You might also like
- Ammonia How Much Catalyst Is Needed ForDocument10 pagesAmmonia How Much Catalyst Is Needed Forboris fernandezNo ratings yet
- Ammonia PDFDocument49 pagesAmmonia PDFmfruge7No ratings yet
- Efficient Opération of N Ha Plant at Reduced RatesDocument16 pagesEfficient Opération of N Ha Plant at Reduced RatesNabiya ZahidNo ratings yet
- AmmoniaDocument2 pagesAmmoniaMuhamad KhairuddinNo ratings yet
- Methanol Process: m3000 - m7000 - m2000cDocument7 pagesMethanol Process: m3000 - m7000 - m2000cMuhammad NaeemNo ratings yet
- Ammonia As An Energy Carrier: Evaluation of The Energetic Efficiency of The Production-Transportation-Utilization ChainDocument7 pagesAmmonia As An Energy Carrier: Evaluation of The Energetic Efficiency of The Production-Transportation-Utilization ChainHernan CortezNo ratings yet
- InstallationofS50inAmmoniaPlantsDocument16 pagesInstallationofS50inAmmoniaPlantsdupe2010No ratings yet
- Topsoe MethanolDocument14 pagesTopsoe Methanolk_selv321100% (2)
- Clariant Brochure Methanol Synthesis 201711 ENDocument16 pagesClariant Brochure Methanol Synthesis 201711 ENCrystal DaiNo ratings yet
- Revamp of Liaohes Ammonia Plant With KRES Technology To Reduce Natural Gas UsageDocument10 pagesRevamp of Liaohes Ammonia Plant With KRES Technology To Reduce Natural Gas UsageHussain FakhruddinNo ratings yet
- Lurgi MegamethanolDocument8 pagesLurgi MegamethanolAngeloNo ratings yet
- 24th Annual International Pittsburgh Coal 2007 WixDocument10 pages24th Annual International Pittsburgh Coal 2007 WixAmauche OgeNo ratings yet
- Ammonia Technology TodayDocument22 pagesAmmonia Technology Todayrvnesari100% (3)
- Optimal Design of Synthesis Gas Reformers for Ammonia ProductionDocument9 pagesOptimal Design of Synthesis Gas Reformers for Ammonia ProductionAlbert PowaNo ratings yet
- Process Description Fact Uc - Fertliser PlantsDocument13 pagesProcess Description Fact Uc - Fertliser PlantsShivahari GopalakrishnanNo ratings yet
- Optimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineDocument12 pagesOptimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineMuhammad ImranNo ratings yet
- Impact of A Low Methanol Low Temperature Shift Catalyst at Petrokemija - AmmoniaKnowHowDocument26 pagesImpact of A Low Methanol Low Temperature Shift Catalyst at Petrokemija - AmmoniaKnowHowTitu YadavNo ratings yet
- BTEX in GDUDocument19 pagesBTEX in GDUAnonymous QSfDsVxjZNo ratings yet
- Post Revamp Modifications in Urea Plant K.L.Singh, N.I. Patel, BPS MehtaDocument7 pagesPost Revamp Modifications in Urea Plant K.L.Singh, N.I. Patel, BPS MehtamfhasnainNo ratings yet
- "New Reforming Concepts For Large Scale NH Plants": Paper AbstractDocument17 pages"New Reforming Concepts For Large Scale NH Plants": Paper AbstractAlfonso Blanco100% (1)
- Production of Ammonia at Relatively Low P, T: Aspen Process Economic AnalysisDocument6 pagesProduction of Ammonia at Relatively Low P, T: Aspen Process Economic Analysisroaanaseem267No ratings yet
- Advanced Gas-Heated Reformer: P. W. FarneilDocument9 pagesAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoNo ratings yet
- Ammonia Synthesis EquilibriumDocument28 pagesAmmonia Synthesis EquilibriumRaga BimaNo ratings yet
