You might also like
- Heat Transfer in Polymer Composite Materials: Forming ProcessesFrom EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardNo ratings yet
- Preparation of Bituminous Mixture Beam Specimens by Means of The California Kneading CompactorDocument3 pagesPreparation of Bituminous Mixture Beam Specimens by Means of The California Kneading CompactorankempitiyaNo ratings yet
- Preparation of Bituminous Mixture Test Specimens by Means of California Kneading CompactorDocument4 pagesPreparation of Bituminous Mixture Test Specimens by Means of California Kneading CompactorROHITNo ratings yet
- Preparation of Bituminous Mixture Test Specimens by Means of California Kneading CompactorDocument4 pagesPreparation of Bituminous Mixture Test Specimens by Means of California Kneading CompactorMax100% (1)
- Preparation of Asphalt Mixture Specimens Using Marshall ApparatusDocument7 pagesPreparation of Asphalt Mixture Specimens Using Marshall ApparatusAgung Ariefat LubisNo ratings yet
- D5581 PDFDocument5 pagesD5581 PDFsujeeth kumarNo ratings yet
- Resistance To Plastic Flow of Bituminous Mixtures Using Marshall Apparatus (6 Inch-Diameter Specimen)Document5 pagesResistance To Plastic Flow of Bituminous Mixtures Using Marshall Apparatus (6 Inch-Diameter Specimen)Juan Carlos MejiaNo ratings yet
- ASTM D6926 - 2016 - Preparation of Asphalt Mixture Specimens Using Marshall ApparatusDocument7 pagesASTM D6926 - 2016 - Preparation of Asphalt Mixture Specimens Using Marshall ApparatusTamanna JerinNo ratings yet
- D6926 - Preparation of Test Specimens Using Marshall HammerDocument7 pagesD6926 - Preparation of Test Specimens Using Marshall HammerKev Santiago0% (1)
- ASTM D5581 Resistance To Plastic Flow of Bituminous Mixtures Using MarshallDocument5 pagesASTM D5581 Resistance To Plastic Flow of Bituminous Mixtures Using MarshallVijayakrishna SingamsettiNo ratings yet
- ASTM D 5581-96 (Reapproved 2001)Document5 pagesASTM D 5581-96 (Reapproved 2001)shankar parajuliNo ratings yet
- D 1917 - 02 - Rde5mtctmdiDocument4 pagesD 1917 - 02 - Rde5mtctmdiDr. Ahmed Abdel-HakimNo ratings yet
- D 1917 - 97 - Rde5mtctotcDocument3 pagesD 1917 - 97 - Rde5mtctotcDr. Ahmed Abdel-HakimNo ratings yet
- D 5252 - 98 RduyntitothbDocument2 pagesD 5252 - 98 RduyntitothbJuan GutierrezNo ratings yet
- D 5251 - 98 RduyntetothbDocument2 pagesD 5251 - 98 RduyntetothbJuan GutierrezNo ratings yet
- Astm D6926-10Document6 pagesAstm D6926-10kinlaycheng100% (2)
- Preparation of Bituminous Specimens Using Marshall ApparatusDocument6 pagesPreparation of Bituminous Specimens Using Marshall ApparatusLuis Dario RiosNo ratings yet
- Staining Tendency of Asphalt (Stain Index) : Standard Test Method ForDocument3 pagesStaining Tendency of Asphalt (Stain Index) : Standard Test Method ForMohammad YaseenNo ratings yet
- ASTM Granulometría GACDocument6 pagesASTM Granulometría GACFranco Buzz100% (1)
- Resistance To Plastic Flow of Bituminous Mixtures Using Marshall Apparatus (6 Inch-Diameter Specimen)Document5 pagesResistance To Plastic Flow of Bituminous Mixtures Using Marshall Apparatus (6 Inch-Diameter Specimen)Phuc Nguyen QuangNo ratings yet
