheetDocument1 pageRailrod: Data Sheetmohamed AdelNo ratings yet
- Boehler EAS 4 M-IG - Tig RodDocument1 pageBoehler EAS 4 M-IG - Tig RodbrayanNo ratings yet
- Böhler Ffb-Ig: TIG Rod, High-Alloyed, Heat ResistantDocument1 pageBöhler Ffb-Ig: TIG Rod, High-Alloyed, Heat ResistantSerhii MishchenkoNo ratings yet
- Duplex UNS 32205Document1 pageDuplex UNS 32205Ercan YilmazNo ratings yet
- L1 - 6689 - en - B - Boehler Fox CN 22 9 N - Se - en - v1Document1 pageL1 - 6689 - en - B - Boehler Fox CN 22 9 N - Se - en - v1cristian popescuNo ratings yet
- Böhler Nibas 625 PW-FD: DescriptionDocument1 pageBöhler Nibas 625 PW-FD: DescriptionBBalopesabbNo ratings yet
- Böhler CM 2-Ig: Solid Wire, Low-Alloyed, Creep ResistanceDocument1 pageBöhler CM 2-Ig: Solid Wire, Low-Alloyed, Creep ResistancecocoNo ratings yet
- Carbofil 3nimocr Oerlikon en TN130181Document1 pageCarbofil 3nimocr Oerlikon en TN130181rusf123No ratings yet
- Carbo 4370 Mpr-E307Document1 pageCarbo 4370 Mpr-E307ali torabiNo ratings yet
- AUTROD 316LSiDocument2 pagesAUTROD 316LSijoao guilhermeNo ratings yet
- 29102015000000B - Boehler CN 22 9 N-IG - TRDocument1 page29102015000000B - Boehler CN 22 9 N-IG - TRAnibal QuezadaNo ratings yet
- Boehler CM2-UPDocument1 pageBoehler CM2-UPdiahNo ratings yet
- T - Thermanit 25 - 09 CuT - de - en - 5Document1 pageT - Thermanit 25 - 09 CuT - de - en - 5NAVANEETH NAVANINo ratings yet
- Datasheet-Sandvik-188mn-En-V2017-10-17 10 - 15 Version 1Document3 pagesDatasheet-Sandvik-188mn-En-V2017-10-17 10 - 15 Version 1szystNo ratings yet
- Union Er90S-B3: TIG Rod, Low-Alloyed, Creep ResistantDocument1 pageUnion Er90S-B3: TIG Rod, Low-Alloyed, Creep ResistantbrayanNo ratings yet
- Product Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument3 pagesProduct Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNo ratings yet
- Rod - Union I Crmo 910Document1 pageRod - Union I Crmo 910Rushita SolankiNo ratings yet
- Consumables For E911 Crmo Steel: En/Din AstmDocument3 pagesConsumables For E911 Crmo Steel: En/Din Astmmohamed AdelNo ratings yet
- Product Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument3 pagesProduct Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNo ratings yet
- L1 34264 en T Thermanit MTS 3 Se en v2Document1 pageL1 34264 en T Thermanit MTS 3 Se en v2Enrique MurgiaNo ratings yet
- Sandvik 254 Smo Tube and Pipe, Seamless: DatasheetDocument9 pagesSandvik 254 Smo Tube and Pipe, Seamless: DatasheetReadersmoNo ratings yet
- Cromarod Duplex B-1Document1 pageCromarod Duplex B-1Matija BušićNo ratings yet
- FPO22001 ASME Filer Metal Data SheetDocument5 pagesFPO22001 ASME Filer Metal Data Sheetyousab creator2No ratings yet
- Product Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'rajNo ratings yet
- 1 Selectarc b90 FT Web AnglaisDocument1 page1 Selectarc b90 FT Web AnglaisfoxmancementNo ratings yet
- 02112015000000B - Boehler FOX EV 65 - CeDocument1 page02112015000000B - Boehler FOX EV 65 - CeMohamed AdelNo ratings yet
- Daiko SF 82: Data Sheet N. 1011 Mig, Tig & Saw WireDocument1 pageDaiko SF 82: Data Sheet N. 1011 Mig, Tig & Saw WireRhyan EdwinNo ratings yet
- Böhler CM 5-Ig: TIG Rod, High-Alloyed, Creep ResistantDocument1 pageBöhler CM 5-Ig: TIG Rod, High-Alloyed, Creep Resistantwesley59No ratings yet
- Avesta Tig 316-SiDocument1 pageAvesta Tig 316-SiMarco Andres Gonzalez SaavedraNo ratings yet
- Categorie GMAW-GTAW Massieve Draad Type Applications: C MN Si CR Ni Mo NBDocument1 pageCategorie GMAW-GTAW Massieve Draad Type Applications: C MN Si CR Ni Mo NBabhishekNo ratings yet
- Bohler S Eas 4 M-Ig: GTAW Rod, High-Alloyed, Chemical ResistantDocument1 pageBohler S Eas 4 M-Ig: GTAW Rod, High-Alloyed, Chemical Resistantjacob thangamNo ratings yet
- Boehler HL 75 T-MCDocument1 pageBoehler HL 75 T-MCBruno SantosNo ratings yet
- Boehler SKWAM-IG de en 5Document2 pagesBoehler SKWAM-IG de en 5Ivica MikolajNo ratings yet
- Ceweld - 316h TigDocument1 pageCeweld - 316h TigFilipe CordeiroNo ratings yet
- Ceweld - 316H TigDocument1 pageCeweld - 316H TigFilipe CordeiroNo ratings yet
- Diamondspark 54 MC: Seamless Cored WireDocument2 pagesDiamondspark 54 MC: Seamless Cored WireDavid RodriguesNo ratings yet
