You might also like
- Ammonia How Much Catalyst Is Needed ForDocument10 pagesAmmonia How Much Catalyst Is Needed Forboris fernandezNo ratings yet
- Haldor Topsøe Catalyzing Your Business: Aldo PeirettiDocument49 pagesHaldor Topsøe Catalyzing Your Business: Aldo PeirettiFranz MideberNo ratings yet
- AmmoniaDocument2 pagesAmmoniaMuhamad KhairuddinNo ratings yet
- Ammonia Plant Description by Sohail Raza-2Document30 pagesAmmonia Plant Description by Sohail Raza-2Kade Kevin100% (1)
- NFL Panipat Unit Profile: How It Achieved 16% of India's Urea Production CapacityDocument11 pagesNFL Panipat Unit Profile: How It Achieved 16% of India's Urea Production CapacitySumit KatreNo ratings yet
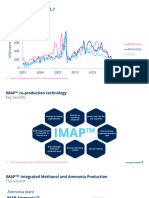
- Topsoe MethanolDocument14 pagesTopsoe Methanolk_selv321100% (2)
- Designing of Urea Plant: Nitish Bir Chetan Mahajan Roshan KudariDocument26 pagesDesigning of Urea Plant: Nitish Bir Chetan Mahajan Roshan KudarinitishNo ratings yet
- 2nd Mercosur Congress on Chemical Engineering presentationsDocument10 pages2nd Mercosur Congress on Chemical Engineering presentationstreyzzztylerNo ratings yet
- Brochure - Purge Gas Recovery - tcm19-486079Document10 pagesBrochure - Purge Gas Recovery - tcm19-486079Ferdian AziziNo ratings yet
- Ammonia Production Control PDFDocument8 pagesAmmonia Production Control PDFVivek PrakashNo ratings yet
- Unit 10 Methanol To OlefinDocument19 pagesUnit 10 Methanol To Olefinsafavi91No ratings yet
- Lurgi MegamethanolDocument8 pagesLurgi MegamethanolAngeloNo ratings yet
- AirLiquide Gasification 2016 PDFDocument37 pagesAirLiquide Gasification 2016 PDFAtanu MukherjeeNo ratings yet
- Topsoe Sorensen Cost Efficient Methanol Production Mar17Document24 pagesTopsoe Sorensen Cost Efficient Methanol Production Mar17Helix100% (1)
- 2020 w1 d2 m1 JD SynCORDocument11 pages2020 w1 d2 m1 JD SynCORNhân Trương VănNo ratings yet
- 3 3 MR Robert PardemannDocument47 pages3 3 MR Robert Pardemannhoremheb1No ratings yet
- Ammonia Revamp Webinar For Download Part7Document4 pagesAmmonia Revamp Webinar For Download Part7tatoo1No ratings yet
- 24th Annual International Pittsburgh Coal 2007 WixDocument10 pages24th Annual International Pittsburgh Coal 2007 WixAmauche OgeNo ratings yet
- First Upstream Projects-Epc PlanDocument13 pagesFirst Upstream Projects-Epc PlanRccg DestinySanctuaryNo ratings yet
- 16-02 GTP PresentationDocument20 pages16-02 GTP PresentationHamed MolaviNo ratings yet
- 1.1 Ammonia: 1.1.1 Some Important Properties of AmmoniaDocument79 pages1.1 Ammonia: 1.1.1 Some Important Properties of AmmoniaNoman AslamNo ratings yet
- Archive of SID: Purge Gas Recovery in Ammonia PlantsDocument8 pagesArchive of SID: Purge Gas Recovery in Ammonia PlantsWilly ChandraNo ratings yet
- Urea: Production, Properties and UsesDocument7 pagesUrea: Production, Properties and UsesShaffaf ThajudheenNo ratings yet
- Research, Design, Calculations, and Operating Experience Processes and Equipment For Chemical and Oil-Gas ProductionDocument9 pagesResearch, Design, Calculations, and Operating Experience Processes and Equipment For Chemical and Oil-Gas Productionjaperezle23No ratings yet
