You might also like
- Influence of CMM Scanning Speed andDocument7 pagesInfluence of CMM Scanning Speed andnguyeenx nghiaNo ratings yet
- SPI Inspection Techniques in The SMT LineDocument5 pagesSPI Inspection Techniques in The SMT LineGuilherme Dos Santos MoreiraNo ratings yet
- Variation Aware Custom Ic Design PVT Corners Monte CarloDocument6 pagesVariation Aware Custom Ic Design PVT Corners Monte CarloSyed Murtuza HasnainNo ratings yet
- Microhardness Testing: Common Problems inDocument5 pagesMicrohardness Testing: Common Problems inksNo ratings yet
- 3 and 6 Sigma Standard DeviationDocument5 pages3 and 6 Sigma Standard DeviationMohammed AbdulNo ratings yet
- Die Simulation:: Measure, Mitigate, Control, Compensate For SpringbackDocument4 pagesDie Simulation:: Measure, Mitigate, Control, Compensate For Springbackwaqar mansoorNo ratings yet
- Technical Monograph 49-Control Valve Impzact On Loop Performance PDFDocument16 pagesTechnical Monograph 49-Control Valve Impzact On Loop Performance PDFNaser JahangiriNo ratings yet
- Chapter 4Document2 pagesChapter 4sen.sulekhaNo ratings yet
- Six Sigma Metric Analysis For Analytical Testing Processes: DiagnosticsDocument9 pagesSix Sigma Metric Analysis For Analytical Testing Processes: DiagnosticsHichou LezardNo ratings yet
- MEP04 Process Variability & Process CapabilityDocument24 pagesMEP04 Process Variability & Process CapabilityRik PtlNo ratings yet
- Automatic Solder Paste Printer Positional Feedback ControlDocument8 pagesAutomatic Solder Paste Printer Positional Feedback ControlTin NguyenNo ratings yet
- WP FDM AccuracyMyth A4 0116a WebDocument9 pagesWP FDM AccuracyMyth A4 0116a WebSINo ratings yet
- Machine Capability Study VGDocument10 pagesMachine Capability Study VGAbhishek RanjanNo ratings yet
- Application of Six Sigma in Automobile Industry: March 2016Document7 pagesApplication of Six Sigma in Automobile Industry: March 2016Werdah WaqarNo ratings yet
- WhitePaper AVEVA MethodologyforAdvancedProcessControl 10-19Document5 pagesWhitePaper AVEVA MethodologyforAdvancedProcessControl 10-19Emilce GarciaNo ratings yet
- 1995g Impc UP SupervisorDocument6 pages1995g Impc UP SupervisorDirceu NascimentoNo ratings yet
- 5 - Process CapabilityDocument50 pages5 - Process CapabilityWilliam BautistaNo ratings yet
- How To Calculate Sigma Level For A ProcessDocument9 pagesHow To Calculate Sigma Level For A ProcessmaherkamelNo ratings yet
- Statistical Process ControlDocument8 pagesStatistical Process ControlFrancisco Javier Vargas ChavezNo ratings yet
- PCT Paper3 05 2Document15 pagesPCT Paper3 05 2arun_murthyNo ratings yet
- 1995 Impc Usim Pac Mineral Processing Simulator Supervisor PDFDocument6 pages1995 Impc Usim Pac Mineral Processing Simulator Supervisor PDFLuis Steiler Cespedes CastilloNo ratings yet
- Condition Monitoring - Always A Painful Experience?Document2 pagesCondition Monitoring - Always A Painful Experience?JHON ANGEL VARGAS HUAHUASONCCONo ratings yet
- By Arun Mohan Gurukulam College of Engineering,: Module - VDocument39 pagesBy Arun Mohan Gurukulam College of Engineering,: Module - VNajih nazerNo ratings yet
- Severn Guranteed AccuracyDocument7 pagesSevern Guranteed AccuracydharankmuraliNo ratings yet
- Downloaded From WWW - Ktunotes.in: by Arun Mohan Gurukulam College of EngineeringDocument39 pagesDownloaded From WWW - Ktunotes.in: by Arun Mohan Gurukulam College of EngineeringBibin K SNo ratings yet