- ASTM D6926 Standard Practice For Preparation of Asphalt Mixture Specimens Using Marshall ApparatusDocument8 pagesASTM D6926 Standard Practice For Preparation of Asphalt Mixture Specimens Using Marshall ApparatusRafael EstradaNo ratings yet
- Particle Size Distribution of Granular Activated Carbon: Standard Test Method ForDocument6 pagesParticle Size Distribution of Granular Activated Carbon: Standard Test Method Forlayth100% (1)
- D 5252 - 98a R03 RDUYNTIDocument2 pagesD 5252 - 98a R03 RDUYNTIJuan GutierrezNo ratings yet
- C580 Flexural & ElasticityDocument5 pagesC580 Flexural & ElasticityPedro SánchezNo ratings yet
- D 197 - 87 R02 - Rde5nw - PDFDocument7 pagesD 197 - 87 R02 - Rde5nw - PDFSohail TisekarNo ratings yet
- Sampling and Fineness Test of Pulverized Coal: Standard Test Method ForDocument7 pagesSampling and Fineness Test of Pulverized Coal: Standard Test Method ForthanhhuyenNo ratings yet
- Is 5816 Splitting Tesile Strength of Concrete Method of Test 182112830 PDFDocument11 pagesIs 5816 Splitting Tesile Strength of Concrete Method of Test 182112830 PDFDeven PatleNo ratings yet
- Standard Test Procedures Manual: 1. Scope 1.1. Description of TestDocument9 pagesStandard Test Procedures Manual: 1. Scope 1.1. Description of TestTemur LomidzeNo ratings yet
- D 3596 - 92 R01 Rdm1oty - PDFDocument3 pagesD 3596 - 92 R01 Rdm1oty - PDFJason RobertsNo ratings yet
- Practice For Determination of GelsDocument3 pagesPractice For Determination of Gelsjohn georgeNo ratings yet
- Carbon Black-Pellet Size Distribution: Standard Test Method ForDocument4 pagesCarbon Black-Pellet Size Distribution: Standard Test Method Forc458qvws28No ratings yet
- Astm C 862-02Document5 pagesAstm C 862-02Tâm NgôNo ratings yet
- D 5251 - 98a R03 RDUYNTEDocument2 pagesD 5251 - 98a R03 RDUYNTEJuan GutierrezNo ratings yet
- Apparent Viscosity (Flow) of Roofing Bitumens Using The Parallel Plate PlastometerDocument4 pagesApparent Viscosity (Flow) of Roofing Bitumens Using The Parallel Plate PlastometerProvocateur SamaraNo ratings yet
- D197FIneness of Pulv CoalDocument7 pagesD197FIneness of Pulv CoalArunkumar ChandaranNo ratings yet
- Weather Resistance of Slate: Standard Test Method ForDocument3 pagesWeather Resistance of Slate: Standard Test Method ForWaleed MedhatNo ratings yet
- ASTM C580 Mortar FlexuralDocument6 pagesASTM C580 Mortar FlexuralHiren Joshi100% (1)
- Preparation of Bituminous Specimens Using Marshall ApparatusDocument6 pagesPreparation of Bituminous Specimens Using Marshall ApparatusAgung Ariefat LubisNo ratings yet
- C617Document5 pagesC617Rajesh KumarNo ratings yet
- Preparation of Asphalt Mixture Specimens Using Marshall ApparatusDocument8 pagesPreparation of Asphalt Mixture Specimens Using Marshall ApparatusAnbuchelvan CNo ratings yet
- Gypsum Sheathing Board: Standard Specification ForDocument3 pagesGypsum Sheathing Board: Standard Specification ForLuis Alberto AguilarNo ratings yet
- ASTM C232 BleedingDocument5 pagesASTM C232 BleedingSometra Heng100% (1)