- BASF N2O - and - DeNOX - TechnoteDocument12 pagesBASF N2O - and - DeNOX - Technotejesus523100% (1)
- Group # 01: Production of 163 Tonns Per Day of Ammonium Sulfate From Acid Gase Waste StreamDocument47 pagesGroup # 01: Production of 163 Tonns Per Day of Ammonium Sulfate From Acid Gase Waste StreamAhmer SohailNo ratings yet
- RobinsonDocument25 pagesRobinsonbarakalami94hudahaiderNo ratings yet
- Urea Prills Manufacturing FinalDocument31 pagesUrea Prills Manufacturing FinalGaurav VinayakNo ratings yet
- Methanol Process: m3000 - m7000 - m2000cDocument7 pagesMethanol Process: m3000 - m7000 - m2000cMuhammad NaeemNo ratings yet
- Applied Energy: Shunsuke Nakamura, Shigeru Kitano, Kunio YoshikawaDocument7 pagesApplied Energy: Shunsuke Nakamura, Shigeru Kitano, Kunio Yoshikawaimaduddin ahsanNo ratings yet
- NFL PPTDocument46 pagesNFL PPTvipin6kumar-718654No ratings yet
- CPT Flowsheets End SemDocument9 pagesCPT Flowsheets End SemRitvi BartiyaNo ratings yet
- Reforming and Naphtha SplitterDocument32 pagesReforming and Naphtha Splittercedric100% (5)
- Uhde Dual-Pressure Process For Large-Scale Ammonia Plants: - Saskferco Ammonia-Urea Complex, CanadaDocument6 pagesUhde Dual-Pressure Process For Large-Scale Ammonia Plants: - Saskferco Ammonia-Urea Complex, CanadaMUHAMMAD USMAN0% (1)
- Comparision of AZF Jacobs TechnologyDocument23 pagesComparision of AZF Jacobs Technologyসাইদুর রহমানNo ratings yet
- M1 Part3Document88 pagesM1 Part3Mohamed YahiaNo ratings yet
- ProOil-278 20,000 BPD Refinery PresentationDocument12 pagesProOil-278 20,000 BPD Refinery PresentationM Alim Ur RahmanNo ratings yet
- Stamicarbon Launch Melt Flash Design: Stamicarbon - Urea Revamp ConceptsDocument34 pagesStamicarbon Launch Melt Flash Design: Stamicarbon - Urea Revamp ConceptsRAMESHWAR VEDACHALAMNo ratings yet
- Clariant Brochure Methanol Synthesis 201711 ENDocument16 pagesClariant Brochure Methanol Synthesis 201711 ENCrystal DaiNo ratings yet
- Ammonia and UreaDocument33 pagesAmmonia and UreaPRAJWAL RASTOGINo ratings yet
- Lr-I Chemtech IIDocument14 pagesLr-I Chemtech IINayan HalderNo ratings yet
- HGU, DHT Units OverviewDocument36 pagesHGU, DHT Units OverviewTirumala SaiNo ratings yet
- Megammonia - The Mega-Ammonia Process For The New Century: DR William L E Davey Ceng, Micheme, DR Thomas WurzelDocument9 pagesMegammonia - The Mega-Ammonia Process For The New Century: DR William L E Davey Ceng, Micheme, DR Thomas Wurzelvaratharajan g rNo ratings yet
- Predict MIddle Distillate PropertiesDocument8 pagesPredict MIddle Distillate PropertiesKumarNo ratings yet
- Report AssignmentDocument12 pagesReport AssignmentElan Patria NusadiNo ratings yet
- Catschool 1: Prereforming CatalystsDocument32 pagesCatschool 1: Prereforming CatalystsAbubakar SiddiqNo ratings yet
- Major equipment failures causing shut-downs in ammonia plantsDocument17 pagesMajor equipment failures causing shut-downs in ammonia plantsrobertionNo ratings yet
- A Complete Range of Solutions For Sulfur Recovery: Christian STREICHER, ProsernatDocument28 pagesA Complete Range of Solutions For Sulfur Recovery: Christian STREICHER, ProsernatpratikkapseNo ratings yet