- Archive of SID: Purge Gas Recovery in Ammonia PlantsDocument8 pagesArchive of SID: Purge Gas Recovery in Ammonia PlantsWilly ChandraNo ratings yet
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDocument13 pagesTopsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantSyariful Maliki NejstaršíNo ratings yet
- Ilide.info Urea Aspen Tutrial Pr c059f4c3dfad02665c1d8fd8a5b175b2Document19 pagesIlide.info Urea Aspen Tutrial Pr c059f4c3dfad02665c1d8fd8a5b175b2rycciamoraNo ratings yet
- Optimization of Steam Usage For A Chemical Process: AB 2023 Rev. 11.08Document2 pagesOptimization of Steam Usage For A Chemical Process: AB 2023 Rev. 11.08john doeNo ratings yet
- Megammonia - The Mega-Ammonia Process For The New Century: DR William L E Davey Ceng, Micheme, DR Thomas WurzelDocument9 pagesMegammonia - The Mega-Ammonia Process For The New Century: DR William L E Davey Ceng, Micheme, DR Thomas Wurzelvaratharajan g rNo ratings yet
- 16-02 GTP PresentationDocument20 pages16-02 GTP PresentationHamed MolaviNo ratings yet
- KBR Blue Ammonia BrochureDocument8 pagesKBR Blue Ammonia BrochureSuryo BrahmantioNo ratings yet
- Ammonia TechnologyDocument13 pagesAmmonia TechnologyMihaela Popescu-NeagoeNo ratings yet
- Proven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFDocument12 pagesProven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFAngeloNo ratings yet
- Removal and Disposal of BTEX Components From Amine Plant Acid Gas StreamsDocument5 pagesRemoval and Disposal of BTEX Components From Amine Plant Acid Gas StreamsMamank Ira SudrajatNo ratings yet
- Economic Aspects of Setting Up Purge Gas Recovery Unit (PGRU) With Ammonia Production ProcessDocument7 pagesEconomic Aspects of Setting Up Purge Gas Recovery Unit (PGRU) With Ammonia Production ProcessWilly ChandraNo ratings yet
- Advanced Ammonia OptimizeDocument13 pagesAdvanced Ammonia OptimizeShariq AliNo ratings yet
- Topsoe Sorensen Cost Efficient Methanol Production Mar17Document24 pagesTopsoe Sorensen Cost Efficient Methanol Production Mar17Helix100% (1)
- NFL Panipat Unit Profile: How It Achieved 16% of India's Urea Production CapacityDocument11 pagesNFL Panipat Unit Profile: How It Achieved 16% of India's Urea Production CapacitySumit KatreNo ratings yet
- Natural Gas Desulfurization Processby MEAAmine Thepreferable Engineering Design ProcedureDocument6 pagesNatural Gas Desulfurization Processby MEAAmine Thepreferable Engineering Design Procedurejose arnisto ivNo ratings yet
- 1.1 Ammonia: 1.1.1 Some Important Properties of AmmoniaDocument79 pages1.1 Ammonia: 1.1.1 Some Important Properties of AmmoniaNoman AslamNo ratings yet
- Major Unit DesignDocument32 pagesMajor Unit DesignFunmilayo Salaja Fatokun0% (1)
- Ammonia and UreaDocument33 pagesAmmonia and UreaPRAJWAL RASTOGINo ratings yet
- MOnth1 ReportDocument12 pagesMOnth1 ReportXheikhKaleemNo ratings yet
- Ammonia Synthesis OptimizationDocument21 pagesAmmonia Synthesis OptimizationEmerson Oliveira100% (1)
- NHT Furnace OptimisationDocument6 pagesNHT Furnace Optimisationcoolmanyu2k5No ratings yet
- 2nd Mercosur Congress on Chemical Engineering presentationsDocument10 pages2nd Mercosur Congress on Chemical Engineering presentationstreyzzztylerNo ratings yet
- KRES TechnologyDocument10 pagesKRES TechnologyabubakarNo ratings yet