- Chapter 13 - Six SigmaDocument6 pagesChapter 13 - Six SigmaCathy LacernaNo ratings yet
- Six Sigma Math Primer PDFDocument16 pagesSix Sigma Math Primer PDFajayikayode100% (1)
- AlignmentDocument6 pagesAlignmentShams TabrezNo ratings yet
- Eng-The Effect of 1 Sigma Jump in Apparel Manufacturing-G N Venkatesha BabuDocument6 pagesEng-The Effect of 1 Sigma Jump in Apparel Manufacturing-G N Venkatesha BabuImpact JournalsNo ratings yet
- Why Are My Results Inaccurate?Document5 pagesWhy Are My Results Inaccurate?yaseen90azizNo ratings yet
- CMM Research PaperDocument6 pagesCMM Research Papergtnntxwgf100% (1)
- Module 3 - Simulation of Crushing and ScreeningDocument6 pagesModule 3 - Simulation of Crushing and ScreeningJesus SanchezNo ratings yet
- AA V2 I4 Multibody DynamicsDocument3 pagesAA V2 I4 Multibody DynamicsArnab DuttaNo ratings yet
- Wave Solder Process Improvement Project Example - MFT 2005 09 PDFDocument8 pagesWave Solder Process Improvement Project Example - MFT 2005 09 PDFJoanne MagbayaoNo ratings yet
- 3+six Sigma+AnalyzeDocument41 pages3+six Sigma+AnalyzePablo RípodasNo ratings yet
- Process Improvement of Liquid Filling Machine Using Six Sigma MethodologyDocument5 pagesProcess Improvement of Liquid Filling Machine Using Six Sigma MethodologyMarwa ARNo ratings yet
- Process Capability: 99.73% of parts lie within the 6 σ limitsDocument10 pagesProcess Capability: 99.73% of parts lie within the 6 σ limitsrm_muruganNo ratings yet
- UNIT V - MQC NewDocument4 pagesUNIT V - MQC NewsathiaNo ratings yet
- SimpfliedMachineDesign 05 30 FINAL White PaperDocument8 pagesSimpfliedMachineDesign 05 30 FINAL White PaperIgor FernandesNo ratings yet
- Field Calibrators & Field Device ManagementDocument13 pagesField Calibrators & Field Device ManagementVignesh RajanNo ratings yet
- Six Sigma Is A Business Process, Not A Human Relations ProgramDocument45 pagesSix Sigma Is A Business Process, Not A Human Relations ProgramparasNo ratings yet
- Assignments-Mba Sem-Iii: Subject Code: MB0035Document12 pagesAssignments-Mba Sem-Iii: Subject Code: MB0035Mithesh KumarNo ratings yet
- New Technology For Closed-Loop System IdentificationDocument5 pagesNew Technology For Closed-Loop System IdentificationAnonymous yugocxnNo ratings yet
- Statistika U Proizvodnji CP, CPK, (En)Document10 pagesStatistika U Proizvodnji CP, CPK, (En)milanstrNo ratings yet
- Curve Correction in Atomic Absorption: Application NoteDocument6 pagesCurve Correction in Atomic Absorption: Application NoteShirle Palomino MercadoNo ratings yet
- Costing Theory: Golden Rule To Clear Costing SubjectDocument82 pagesCosting Theory: Golden Rule To Clear Costing SubjectKumar SwamyNo ratings yet
- Anexo 1 JAWWA - Defining CalibrationDocument4 pagesAnexo 1 JAWWA - Defining CalibrationDaniela Valencia CanoNo ratings yet
- Important Ams13 PDFDocument17 pagesImportant Ams13 PDFRakeshNo ratings yet
- WELD QUALITY VALIDATION 1352552132 Microtip Weld Quality Sample SizeDocument2 pagesWELD QUALITY VALIDATION 1352552132 Microtip Weld Quality Sample SizealbertoNo ratings yet
- Virtual MachiningDocument15 pagesVirtual MachiningmanjusitNo ratings yet
- How Accurate Is Accurate Parts 1-2-3Document10 pagesHow Accurate Is Accurate Parts 1-2-3wlmostiaNo ratings yet
- GuardDocument6 pagesGuardapsomoulNo ratings yet
