You might also like
- Understanding Weather and Climate Masteringmeteorology Series 7th Edition Ebook PDFDocument61 pagesUnderstanding Weather and Climate Masteringmeteorology Series 7th Edition Ebook PDFchristopher.gomes879100% (34)
- Press Tool Master FileDocument196 pagesPress Tool Master FileIrwan Rony86% (80)
- Injection Mold Design PDFDocument48 pagesInjection Mold Design PDFAdriana UceanuNo ratings yet
- Mech6036 40Document20 pagesMech6036 40Vikas Keshari100% (1)
- Chapter 2 Injection MoldsDocument83 pagesChapter 2 Injection MoldsRadia ElkhaniNo ratings yet
- PLAS 4180/5180: Plastic Part Design: Assembly of Molded PartsDocument40 pagesPLAS 4180/5180: Plastic Part Design: Assembly of Molded PartsBethany SilvaNo ratings yet
- Chap 4-CastingProcessesDocument28 pagesChap 4-CastingProcessesMojery MohauNo ratings yet
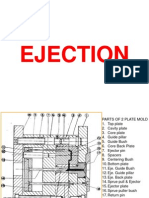
- 07 EjectionDocument21 pages07 EjectionrajeshNo ratings yet
- Tooling Considerations PalsticsDocument128 pagesTooling Considerations PalsticssrinivaschakriNo ratings yet
- Automotive - Presentation - Plastics-3rd June-2015 (Compatibility Mode) (Repaired)Document108 pagesAutomotive - Presentation - Plastics-3rd June-2015 (Compatibility Mode) (Repaired)Annavarapu Gopalakrishna100% (1)
- Injection Mold Construction: August 2014Document7 pagesInjection Mold Construction: August 2014ashishNo ratings yet
- Injection MoldDocument7 pagesInjection MoldServicesNo ratings yet
- Plastics Part Design FundamentalsDocument48 pagesPlastics Part Design FundamentalsSrinivas TanarapuNo ratings yet
- Lathe OperationsDocument29 pagesLathe OperationsWaqas AhmadNo ratings yet
- K EjectionDocument21 pagesK EjectionAmolPagdalNo ratings yet
- Parting Surface (P.S.) : MouldDocument17 pagesParting Surface (P.S.) : MouldS Karthick KeyanNo ratings yet
- Cutting Tool DesignDocument67 pagesCutting Tool DesignBagus Bramantya bagusbramantya.2019No ratings yet
- Lecture-1 (Turning)Document29 pagesLecture-1 (Turning)sneha barmanNo ratings yet
- Types of DiesDocument62 pagesTypes of DiesPaulo MurilloNo ratings yet
- T&D - Core 4 Tool & DieDocument44 pagesT&D - Core 4 Tool & Dietisha revillaNo ratings yet
- DieDocument6 pagesDieAditya GoelNo ratings yet
- Nuts & BoltsDocument24 pagesNuts & BoltsAnkit D100% (2)
- 11aDocument44 pages11agegegegNo ratings yet
- Section View-2018Document18 pagesSection View-2018SaadanNo ratings yet
- Threaded Fasteners: This Configuration Is Called "Cap Screw"Document23 pagesThreaded Fasteners: This Configuration Is Called "Cap Screw"Marco RicardNo ratings yet
- Machining 1Document31 pagesMachining 1Jayant SisodiaNo ratings yet
- 4.cold WorkingDocument35 pages4.cold WorkingVisan NaiduNo ratings yet
- Injection MoldingDocument80 pagesInjection Molding21P410 - VARUN MNo ratings yet
- Lec - 7 - Mechanics of Metal Cutting 2021Document26 pagesLec - 7 - Mechanics of Metal Cutting 2021saxadi4814No ratings yet
- Molds and DiesDocument101 pagesMolds and DiesRavindra ReddyNo ratings yet
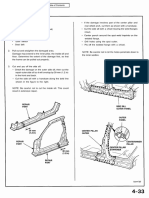
- Replacement: Repair Side Sill Outer PanelDocument3 pagesReplacement: Repair Side Sill Outer PanelsoftallNo ratings yet
- Dept. of Mech & Mfg. EnggDocument15 pagesDept. of Mech & Mfg. EnggomkardashetwarNo ratings yet
- Metal Forming: Apiwat MDocument63 pagesMetal Forming: Apiwat MRavichandran GNo ratings yet
- Tool Design - Chapter 4 (Part 2)Document43 pagesTool Design - Chapter 4 (Part 2)Fiq IFTNo ratings yet