- ASTM D5581 - Resistance To Plastic Flow of Bituminous Mixtures Using Marshall Apparatus PDFDocument5 pagesASTM D5581 - Resistance To Plastic Flow of Bituminous Mixtures Using Marshall Apparatus PDFVijayakrishna SingamsettiNo ratings yet
- Resistance To Deformation and Cohesion of Bituminous Mixtures by Means of Hveem ApparatusDocument7 pagesResistance To Deformation and Cohesion of Bituminous Mixtures by Means of Hveem Apparatusgrats_singcoNo ratings yet
- Standard Test Methods For Bleeding of Concrete ASTM C232/C232MDocument5 pagesStandard Test Methods For Bleeding of Concrete ASTM C232/C232MRubén Darío Espinoza100% (2)
- Wsdot Fop For Aashto T 23: 1. ScopeDocument10 pagesWsdot Fop For Aashto T 23: 1. ScopeEinstein JeboneNo ratings yet
- Flexural Strength and Modulus of Elasticity of Chemical-Resistant Mortars, Grouts, Monolithic Surfacings, and Polymer ConcretesDocument6 pagesFlexural Strength and Modulus of Elasticity of Chemical-Resistant Mortars, Grouts, Monolithic Surfacings, and Polymer ConcretesAlejandro ValdesNo ratings yet
- C 322 - 82 r97 - Qzmymi1sruqDocument2 pagesC 322 - 82 r97 - Qzmymi1sruqAnilNo ratings yet
- Astm d197-87r07.24164 PulverizadoDocument7 pagesAstm d197-87r07.24164 PulverizadoFernanda BeltránNo ratings yet
- D-1790 Low Temperature BritllenessDocument4 pagesD-1790 Low Temperature Britllenesssud1313No ratings yet
- Astm D5417-16Document3 pagesAstm D5417-16Sandra LopesNo ratings yet
- Sampling and Fineness Test of Pulverized Coal: Standard Test Method ForDocument7 pagesSampling and Fineness Test of Pulverized Coal: Standard Test Method ForIrsanNo ratings yet
- Bulk Specific Gravity and Density of Compacted Bituminous Mixtures Using Coated SamplesDocument4 pagesBulk Specific Gravity and Density of Compacted Bituminous Mixtures Using Coated SamplesPedro L MartínezNo ratings yet
- Astm C559 PDFDocument2 pagesAstm C559 PDFRajesh KumarNo ratings yet
- 11.01 Astm-D2794-Impact-ResistanceDocument4 pages11.01 Astm-D2794-Impact-ResistancehoanvuNo ratings yet
- Resistance To Degradation of Large-Size Coarse Aggregate by Abrasion and Impact in The Los Angeles MachineDocument3 pagesResistance To Degradation of Large-Size Coarse Aggregate by Abrasion and Impact in The Los Angeles MachinehhhhNo ratings yet
- Gypsum Sheathing Board: Standard Specification ForDocument3 pagesGypsum Sheathing Board: Standard Specification ForSaif Ullah KhanNo ratings yet
- ASTM D 36 Softening Point of Bitumen (Ring-and-Ball Apparatus)Document5 pagesASTM D 36 Softening Point of Bitumen (Ring-and-Ball Apparatus)Deepansh YadavNo ratings yet
- Coefficient of Kinetic Friction For Wax Coatings: Standard Test Method ForDocument3 pagesCoefficient of Kinetic Friction For Wax Coatings: Standard Test Method ForRajeev ChandNo ratings yet
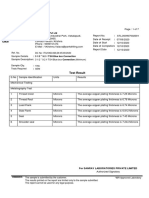
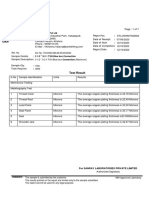
- Test Result: M/S.Olectra Greentech LimitedDocument1 pageTest Result: M/S.Olectra Greentech LimitedDinesh SaiNo ratings yet
- Test Result: M/S.Olectra Greentech LimitedDocument1 pageTest Result: M/S.Olectra Greentech LimitedDinesh SaiNo ratings yet
