You might also like
- Physics Invstigatory ProjectDocument13 pagesPhysics Invstigatory ProjectLakshitha SKNo ratings yet
- DR Tian Sing NG, BOSFA Fibres For Crack Control PDFDocument68 pagesDR Tian Sing NG, BOSFA Fibres For Crack Control PDFsaiNo ratings yet
- Grades Are Usually Available. Such Grades May Differ in The Following WaysDocument3 pagesGrades Are Usually Available. Such Grades May Differ in The Following WaysGłfghh GhklNo ratings yet
- Chapter 13Document57 pagesChapter 13VINCENT TUNG HUA TANGNo ratings yet
- FINAL Review - Lecture - Composits (Series 2016) 61 FramesDocument62 pagesFINAL Review - Lecture - Composits (Series 2016) 61 FramesRoland DavidNo ratings yet
- CM NotesDocument136 pagesCM NotesFayaz KhanNo ratings yet
- Nature of Chemical Attacks On Plastic and RubbersDocument7 pagesNature of Chemical Attacks On Plastic and RubberskayodeNo ratings yet
- Week 5 and 6-ODLDocument54 pagesWeek 5 and 6-ODLaymaNo ratings yet
- Mechanical and Water Absorption Behavior of Sisal and Banana Fiber CompositesDocument49 pagesMechanical and Water Absorption Behavior of Sisal and Banana Fiber CompositesKutty AravindNo ratings yet
- Composite MaterialDocument67 pagesComposite MaterialQs 19No ratings yet
- Composite MaterialsDocument36 pagesComposite MaterialsCarlo TorresNo ratings yet
- ExtendersDocument2 pagesExtendersSdkmega HhNo ratings yet
- Classification of Composite MaterialsDocument4 pagesClassification of Composite MaterialsSreejith S NairNo ratings yet
- Classification of Composite MaterialsDocument4 pagesClassification of Composite MaterialsSreejith S Nair100% (1)
- Polymer Additives: Fillers & ReinforcementsDocument5 pagesPolymer Additives: Fillers & ReinforcementsHina Ibrahim100% (1)
- A Composite Is Any Material Made of More Than One ComponentDocument10 pagesA Composite Is Any Material Made of More Than One ComponentKingchemNo ratings yet
- Tailoring Composite MaterialsDocument23 pagesTailoring Composite MaterialsRama Rifqi100% (1)
- Composites MaterialDocument47 pagesComposites MaterialNarkedamilli Tulasi RadhaNo ratings yet
- Advantages and DisadvantagesDocument7 pagesAdvantages and DisadvantagesAzmeer AsryNo ratings yet
- 17 - Composite MaterialsDocument22 pages17 - Composite MaterialsNoman Shah100% (1)
- Composite Material NotesDocument19 pagesComposite Material NotesManjunath ShettarNo ratings yet
- Particle Reinforced CompositesDocument4 pagesParticle Reinforced CompositesJoana CajucomNo ratings yet
- Mee 402 Act 1Document9 pagesMee 402 Act 1Missy ForlajeNo ratings yet
- Module 1 - Introduction To CompositesDocument9 pagesModule 1 - Introduction To CompositessathvikNo ratings yet
- Fiber Reinforced Plastic in Sandwich PanelsDocument21 pagesFiber Reinforced Plastic in Sandwich PanelsNaag RajNo ratings yet
- Sabarimani ThesisDocument47 pagesSabarimani Thesissanthoash PrabhakaranNo ratings yet
- MSE 413 Final Study GuideDocument11 pagesMSE 413 Final Study Guideharlow6winfield6adamNo ratings yet
- General Introduction Introduction of Composites: Historical Development / Historical Overview: PastDocument514 pagesGeneral Introduction Introduction of Composites: Historical Development / Historical Overview: PastMuthuvel MNo ratings yet
- Article 2002 Fillers and Surface Treatment 1464-391x (02) 80103-9Document3 pagesArticle 2002 Fillers and Surface Treatment 1464-391x (02) 80103-9Trevor J. HutleyNo ratings yet
- Unit - I Introduction of Composites: Figure (1) : Composite Korean BowDocument61 pagesUnit - I Introduction of Composites: Figure (1) : Composite Korean Bowu2b11517No ratings yet
- Composites Material 4 Edition CallisterDocument5 pagesComposites Material 4 Edition CallisterDwi AntoroNo ratings yet
- Rubber Lecture by Dr. Qahtan 09Document7 pagesRubber Lecture by Dr. Qahtan 09Pranshu Jain100% (1)
- Delamination of Sandwich CompositesDocument25 pagesDelamination of Sandwich CompositesK@l¡to$No ratings yet