- Brochure Ammonia SCR UhdeDocument16 pagesBrochure Ammonia SCR UhdeBaher ElsheikhNo ratings yet
- Laxit Nirma Presentation 2Document13 pagesLaxit Nirma Presentation 2Alpesh SolankiNo ratings yet
- TP UreaDocument7 pagesTP UreawaqasNo ratings yet
- Understanding LNG Terminals and the Liquefaction ProcessDocument51 pagesUnderstanding LNG Terminals and the Liquefaction ProcessClemenNo ratings yet
- Indian Farmers Fertilizer Cooperative LTD.: Industrial Training Report On Ammonia PlantDocument47 pagesIndian Farmers Fertilizer Cooperative LTD.: Industrial Training Report On Ammonia PlantJin PingNo ratings yet
- Urea Toyo ACES21 - BrochureDocument8 pagesUrea Toyo ACES21 - BrochureSanti SevenfoldNo ratings yet
- Acasestudyon Process Condensate Stripperin Ammonia PlantDocument8 pagesAcasestudyon Process Condensate Stripperin Ammonia Plantdeepak ojhaNo ratings yet
- Graphene-based Carbocatalysis: Synthesis, Properties and Applications: Volume 1From EverandGraphene-based Carbocatalysis: Synthesis, Properties and Applications: Volume 1No ratings yet
- Essential Rubber Formulary: Formulas for PractitionersFrom EverandEssential Rubber Formulary: Formulas for PractitionersRating: 3 out of 5 stars3/5 (1)
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNo ratings yet
- 15CHE302 Diffusional Mass Transfer OperationsDocument7 pages15CHE302 Diffusional Mass Transfer OperationsShivahari GopalakrishnanNo ratings yet
- Heat Exchangers: S.SindhuDocument62 pagesHeat Exchangers: S.SindhuShivahari GopalakrishnanNo ratings yet
- Study non-interacting first order systems step responseDocument3 pagesStudy non-interacting first order systems step responseShivahari GopalakrishnanNo ratings yet
- Storage VesselsDocument12 pagesStorage VesselsShivahari GopalakrishnanNo ratings yet
- V 2 AppendixcDocument26 pagesV 2 AppendixcRimba PurwatyNo ratings yet
- GasLiquid Reactions - First Order - Hatta NumberDocument4 pagesGasLiquid Reactions - First Order - Hatta NumberShivahari GopalakrishnanNo ratings yet
- Pressure Vessels ModDocument38 pagesPressure Vessels ModShivahari GopalakrishnanNo ratings yet
- Econ 2Document16 pagesEcon 2ediabcNo ratings yet
- Speed Time and DistanceDocument4 pagesSpeed Time and DistancePUNISHERNo ratings yet
- Process Description Fact Uc - Fertliser PlantsDocument13 pagesProcess Description Fact Uc - Fertliser PlantsShivahari GopalakrishnanNo ratings yet
- ISC Chemistry Question Paper 2019 For Class 12Document21 pagesISC Chemistry Question Paper 2019 For Class 12Jimmy IlyasNo ratings yet
- Cbse Class X MCQS Practical BasedDocument64 pagesCbse Class X MCQS Practical BasedCBSE123.CO.NR87% (89)
- Polymeric Corrosion Inhibitors For Iron and Its Alloys: A ReviewDocument14 pagesPolymeric Corrosion Inhibitors For Iron and Its Alloys: A ReviewAhmedAbdelZaherNo ratings yet
- Preparing Standard SolutionsDocument8 pagesPreparing Standard Solutionsegyptian_scientistNo ratings yet
- 1 Titration Simple 1Document69 pages1 Titration Simple 1karokiNo ratings yet
- Hot Rolled Carbon Steel Sheet, Plate and Strip According To IS 1079:2017Document8 pagesHot Rolled Carbon Steel Sheet, Plate and Strip According To IS 1079:2017raghavendragouda patilNo ratings yet