- Test Result: M/S.Olectra Greentech LimitedDocument1 pageTest Result: M/S.Olectra Greentech LimitedDinesh SaiNo ratings yet
- 1501Document114 pages1501govimanoNo ratings yet
- A 6Document64 pagesA 6Dastaggir KarimiNo ratings yet
- Is.1598.1977 IzodDocument16 pagesIs.1598.1977 Izodbhavin178No ratings yet
- Astm A0020 - 1 (En) PDFDocument31 pagesAstm A0020 - 1 (En) PDFDinesh SaiNo ratings yet
- Test Result: M/S.Olectra Greentech LimitedDocument1 pageTest Result: M/S.Olectra Greentech LimitedDinesh SaiNo ratings yet
- Disclosure To Promote The Right To InformationDocument22 pagesDisclosure To Promote The Right To Informationchitti409No ratings yet
- A2 PDFDocument3 pagesA2 PDFLelli KurniaNo ratings yet
- Is 1586 2 2012 PDFDocument25 pagesIs 1586 2 2012 PDFsingaravelan narayanasamyNo ratings yet
- Astm E1973 - 1 (En)Document4 pagesAstm E1973 - 1 (En)Dinesh SaiNo ratings yet
- Is 1757 1988 PDFDocument7 pagesIs 1757 1988 PDFkarthikkandaNo ratings yet
- Steel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated)Document3 pagesSteel Joint Bars, Low, Medium, and High Carbon (Non-Heat-Treated)jawadhussain1No ratings yet
- Test Result: M/s.iTS India PVT LTDDocument7 pagesTest Result: M/s.iTS India PVT LTDDinesh SaiNo ratings yet
- Test Result: M/s.iTS India PVT LTDDocument7 pagesTest Result: M/s.iTS India PVT LTDDinesh SaiNo ratings yet
- Test Result: NA: Not Applicable ND: Not DetectedDocument2 pagesTest Result: NA: Not Applicable ND: Not DetectedDinesh SaiNo ratings yet
- Astm E1972 - 1 (En)Document4 pagesAstm E1972 - 1 (En)Dinesh SaiNo ratings yet
- Astm E1975 - 1 (En)Document17 pagesAstm E1975 - 1 (En)Dinesh Sai100% (1)
- Final ReportDocument7 pagesFinal ReportDinesh SaiNo ratings yet
- Astm e 186 PDFDocument3 pagesAstm e 186 PDFPrakashNo ratings yet
- Astm E0185 - 2 (En)Document7 pagesAstm E0185 - 2 (En)Dinesh SaiNo ratings yet
- Astm E1974 - 1 (En)Document18 pagesAstm E1974 - 1 (En)Dinesh SaiNo ratings yet
- Chemical CompositionDocument14 pagesChemical CompositionDinesh SaiNo ratings yet
- Astm E1971 - 1 (En)Document8 pagesAstm E1971 - 1 (En)Dinesh SaiNo ratings yet
- Astm E0185 - 1 (En)Document8 pagesAstm E0185 - 1 (En)Dinesh SaiNo ratings yet
- Astm C0972 - 1 (En)Document3 pagesAstm C0972 - 1 (En)Dinesh SaiNo ratings yet
- Astm C0969 - 2 (En)Document3 pagesAstm C0969 - 2 (En)Dinesh SaiNo ratings yet
- Astm E0190 - 1 (En)Document3 pagesAstm E0190 - 1 (En)Dinesh SaiNo ratings yet
- Astm C0974 - 1 (En) PDFDocument2 pagesAstm C0974 - 1 (En) PDFDinesh SaiNo ratings yet
- Design Mix Acb 20 & Acw 14 Batu Pahat PDFDocument87 pagesDesign Mix Acb 20 & Acw 14 Batu Pahat PDFمحمد رفيق عبداللهNo ratings yet
- Asphalt@Evonik - Emulsifiers - 2012 - Part 3 - en RCVD 17 May 2016Document12 pagesAsphalt@Evonik - Emulsifiers - 2012 - Part 3 - en RCVD 17 May 2016Eka PrasadaNo ratings yet
- BS en 13859-1-2014Document46 pagesBS en 13859-1-2014Moo StewieNo ratings yet
- MoRT&H Specifications For Road and Bridge Works (Fifth Revision) 2013 PDFDocument906 pagesMoRT&H Specifications For Road and Bridge Works (Fifth Revision) 2013 PDFSwapnil Rudrawar100% (1)