- Application and Processing of PolymerDocument38 pagesApplication and Processing of PolymerJohn Mark Manalo RosalesNo ratings yet
- SP Guide To CompositesDocument69 pagesSP Guide To CompositesCefirel_grifonNo ratings yet
- Baldan2004a Article Adhesively-bondedJointsAndRepaDocument49 pagesBaldan2004a Article Adhesively-bondedJointsAndRepamastourNo ratings yet
- Mineral Fillers in RubberDocument47 pagesMineral Fillers in RubberDarshan ShahNo ratings yet
- Composites Innit ButtDocument21 pagesComposites Innit ButtRyan DelaCourtNo ratings yet
- Nonmetallic Materials: Plastics, Elastomers, Ceramics and CompositesDocument38 pagesNonmetallic Materials: Plastics, Elastomers, Ceramics and CompositesMariane Braganza100% (2)
- Composite Materials NotesDocument9 pagesComposite Materials NotesHareesh R IyerNo ratings yet
- Polymer CompositeDocument8 pagesPolymer CompositeMuhammad AhmedNo ratings yet
- Effect Matrix Toughness Composite Fracture BehaviorDocument13 pagesEffect Matrix Toughness Composite Fracture BehaviormshameliNo ratings yet
- TOPIC 11 Composite Materials (Notes)Document16 pagesTOPIC 11 Composite Materials (Notes)Kaynine KikoNo ratings yet
- COMPOSITES FinalDocument29 pagesCOMPOSITES FinalJOSEPH REFUERZONo ratings yet
- Module-1: General Introduction M1: General Introduction M1.1 Introduction of CompositesDocument35 pagesModule-1: General Introduction M1: General Introduction M1.1 Introduction of CompositesANo ratings yet
- CFRC Tougening MechDocument17 pagesCFRC Tougening MechTayfun KoçakNo ratings yet
- Lecture NotesDocument44 pagesLecture NotesRaj KumarNo ratings yet
- Project Report PDFDocument38 pagesProject Report PDFLogic Manju71% (14)
- Particle Reinforced Composites & Fiber Reinforced CompositesDocument24 pagesParticle Reinforced Composites & Fiber Reinforced CompositesArshadNo ratings yet
- Finite Element Analysis of Delamination in Laminated Composite PlatesDocument44 pagesFinite Element Analysis of Delamination in Laminated Composite PlatesSrini RaoNo ratings yet
- Fabricate A Product From NFRCDocument14 pagesFabricate A Product From NFRCjobiraprintingNo ratings yet
- Flexible Polymer-Cement Repair Materials PDFDocument6 pagesFlexible Polymer-Cement Repair Materials PDFBiggie Tafadzwa GanyoNo ratings yet
- Composite Materials Part 1Document300 pagesComposite Materials Part 1PethurajNo ratings yet
- Basics of Composite MaterialsDocument47 pagesBasics of Composite Materialsandrw1987No ratings yet
- Development of Graphite Particles Filled Epoxy Resin Composite Material and Its Erosive Wear BehaviorDocument3 pagesDevelopment of Graphite Particles Filled Epoxy Resin Composite Material and Its Erosive Wear BehaviorDeepak KumarNo ratings yet
- Composite Material: From Wikipedia, The Free EncyclopediaDocument11 pagesComposite Material: From Wikipedia, The Free EncyclopediaGurudas PaiNo ratings yet
- Plastic Molding BaseDocument98 pagesPlastic Molding BaseKodhansNo ratings yet
- Confinement Concrete With TRM - CPERLOT - NOBATEKDocument8 pagesConfinement Concrete With TRM - CPERLOT - NOBATEKSaba MohsinNo ratings yet
- Composite Materials1Document11 pagesComposite Materials1Govind JhaNo ratings yet
- Composite Materials: Nurul Farahin BT MusaDocument30 pagesComposite Materials: Nurul Farahin BT MusaAhmad Faiz ShahidinNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Plastics as Corrosion-Resistant Materials: The Commonwealth and International Library: Plastics DivisionFrom EverandPlastics as Corrosion-Resistant Materials: The Commonwealth and International Library: Plastics DivisionNo ratings yet
- Ethylene-Vinyl Acetate (EVA) Polymers With A Vinyl Acetate Content of 10-15 MoleDocument1 pageEthylene-Vinyl Acetate (EVA) Polymers With A Vinyl Acetate Content of 10-15 MoleGłfghh GhklNo ratings yet
- Ethylene-Propylene Diene Polymethylene (Epdm)Document3 pagesEthylene-Propylene Diene Polymethylene (Epdm)Głfghh GhklNo ratings yet
- CHL O Rinated P Olyethylene (Cpe)Document2 pagesCHL O Rinated P Olyethylene (Cpe)Głfghh GhklNo ratings yet