- Reactions of Copper Experiment 6Document20 pagesReactions of Copper Experiment 6Noranisza Mahmud100% (10)
- ICSE Selina Solution For Class 9 Chemistry Chapter 2Document13 pagesICSE Selina Solution For Class 9 Chemistry Chapter 2ABHISHEK THAKURNo ratings yet
- Chemical Incompatibility Matrix GuideDocument3 pagesChemical Incompatibility Matrix GuidePedro GonçalvesNo ratings yet
- Module 1 Chm02L Intro and Labsafety - RevisedDocument16 pagesModule 1 Chm02L Intro and Labsafety - RevisedemmanNo ratings yet
- CHM130LL (Experiment 9)Document12 pagesCHM130LL (Experiment 9)sandraNo ratings yet
- SULIT Chemistry Paper 1 Ogos 2019Document28 pagesSULIT Chemistry Paper 1 Ogos 2019Siti Hajar Abd HamidNo ratings yet
- PDD, MSDS, Battery, Leoch, 2015-01, Lead Acid Battery - Huse2015 - Aaen - Msds Battery - LeochDocument7 pagesPDD, MSDS, Battery, Leoch, 2015-01, Lead Acid Battery - Huse2015 - Aaen - Msds Battery - LeochMarco Antonio Valdez RojasNo ratings yet
- Biochemical Markers AnalysisDocument11 pagesBiochemical Markers AnalysisFakhar ShahNo ratings yet
- Mangnese ChlorideDocument3 pagesMangnese ChloridenishchayNo ratings yet
- Bamboo Method 3Document8 pagesBamboo Method 319-441 VasundharaNo ratings yet
- SukanyaDocument2 pagesSukanyaSrijaNo ratings yet
- Chapter 10 - Reversible Reactions & Equilibrium: 10.1 Reversible Reaction and Chemical EquilibriaDocument16 pagesChapter 10 - Reversible Reactions & Equilibrium: 10.1 Reversible Reaction and Chemical EquilibriaEunice YeohNo ratings yet
- Advances in Cellulose NanomaterialsDocument39 pagesAdvances in Cellulose NanomaterialsSiamakNo ratings yet
- Kumala PDFDocument20 pagesKumala PDFWilda Azmia NaufalaNo ratings yet
- LR Ex 3Document15 pagesLR Ex 3Fareeza SaheeraNo ratings yet
- Kingsley McCrocklin - Acid Base Nomenclature, Formulas, and Reactions WS PDFDocument2 pagesKingsley McCrocklin - Acid Base Nomenclature, Formulas, and Reactions WS PDFBender84No ratings yet
- Comparing Reactions of Aliphatic and Aromatic HydrocarbonsDocument8 pagesComparing Reactions of Aliphatic and Aromatic HydrocarbonsSN2-0618 Nur Anith Aqilah Binti Mohd RaniNo ratings yet
- Alkanes: Alkanes Alkanes Alkenes Hydrocarbons As Fuels ArenesDocument23 pagesAlkanes: Alkanes Alkanes Alkenes Hydrocarbons As Fuels ArenesTeejay MakazhuNo ratings yet
- Railways General Science Question Bank For RRB ALP & Group DDocument23 pagesRailways General Science Question Bank For RRB ALP & Group DKshitija100% (1)
- Gravimetric Determination of Sulfur Trioxide in A Soluble Sulfate SaltDocument6 pagesGravimetric Determination of Sulfur Trioxide in A Soluble Sulfate SaltWendell Kim Llaneta100% (1)
- D3223.22337 - Standard Test Method For Total Mercury in WaterDocument8 pagesD3223.22337 - Standard Test Method For Total Mercury in WaterIngrid Mora100% (1)
- Piranha Solution Safety Guidelines: 1. PropertiesDocument7 pagesPiranha Solution Safety Guidelines: 1. PropertiessureshNo ratings yet
- Chemistry Jan 2020 2CDocument16 pagesChemistry Jan 2020 2CMohamedNo ratings yet
- Chemical Reaction and EquationDocument8 pagesChemical Reaction and EquationTr Mazhar Punjabi100% (1)