- Lecture 3: Parts of Weld Joints and Welding SymbolDocument41 pagesLecture 3: Parts of Weld Joints and Welding SymbolNavneet KumarNo ratings yet
- Resharpening of The Twist Drill BitsDocument5 pagesResharpening of The Twist Drill BitsJuanGómezNo ratings yet
- Sheet MetalDocument4 pagesSheet MetalLokesh BasappaNo ratings yet
- Die FormingDocument4 pagesDie FormingMohit KambojNo ratings yet
- Flat Face Die PDFDocument2 pagesFlat Face Die PDFThiran Boy LingamNo ratings yet
- Roller Cone TrainingDocument86 pagesRoller Cone TrainingSlim.BNo ratings yet
- 12 - Sheet Metalworking (Chapter 16)Document51 pages12 - Sheet Metalworking (Chapter 16)Taher al suhamiNo ratings yet
- Constructing Base FeaturesDocument42 pagesConstructing Base FeaturesAnil VaswaniNo ratings yet
- 1-1 RC Design and TerminologyDocument38 pages1-1 RC Design and TerminologyMahmoud NassarNo ratings yet
- Sectional Views (Pandangan Potongan) : Gambar Teknik ?Document13 pagesSectional Views (Pandangan Potongan) : Gambar Teknik ?fjranggaraNo ratings yet
- Wildfire Sheet Metal DesignDocument34 pagesWildfire Sheet Metal DesignhlschilleNo ratings yet
- MP-I - Unit 5 - Sheet Metal WorkingDocument60 pagesMP-I - Unit 5 - Sheet Metal WorkingTirumala Height Phase-INo ratings yet
- DownloadDocument20 pagesDownloadsamad behnodfarNo ratings yet
- Ch3 - Metal CuttingDocument30 pagesCh3 - Metal Cutting03 ABHISHEKNo ratings yet
- Tool Design - Chapter 4 (Part 3)Document59 pagesTool Design - Chapter 4 (Part 3)Fiq IFTNo ratings yet
- 03 Section ViewsDocument13 pages03 Section ViewsDita AnggrainiNo ratings yet
- Role of Atlantis in Casting Industry: Complete Tool Design With SimulationDocument17 pagesRole of Atlantis in Casting Industry: Complete Tool Design With SimulationzvinNo ratings yet
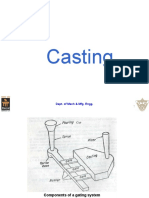
- Casting: Dept. of Mech & Mfg. EnggDocument21 pagesCasting: Dept. of Mech & Mfg. EnggomkardashetwarNo ratings yet
- Mold DesignDocument40 pagesMold Designre gardeniaNo ratings yet
- Dept. of Mech & Mfg. EnggDocument14 pagesDept. of Mech & Mfg. EnggomkardashetwarNo ratings yet
- Plastic Part Design Using SolidWorks-NHSWUGDocument17 pagesPlastic Part Design Using SolidWorks-NHSWUGharis fadillahNo ratings yet
- Lecture Solidworks SheetmetalDocument33 pagesLecture Solidworks SheetmetalKhairul Hakimi MohamadNo ratings yet
- Lec 12 Joining of MaterialsDocument36 pagesLec 12 Joining of MaterialsMohammad BilalNo ratings yet
- Design of 360 Degree Flexible Drilling Machine IJERTV8IS010084Document3 pagesDesign of 360 Degree Flexible Drilling Machine IJERTV8IS010084Yash chouhanNo ratings yet
- Front Roof Rail Reinforcement DesignDocument19 pagesFront Roof Rail Reinforcement Designomkar sarkarNo ratings yet
- PRESSTOOL MASTER 1st SemDocument111 pagesPRESSTOOL MASTER 1st Semmathapatikumar56No ratings yet
- Design Recommendation For Screw Machine ProductsDocument23 pagesDesign Recommendation For Screw Machine Productsashwin josephNo ratings yet
- Science 5Document7 pagesScience 5Mawe NibredaNo ratings yet
- Phy Work 3Document3 pagesPhy Work 3samuel zelaelmNo ratings yet
- Chapter 41Document48 pagesChapter 41RodrigoNo ratings yet
- The Bending Stress Flexure Formula: Formula. We First Write An Expression For The Bending Moment Produced by TheDocument2 pagesThe Bending Stress Flexure Formula: Formula. We First Write An Expression For The Bending Moment Produced by TheborahajayNo ratings yet