- Polyimide (Pi)Document4 pagesPolyimide (Pi)Głfghh GhklNo ratings yet
- Polyamide: NomenclatureDocument9 pagesPolyamide: NomenclatureGłfghh GhklNo ratings yet
- Incorporation of A Chemical Compound Which Decomposes at Some Stage of The Processing OperationDocument1 pageIncorporation of A Chemical Compound Which Decomposes at Some Stage of The Processing OperationGłfghh GhklNo ratings yet
- Lubricants and Flow PromotersDocument2 pagesLubricants and Flow PromotersGłfghh GhklNo ratings yet
- Ultraviolet Absorbers and Related MaterialsDocument1 pageUltraviolet Absorbers and Related MaterialsGłfghh GhklNo ratings yet
- BleedingDocument1 pageBleedingGłfghh GhklNo ratings yet
- Poly Vinyl ChlorideDocument2 pagesPoly Vinyl ChlorideGłfghh GhklNo ratings yet
- Plasticisers and Softeners.: BleedingDocument2 pagesPlasticisers and Softeners.: BleedingGłfghh GhklNo ratings yet
- Grades Are Usually Available. Such Grades May Differ in The Following WaysDocument3 pagesGrades Are Usually Available. Such Grades May Differ in The Following WaysGłfghh GhklNo ratings yet
- Igcse Physics 3ed TR End of Chapter Test 4Document6 pagesIgcse Physics 3ed TR End of Chapter Test 4??50% (2)
- Aps Bisalloy 80 DatasheetDocument12 pagesAps Bisalloy 80 Datasheetst_calvoNo ratings yet
- 3.syllabus (Solid State Physics) OptionalDocument2 pages3.syllabus (Solid State Physics) OptionalMuhammad Hasan RazaNo ratings yet
- Chemical KineticsDocument3 pagesChemical Kineticsnimitsigotiya2No ratings yet
- Procedimiento para Reparar La Bomba de AguaDocument4 pagesProcedimiento para Reparar La Bomba de AguaJose A. Basanta H.No ratings yet
- DPP-1 Simple Harmonic MotionDocument7 pagesDPP-1 Simple Harmonic MotionHarika NKNo ratings yet
- Impulse (Pelton) Water Turbine: (HioiDocument1 pageImpulse (Pelton) Water Turbine: (HioicayovinNo ratings yet
- MSC in Radiological PhysicsDocument27 pagesMSC in Radiological PhysicsHirakjyoti GoswamiNo ratings yet
- SP6 (4) 1969Document59 pagesSP6 (4) 1969SourabhAdikeNo ratings yet
- Cryogenic Transfer Line ChilldownDocument10 pagesCryogenic Transfer Line ChilldownIgnacio ChaparroNo ratings yet
- Chapter - 1 - General PhysicsDocument7 pagesChapter - 1 - General PhysicsMohammed Aftab AhmedNo ratings yet
- Boiler Stack Height Calculation From DLDocument2 pagesBoiler Stack Height Calculation From DLNasrul HazimNo ratings yet
- Louis Kahn and The Art of LightDocument2 pagesLouis Kahn and The Art of LightTaher Kachwala100% (1)
- 2020 Exercises For Membrane TechnologyDocument2 pages2020 Exercises For Membrane Technologyanitha100% (1)
- Sheet 1Document10 pagesSheet 1محمود بسيوني نصارNo ratings yet
- AC System General Diagnostic ProceduresDocument7 pagesAC System General Diagnostic Proceduresgentiles mdqNo ratings yet
- Condenser - System DescriptionDocument2 pagesCondenser - System DescriptiondnbinhNo ratings yet
- Advances in Rockfill StructuresDocument27 pagesAdvances in Rockfill StructuresHesbon MoriasiNo ratings yet
- Waste Plastic Modified BituminDocument11 pagesWaste Plastic Modified BituminMd.imthiyazNo ratings yet
- The Music of The Universe (ENG)Document4 pagesThe Music of The Universe (ENG)Leonardo RubinoNo ratings yet
- TrueDocument12 pagesTrueThree AuNo ratings yet
- Che 314 6 CleverDocument6 pagesChe 314 6 CleverSeele TlhagaNo ratings yet
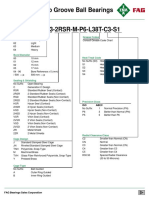
- FAG PartShematicDocument12 pagesFAG PartShematichazem100% (1)
- PDT 202: Heat Transfer: Chapter 7: Heat Exchangers (Lecture 2)Document38 pagesPDT 202: Heat Transfer: Chapter 7: Heat Exchangers (Lecture 2)mehul rabari100% (1)
- Ch. 23 - Electric-PotentialDocument32 pagesCh. 23 - Electric-PotentialShehab AshrafNo ratings yet
- Axial Compressor CalculationDocument8 pagesAxial Compressor CalculationJiun Cai OngNo ratings yet
- Science Q4 Wk3 D4Document20 pagesScience Q4 Wk3 D4Rowena Samiana PomboNo ratings yet
- Circular Motion Practice PDFDocument6 pagesCircular Motion Practice PDFTJ CooperNo ratings yet