- AM - E - Book - Managing Machine ShopDocument14 pagesAM - E - Book - Managing Machine ShopTamil SelvanNo ratings yet
- Alignment Pitfalls - How To Identify and Eliminate Them: "Can I Successfully Align The Machine?"Document6 pagesAlignment Pitfalls - How To Identify and Eliminate Them: "Can I Successfully Align The Machine?"Erika Ramos QuezadaNo ratings yet
- 14377A IC C-D v8.3 Release NotesDocument2 pages14377A IC C-D v8.3 Release NotesСергей КакаровNo ratings yet
- Slicing 1Document7 pagesSlicing 1Brandon KohnNo ratings yet
- Six Sigma LEANDocument7 pagesSix Sigma LEANAkshita MuskanNo ratings yet
- Software for Roundoff Analysis of Matrix AlgorithmsFrom EverandSoftware for Roundoff Analysis of Matrix AlgorithmsRating: 3 out of 5 stars3/5 (1)
- Hempaline Defend en GroupDocument10 pagesHempaline Defend en GroupMohamed NouzerNo ratings yet
- Ral ChartDocument10 pagesRal ChartShravan ThangallapalliNo ratings yet
- Hempaline External FlyerDocument2 pagesHempaline External FlyerMohamed NouzerNo ratings yet
- Profiler 8 Tutorial Rev 10Document93 pagesProfiler 8 Tutorial Rev 10Mohamed NouzerNo ratings yet
- PDS - SP 8888 - High Temperature Novolac Pipeline Coating - 2017 03 13 PDFDocument3 pagesPDS - SP 8888 - High Temperature Novolac Pipeline Coating - 2017 03 13 PDFMohamed NouzerNo ratings yet
- PDS STRATA EPOXY HT 35590 en-GB PDFDocument3 pagesPDS STRATA EPOXY HT 35590 en-GB PDFMohamed Nouzer0% (1)
- PDS MAESTRO PRO FILLER 38810 en-GB PDFDocument1 pagePDS MAESTRO PRO FILLER 38810 en-GB PDFMohamed NouzerNo ratings yet
- Hempaline Internal Use OnlyDocument2 pagesHempaline Internal Use OnlyMohamed NouzerNo ratings yet
- PDS STRATA EPOXY MT 45520 en-GB PDFDocument2 pagesPDS STRATA EPOXY MT 45520 en-GB PDFMohamed NouzerNo ratings yet
- Chersterton Arc S2 PDFDocument1 pageChersterton Arc S2 PDFMohamed NouzerNo ratings yet
- Chersterton Arc 982 PDFDocument2 pagesChersterton Arc 982 PDFMohamed Nouzer100% (1)
- Hempel'S Topaz Matt Emulsion 588meDocument2 pagesHempel'S Topaz Matt Emulsion 588meMohamed NouzerNo ratings yet
- 588ME - Fire Rating PDF J176617-SR090305BS 476 PT 7 AirGap PDF 1 PDFDocument13 pages588ME - Fire Rating PDF J176617-SR090305BS 476 PT 7 AirGap PDF 1 PDFMohamed NouzerNo ratings yet
- Hempaline External Flyer PDFDocument2 pagesHempaline External Flyer PDFMohamed NouzerNo ratings yet
- Case Study For - Dolphin Energy Qatar PDFDocument2 pagesCase Study For - Dolphin Energy Qatar PDFMohamed NouzerNo ratings yet
- Interline 985+ds+eng PDFDocument4 pagesInterline 985+ds+eng PDFMohamed NouzerNo ratings yet
- Polibrid 705E Approved Database PDFDocument4 pagesPolibrid 705E Approved Database PDFMohamed NouzerNo ratings yet
- Interline 982+ds+eng PDFDocument4 pagesInterline 982+ds+eng PDFMohamed NouzerNo ratings yet
- Interline 975+wp+eng PDFDocument8 pagesInterline 975+wp+eng PDFMohamed NouzerNo ratings yet
- Interline 984+ds+eng PDFDocument4 pagesInterline 984+ds+eng PDFMohamed NouzerNo ratings yet
- Interline 983+ds+eng PDFDocument4 pagesInterline 983+ds+eng PDFMohamed NouzerNo ratings yet
- Interline 984+br+eng PDFDocument2 pagesInterline 984+br+eng PDFMohamed NouzerNo ratings yet
- Business Continuity Template ReportDocument4 pagesBusiness Continuity Template ReportHostmaster BIOSNo ratings yet
- Oracle Fusion Middleware Developer GuideDocument1,422 pagesOracle Fusion Middleware Developer GuideahsunNo ratings yet