- Conventional Magnetite Ammonia Synthesis ProcessDocument1 pageConventional Magnetite Ammonia Synthesis ProcessGajanan PadamwarNo ratings yet
- Rapid Pressure Swing Adsorption For Small Scale Ammonia Separation A Proof-Of-ConceptDocument15 pagesRapid Pressure Swing Adsorption For Small Scale Ammonia Separation A Proof-Of-ConceptKhai Q TranNo ratings yet
- Ammonia Simulation PaperDocument11 pagesAmmonia Simulation Paperjainrakeshj4987No ratings yet
- Reliable and Routine Trace Level Sulphur Analyses in LPG and Gaseous Samples in Compliance With Astm D6667Document2 pagesReliable and Routine Trace Level Sulphur Analyses in LPG and Gaseous Samples in Compliance With Astm D6667mohammadNo ratings yet
- 20191114.1530-AEA MurakiDocument11 pages20191114.1530-AEA MurakiDharmendra B MistryNo ratings yet
- The Revamping of Fosfertil Cubatao Ammonia Plant, A Successful ExperienceDocument8 pagesThe Revamping of Fosfertil Cubatao Ammonia Plant, A Successful Experiencevaratharajan g rNo ratings yet
- Implementing a Feed Gas Saturation System to Improve Reformer EfficiencyDocument8 pagesImplementing a Feed Gas Saturation System to Improve Reformer EfficiencyDavid PierreNo ratings yet
- Controlling Aeration With Ammonium SensorsDocument2 pagesControlling Aeration With Ammonium SensorsMaritza Catalina Melo MartinezNo ratings yet
- Direct Methane to Methanol: Foundations and Prospects of the ProcessFrom EverandDirect Methane to Methanol: Foundations and Prospects of the ProcessNo ratings yet
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- The Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995From EverandThe Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995Rating: 5 out of 5 stars5/5 (1)
- Sentiment: Measuring and Analyzing Emotion in Customer and Agent InteractionsDocument10 pagesSentiment: Measuring and Analyzing Emotion in Customer and Agent InteractionsVivek PrakashNo ratings yet
- Ai Analytics in Production PDFDocument137 pagesAi Analytics in Production PDFgpmachasNo ratings yet
- Capstone Project - Credit Risk AnalysisDocument50 pagesCapstone Project - Credit Risk AnalysisVivek Prakash67% (6)
- Sightline-IIoT-Manufacturing-Analytics-eBook - 2 PDFDocument8 pagesSightline-IIoT-Manufacturing-Analytics-eBook - 2 PDFVivek PrakashNo ratings yet
- Model - Predicting Auto SalesDocument7 pagesModel - Predicting Auto SalesVivek PrakashNo ratings yet
- Archies FranchiseDocument2 pagesArchies FranchiseVivek PrakashNo ratings yet
- Dabur India LTDDocument4 pagesDabur India LTDVivek PrakashNo ratings yet
- Retail AssignmentDocument3 pagesRetail AssignmentVivek PrakashNo ratings yet
- Aravind Eye CareDocument3 pagesAravind Eye CareVivek PrakashNo ratings yet
- Yes BankDocument30 pagesYes BankVivek PrakashNo ratings yet
- Physical Examination of UrineDocument5 pagesPhysical Examination of UrineYasmeen JovesNo ratings yet
- Lec22 Mod 5-1 Copper New TechniquesDocument24 pagesLec22 Mod 5-1 Copper New TechniquesAaila AkhterNo ratings yet
- FE ChemDocument9 pagesFE Chembendadick cloneNo ratings yet
- General Chemestry 1 Quarter 2 Worksheet 5 OutputDocument6 pagesGeneral Chemestry 1 Quarter 2 Worksheet 5 OutputRyah Lyn RevaleNo ratings yet
- MT Catalog 18 19Document220 pagesMT Catalog 18 19DASILVAERICK53No ratings yet
- Secugrid Range: No Limits With TheDocument4 pagesSecugrid Range: No Limits With TheDinesh PoudelNo ratings yet