- Fox CN 23-12-ADocument1 pageFox CN 23-12-AVIRPOPNo ratings yet
- Datasheet Sandvik 199l enDocument3 pagesDatasheet Sandvik 199l enpedro rojasNo ratings yet
- Duplex MetrodeDocument6 pagesDuplex Metrodeandresrojas25No ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Composicion Quimica Gtd111: Mater. Process. Technol., Vol. 175, No. 1, Pp. 376-381, 2006Document2 pagesComposicion Quimica Gtd111: Mater. Process. Technol., Vol. 175, No. 1, Pp. 376-381, 2006Sebastian AcostaNo ratings yet
- W01-V03 Change View OptionsDocument107 pagesW01-V03 Change View Optionspritish chadhaNo ratings yet
- 3.1 Rating Plate: GAP 3501 DC and GAP 3501 DC USA: IdentificationDocument6 pages3.1 Rating Plate: GAP 3501 DC and GAP 3501 DC USA: IdentificationSebastian AcostaNo ratings yet
- Freeletics Rutina 15 SemanasDocument4 pagesFreeletics Rutina 15 SemanasSebastian AcostaNo ratings yet
- PDFDocument169 pagesPDFSebastian AcostaNo ratings yet
- Yellow Submarine (The Beatles) Imagine (John Lenon)Document2 pagesYellow Submarine (The Beatles) Imagine (John Lenon)Sebastian AcostaNo ratings yet
- Iq An DesignDocument395 pagesIq An DesignLê Trường LâmNo ratings yet
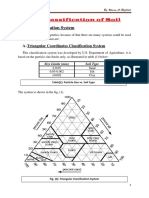
- 4 Classification of SoilDocument8 pages4 Classification of SoilPRAJWAL srNo ratings yet
- Waves Energy Part 2Document22 pagesWaves Energy Part 2api-271661638No ratings yet
- BN-20 Master Guide R3Document112 pagesBN-20 Master Guide R3Serge MaciaNo ratings yet
- Final Project Modified New (A Project Report On Customer Relaionship Managment With Reference To HyundaiDocument46 pagesFinal Project Modified New (A Project Report On Customer Relaionship Managment With Reference To Hyundairaghu100% (1)
- Steel DOS 1Document107 pagesSteel DOS 1MazharYasinNo ratings yet
- PB 579Document403 pagesPB 579Pilaf1No ratings yet
- m44 Complete PDFDocument9 pagesm44 Complete PDFGovardhan ReghuramNo ratings yet
- 6 - Curtain Fire Damper CatalogueDocument24 pages6 - Curtain Fire Damper CatalogueFloizel Anne Cruz - VictorinoNo ratings yet
- S12R Pta PDFDocument48 pagesS12R Pta PDFAbebe kebede75% (4)
- Verizon Wireless 4G LTE Mobile Hotspot MiFi 4510L ManualDocument88 pagesVerizon Wireless 4G LTE Mobile Hotspot MiFi 4510L ManualTravisNo ratings yet
- MVHRDocument4 pagesMVHRtexas_peteNo ratings yet
- BPP of Goods Receipt MIS-MMMDocument9 pagesBPP of Goods Receipt MIS-MMMmeddebyounesNo ratings yet
- EF132 BEE Lecture 2 & 3Document49 pagesEF132 BEE Lecture 2 & 3Anonymous gdLjDzNo ratings yet
- Proposal Report For CentrifugeDocument3 pagesProposal Report For CentrifugeDinesh KatochNo ratings yet
- 7250S Spec 1Document11 pages7250S Spec 1stephen prosserNo ratings yet
- Operation & Maintenance Manual: Vertical Shaft Impact CrusherDocument56 pagesOperation & Maintenance Manual: Vertical Shaft Impact CrusherSergeyNo ratings yet
- Conduit Fill RequirementsDocument3 pagesConduit Fill RequirementsManicontrolNo ratings yet
- Autronica Smoke DetectorDocument2 pagesAutronica Smoke DetectorbhavadasNo ratings yet
- Nle Mock 1 - PMC OfficialDocument205 pagesNle Mock 1 - PMC OfficialTauseef AfridiNo ratings yet
- OHR Bauma 2019 Press ReleaseDocument2 pagesOHR Bauma 2019 Press ReleaseM B RajpurohitNo ratings yet
- 2016 Kitchen ManualDocument93 pages2016 Kitchen ManualAdnan Ul HaqNo ratings yet
- 18 Seam IvDocument509 pages18 Seam IvFroilan Espinosa80% (5)
- Burnside ParkDocument8 pagesBurnside ParkAhmadinijadNo ratings yet
- Preprosthetic Surgery in The ElderlyDocument8 pagesPreprosthetic Surgery in The ElderlybkprosthoNo ratings yet
- Entry-Level QA TesterDocument3 pagesEntry-Level QA TesterNicasio AquinoNo ratings yet
- Smart Grid: Thin Film Solar CellsDocument5 pagesSmart Grid: Thin Film Solar CellsSHREYA SHARMA IET Lucknow StudentNo ratings yet
- Database Web Services Using Oracle9i JdeveloperDocument4 pagesDatabase Web Services Using Oracle9i Jdevelopertranhieu5959No ratings yet
- OWX50 Spec Sheet 1.3Document2 pagesOWX50 Spec Sheet 1.3simon.lctoddNo ratings yet
- Design of Engineering Materials: Stress-Strain DiagramDocument32 pagesDesign of Engineering Materials: Stress-Strain DiagramTRNADEWNo ratings yet