- Bituproof 12 waterproofs and protects concreteDocument2 pagesBituproof 12 waterproofs and protects concreteYousef HalasehNo ratings yet
- Municipal Corporation of Greater Mumbai BOQDocument11 pagesMunicipal Corporation of Greater Mumbai BOQTABREZ KHANNo ratings yet
- Basic Notes On Road PavementsDocument41 pagesBasic Notes On Road PavementsFossa SepticaNo ratings yet
- World Distribution of BitumenDocument6 pagesWorld Distribution of BitumenMuhammad Ibrahim SugunNo ratings yet
- Bitumen Use in Electrical InsulationDocument6 pagesBitumen Use in Electrical Insulationsamar209No ratings yet
- Ahotu JDocument82 pagesAhotu JyemiNo ratings yet
- Waterproofing Wet AreasDocument25 pagesWaterproofing Wet AreasMuskan SinghNo ratings yet
- VIJJUDocument20 pagesVIJJUprayagNo ratings yet
- Open Letter To Honourable Shri Ashok Gehlot, Chief Minister of Rajasthan 31 May 2009Document3 pagesOpen Letter To Honourable Shri Ashok Gehlot, Chief Minister of Rajasthan 31 May 2009Prof. Prithvi Singh KandhalNo ratings yet
- Roads in India - Designed To Fail ?Document36 pagesRoads in India - Designed To Fail ?Prof. Prithvi Singh Kandhal100% (6)
- Guidelines On Waterproofing PDFDocument45 pagesGuidelines On Waterproofing PDFjamjam75No ratings yet
- Astm e 329Document8 pagesAstm e 329Zahoor Ahmed MohsanNo ratings yet
- Joints For Concrete Pipe, Manholes, and Precast Box Sections Using Preformed Flexible Joint SealantsDocument4 pagesJoints For Concrete Pipe, Manholes, and Precast Box Sections Using Preformed Flexible Joint SealantsRenish Regi100% (1)
- Pavement Materials SyllabusDocument29 pagesPavement Materials SyllabusMohammed Abdul QuddusNo ratings yet
- Viking PumpDocument36 pagesViking PumpSakir Zak100% (2)
- Asphalt Refinery Operation and Products GuideDocument104 pagesAsphalt Refinery Operation and Products GuideKholis FindmeNo ratings yet
- Irc DesignDocument48 pagesIrc DesignHasumati Solanki100% (1)
- Q C T Formets PMGSYDocument56 pagesQ C T Formets PMGSYBilal Ahmed BarbhuiyaNo ratings yet
- Marshall Stability Test (Ini Machiem)Document7 pagesMarshall Stability Test (Ini Machiem)Azrol Azmir Long100% (1)
- CHAPTER 20 1ST WORKING DRAFT FOR COMMENT 20 Apr 2018 PDFDocument55 pagesCHAPTER 20 1ST WORKING DRAFT FOR COMMENT 20 Apr 2018 PDFforbeskaNo ratings yet
- Asphalt Core Brochure PDFDocument6 pagesAsphalt Core Brochure PDFJinhan Kim100% (1)
- QC in Flexible PavementsDocument125 pagesQC in Flexible PavementsSreedhar BhuduruNo ratings yet
- Influence of Pavement Reflectance On Lighting For Parking LotsDocument46 pagesInfluence of Pavement Reflectance On Lighting For Parking LotsHùng NguyễnNo ratings yet
- Chapter 2 - Highway Maintenance and RehabilitationDocument77 pagesChapter 2 - Highway Maintenance and RehabilitationNathanNo ratings yet
- Use Readymade, Idiotproof, Permanent Pothole Patching Mix Throughout The YearDocument5 pagesUse Readymade, Idiotproof, Permanent Pothole Patching Mix Throughout The YearProf. Prithvi Singh Kandhal100% (1)
- PDF BITUMEN 100-150 PEN ECDocument1 pagePDF BITUMEN 100-150 PEN ECFa YongNo ratings yet