- Lita AnalizaclimatuluiDocument16 pagesLita AnalizaclimatuluiVladu MarianNo ratings yet
- Cover Letter For Content Writer With No ExperienceDocument6 pagesCover Letter For Content Writer With No Experiencebcrqhr1n100% (2)
- Mock Job InterviewDocument2 pagesMock Job InterviewGe LoNo ratings yet
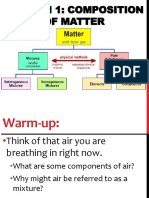
- 15.1 Composition of MatterDocument23 pages15.1 Composition of MatterKunal GaikwadNo ratings yet
- PH Metru 913 MetrohmDocument8 pagesPH Metru 913 MetrohmCorina StanculescuNo ratings yet
- Notebook Three: Leadership Begins With An AttitudeDocument19 pagesNotebook Three: Leadership Begins With An AttitudeJessie James YapaoNo ratings yet
- Data Profiling OverviewDocument11 pagesData Profiling OverviewyprajuNo ratings yet
- An Introduction To Windows Communication FoundationDocument18 pagesAn Introduction To Windows Communication FoundationArdit MeziniNo ratings yet
- Cse 102 Day 25Document15 pagesCse 102 Day 25Lizabeth HoehnNo ratings yet
- Audit Report Summary and ConclusionDocument13 pagesAudit Report Summary and ConclusionSunday OluwoleNo ratings yet
- Bihar SI Mains Syllabus-024b287317594Document3 pagesBihar SI Mains Syllabus-024b287317594Aryan KhanNo ratings yet
- Management Problem, Research Objective, HypothesisDocument22 pagesManagement Problem, Research Objective, Hypothesishumairjafri2011No ratings yet
- Cisco TCL IvrDocument256 pagesCisco TCL IvrKarol HermickiNo ratings yet
- Basic Computer Operation and ConceptsDocument3 pagesBasic Computer Operation and ConceptsMaila Mejia TalamisanNo ratings yet
- Chapter #06 GravitationDocument13 pagesChapter #06 GravitationSIR USMAN KHANNo ratings yet
- Solman PDFDocument71 pagesSolman PDFdav00034No ratings yet
- Marchel Solis Research PerseveranceDocument10 pagesMarchel Solis Research PerseveranceTata Duero LachicaNo ratings yet
- Interaction Diagrams Components: ObjectDocument4 pagesInteraction Diagrams Components: ObjectrekhathiyagarajanNo ratings yet
- Promoting Change Through Paradoxical Therapy - Gerald Weeks PDFDocument575 pagesPromoting Change Through Paradoxical Therapy - Gerald Weeks PDFmarina_apsi100% (2)
- Ethical Theories AssignmentDocument6 pagesEthical Theories AssignmentHarvard TutorNo ratings yet
- Computerized Transcript Management SystemDocument32 pagesComputerized Transcript Management SystemSolomon olorunlekeNo ratings yet
- Lab Manual Molecular BiologyDocument19 pagesLab Manual Molecular BiologyLockerLingNo ratings yet
- TG 9780060598242Document12 pagesTG 9780060598242Diego Escobar0% (1)
- ConCeptUalizing The Paternal FUnCtion: MALENESS, MASCuLINITY, OR THIRDNESS?Document8 pagesConCeptUalizing The Paternal FUnCtion: MALENESS, MASCuLINITY, OR THIRDNESS?Keren Malchi0% (1)
- The Cultural Backdrop To Prospection: Exploring The Relevance of Time-Space DistanciationDocument16 pagesThe Cultural Backdrop To Prospection: Exploring The Relevance of Time-Space DistanciationJogy GeorgeNo ratings yet
- Brun&Beslier (1996) Mantle ExhumationDocument13 pagesBrun&Beslier (1996) Mantle ExhumationClarisse FernandesNo ratings yet
- Java Training - DisysDocument12 pagesJava Training - DisysArun KiliyaraNo ratings yet
- Versi English - Modul Praktikum Kimia Analitik 2018Document50 pagesVersi English - Modul Praktikum Kimia Analitik 2018Armiati AbdullahNo ratings yet