- JOU - EQ Analysis of Structure by Base Isolation Technique in SAP PDFDocument10 pagesJOU - EQ Analysis of Structure by Base Isolation Technique in SAP PDFIlham Hussein RasyidNo ratings yet
- Wallap Part 2Document11 pagesWallap Part 2Nizar HalabiNo ratings yet
- Floorguard Pu SkybirdDocument2 pagesFloorguard Pu Skybirdangelito bernalNo ratings yet
- Clark Kent Manzano - Science MicroscopeDocument3 pagesClark Kent Manzano - Science MicroscopeMaria Christina ManzanoNo ratings yet
- Transport Properties of Fluids Their Correlation Prediction and EstimationDocument497 pagesTransport Properties of Fluids Their Correlation Prediction and Estimationvamsi_m100% (1)
- Thermal Design of Shell & Tube Type Heat Exchangers (HTFS)Document57 pagesThermal Design of Shell & Tube Type Heat Exchangers (HTFS)Muhammad NaeemNo ratings yet
- 04.01, ESP Protector Selection Guideline v20070228 - Guia para Seleccion de Sellos - SLB PDFDocument5 pages04.01, ESP Protector Selection Guideline v20070228 - Guia para Seleccion de Sellos - SLB PDFmarimonda4No ratings yet
- Argon Recovery From Silicon Crystal FurnaceDocument7 pagesArgon Recovery From Silicon Crystal FurnaceasdfqwerNo ratings yet
- Wind LoadDocument15 pagesWind Loadmanikandan4strlNo ratings yet
- Data Sheet Jet Pulse Bag FilterDocument1 pageData Sheet Jet Pulse Bag FilterHassan SleemNo ratings yet
- Eota TR 061 Design Method Fasteners Fatigue Loading 2018-06-11Document19 pagesEota TR 061 Design Method Fasteners Fatigue Loading 2018-06-11coolkaisyNo ratings yet
- Breather Valves For Tank # 6907-08-09-010 Chakpirana Dia 3.8m Length 18mDocument2 pagesBreather Valves For Tank # 6907-08-09-010 Chakpirana Dia 3.8m Length 18mSohail AzharNo ratings yet
- Previouspaper UKPSC Civil Engineering Paper IDocument46 pagesPreviouspaper UKPSC Civil Engineering Paper INitesh KumarNo ratings yet
- Leaf Spring AnalysisDocument8 pagesLeaf Spring AnalysisDaniel AlvaradoNo ratings yet
- Exam 13 P PDFDocument3 pagesExam 13 P PDFAnonymous RRTcbwU100% (1)
- Applied Mechanics Department APL106 MECHANICS of FLUIDS (3-1-0) Semester I (2021-22) ADocument2 pagesApplied Mechanics Department APL106 MECHANICS of FLUIDS (3-1-0) Semester I (2021-22) ARakesh KumarNo ratings yet
- Assignment Questions For Unit 1 - 15EC409-Optical CommunicaitonDocument1 pageAssignment Questions For Unit 1 - 15EC409-Optical CommunicaitonSathiyanNo ratings yet
- GERODUR - HDPE Pipe and FittingsDocument107 pagesGERODUR - HDPE Pipe and FittingsJacky TamNo ratings yet
- Physics FormulasDocument108 pagesPhysics FormulasArsalan Ahmed Usmani100% (3)
- 2019 A Level H2 Chemistry P3 Ans SharingDocument21 pages2019 A Level H2 Chemistry P3 Ans Sharingclarissa yeoNo ratings yet
- Shielding Commissioning Factors in Nuclear Medicine FacilitiesDocument14 pagesShielding Commissioning Factors in Nuclear Medicine FacilitiesGoffredo PrincigalliNo ratings yet
- Principle Stresses Calc.Document19 pagesPrinciple Stresses Calc.Abdallah AL-AbbadiNo ratings yet
- Journal of Constructional Steel Research: Ying Xing, Qinghua Han, Jie Xu, Qi Guo, Yihong WangDocument14 pagesJournal of Constructional Steel Research: Ying Xing, Qinghua Han, Jie Xu, Qi Guo, Yihong WangAvinash Bhakta 18MST0043No ratings yet
- Mechanics of Machines - at 6302 Question Bank: Unit - 1Document8 pagesMechanics of Machines - at 6302 Question Bank: Unit - 1Daniel DasNo ratings yet