- 1.2. Process Flow Diagram (PFD) Diagrams For Understanding Chemical Processes InformITDocument13 pages1.2. Process Flow Diagram (PFD) Diagrams For Understanding Chemical Processes InformITValentina MartinezNo ratings yet
- Quantitative Approach To Factors Affecting Solubility of DrugsDocument18 pagesQuantitative Approach To Factors Affecting Solubility of DrugsYuppie Raj100% (3)
- PCOG LEC - Assignment 6 (Terpenoids and Resins)Document4 pagesPCOG LEC - Assignment 6 (Terpenoids and Resins)sadburgerNo ratings yet
- Yeast growth kinetics and fermentation analysisDocument2 pagesYeast growth kinetics and fermentation analysisDhairyashil Patil0% (1)
- NSF International / Nonfood Compounds Registration ProgramDocument1 pageNSF International / Nonfood Compounds Registration ProgramJudithSugarriaLiraNo ratings yet
- Nickel-Iron For Cast Iron: Data SheetDocument3 pagesNickel-Iron For Cast Iron: Data SheetSandro ChiliquingaNo ratings yet
- Standard Test Method For Sulfur in Petroleum Products (General Bomb Method)Document4 pagesStandard Test Method For Sulfur in Petroleum Products (General Bomb Method)Jhon HernandezNo ratings yet
- 6433d44f15dfdb0019eefa60 - ## - Lecture Planner - Chemistry - (Pathshala 12th JEE 2024)Document2 pages6433d44f15dfdb0019eefa60 - ## - Lecture Planner - Chemistry - (Pathshala 12th JEE 2024)Harshit MishraNo ratings yet
- Formulating The Future With Geniosil: Creating Tomorrow'S SolutionsDocument8 pagesFormulating The Future With Geniosil: Creating Tomorrow'S SolutionsSlim WennekerNo ratings yet
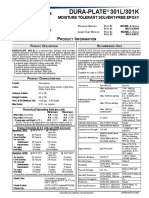
- Dura-Plate 301 L KDocument4 pagesDura-Plate 301 L KhainguyenbkvhvNo ratings yet
- MeetingDocument16 pagesMeetingwikimax155No ratings yet
- LargescaleindustriesDocument88 pagesLargescaleindustrieskbangarrajuNo ratings yet
- Lesson 8 AlkenesDocument10 pagesLesson 8 AlkenesSideka ResalsinghNo ratings yet
- Evaluation of Hepatoprotective Activity of Ayurvedic AmritarishtaDocument8 pagesEvaluation of Hepatoprotective Activity of Ayurvedic AmritarishtaAnanta Kumar DasNo ratings yet
- RIVER STATE SCHOOL OF NURSING AND MIDWIFERY PAST QUESTIONS AND ANSWERS (Latest Copy)Document21 pagesRIVER STATE SCHOOL OF NURSING AND MIDWIFERY PAST QUESTIONS AND ANSWERS (Latest Copy)abaijesse100% (1)
- Loctite 5182Document3 pagesLoctite 5182ccorp0089No ratings yet
- Material Safety Data Sheet: 1 Identification of SubstanceDocument5 pagesMaterial Safety Data Sheet: 1 Identification of SubstanceRey AgustinNo ratings yet
- International BureauDocument33 pagesInternational BureauBobNo ratings yet
- Prominent Back Pressure ValvesDocument11 pagesProminent Back Pressure Valvesb wrNo ratings yet
- Rice Weeds and Their ControlDocument48 pagesRice Weeds and Their ControlJema KamarudinNo ratings yet
- ACTION OF CATALASE ON HYDROGEN PEROXIDEDocument4 pagesACTION OF CATALASE ON HYDROGEN PEROXIDERuchie Ann Pono BaraquilNo ratings yet
- Chapter 8: Salts: Flow Chart of Preparation of SaltsDocument7 pagesChapter 8: Salts: Flow Chart of Preparation of SaltsPrincess Ting TingNo ratings yet
- CapstonenanamanDocument17 pagesCapstonenanamanDane Yron VIcenteNo ratings yet
- 6 2 1 2 Liquid-Preparations-For-Oral-Use PDFDocument4 pages6 2 1 2 Liquid-Preparations-For-Oral-Use PDFPpa Gpat AmitNo ratings yet