You might also like
- Development of High Heat Input Welding Offshore Steel As Normalized ConditionDocument5 pagesDevelopment of High Heat Input Welding Offshore Steel As Normalized Conditionadenorla1No ratings yet
- Influence of The Gap Width On The Geometry of The Welded Joint in Hybrid Laser-Arc WeldingDocument10 pagesInfluence of The Gap Width On The Geometry of The Welded Joint in Hybrid Laser-Arc WeldingIrvan PradiktaNo ratings yet
- Evaluation of Performance of Resistance Spot Welded Joints With DifferentDocument8 pagesEvaluation of Performance of Resistance Spot Welded Joints With DifferentJoselo HRNo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272No ratings yet
- 1-Revised-ISAM-279-Editor CommentsDocument9 pages1-Revised-ISAM-279-Editor CommentsAdil Shahzad QaziNo ratings yet
- Materilas-An Overview: 3.1 Austenitic Stainless Steel 316LDocument13 pagesMaterilas-An Overview: 3.1 Austenitic Stainless Steel 316LRS CreationsNo ratings yet
- Charpy VnotchDocument11 pagesCharpy VnotchRami GhorbelNo ratings yet
- Saravanan2017 Article StudiesOnMetallurgicalAndMechaDocument8 pagesSaravanan2017 Article StudiesOnMetallurgicalAndMechaPardeepNo ratings yet
- Development of SA-738 Gr. B High Strength Steel Plate With Excellent Toughness For Power Generating PlantsDocument6 pagesDevelopment of SA-738 Gr. B High Strength Steel Plate With Excellent Toughness For Power Generating PlantsKK SinghNo ratings yet
- Sandvik WeldingDocument3 pagesSandvik WeldingRam KadamNo ratings yet
- Poster - Sample 1 (Laichang) PDFDocument1 pagePoster - Sample 1 (Laichang) PDFMauricio PresotoNo ratings yet
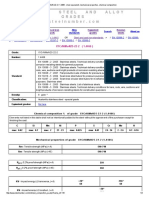
- European Steel and Alloy Grades: X17Crni16-2 (1.4057)Document2 pagesEuropean Steel and Alloy Grades: X17Crni16-2 (1.4057)farshid KarpasandNo ratings yet
- Dual Phase Steel FundamentalsDocument15 pagesDual Phase Steel FundamentalsAnshuman RoyNo ratings yet
- Test 2 Compression Test of Low Carbon Steel and Cast IronDocument10 pagesTest 2 Compression Test of Low Carbon Steel and Cast IronJakaria IslamNo ratings yet
- Sea Water Corrosion Resisting SteelDocument8 pagesSea Water Corrosion Resisting SteelCarlos PadillaNo ratings yet
- 570 950mpa High Tensile Strength SteelDocument32 pages570 950mpa High Tensile Strength SteelAde Aidil SyuhadaNo ratings yet
- Sciencedirect: Comparative Study Processing Property Between CWW C02 Gas Shielded Welding and SawDocument6 pagesSciencedirect: Comparative Study Processing Property Between CWW C02 Gas Shielded Welding and SawAkhuapriilsie StooperKjfcNo ratings yet
- LBW SimufactDocument15 pagesLBW Simufactfathi.alfazaniNo ratings yet
- Crystals 13 00351Document17 pagesCrystals 13 00351Guanqiao SuNo ratings yet
- E3sconf Form2021 02029Document10 pagesE3sconf Form2021 02029axisd47No ratings yet
- 1 s2.0 S1006706X12600508 MainDocument7 pages1 s2.0 S1006706X12600508 MainMochamad Iqbal GhifaryNo ratings yet
- Microstructure & Mechanical Property 1988 (SA-516 Gr.70) (OK) PDFDocument6 pagesMicrostructure & Mechanical Property 1988 (SA-516 Gr.70) (OK) PDFhoangviet20006No ratings yet
- Fatigue Characteristics of DP780 Steel Spot Welding Joints With Different Static Fracture Modesmaterials TransactionsDocument7 pagesFatigue Characteristics of DP780 Steel Spot Welding Joints With Different Static Fracture Modesmaterials TransactionsJuliana G. Rosado CarrascoNo ratings yet
- Gas Metal Arc Welding of Dissimilar AHSS SheetsDocument7 pagesGas Metal Arc Welding of Dissimilar AHSS SheetsJose JuanNo ratings yet
- Datasheet-Sandvik-188mn-En-V2017-10-17 10 - 15 Version 1Document3 pagesDatasheet-Sandvik-188mn-En-V2017-10-17 10 - 15 Version 1szystNo ratings yet
- Effect of Thermo-Mechanical Cycling On The Microstructure and Toughness in The Weld CGHAZ of A Novel High Strength Low Carbon SteelDocument7 pagesEffect of Thermo-Mechanical Cycling On The Microstructure and Toughness in The Weld CGHAZ of A Novel High Strength Low Carbon SteelYoanela VargasNo ratings yet
- Evaluation of Creep Properties of Steel P92 and Its Welded JointDocument4 pagesEvaluation of Creep Properties of Steel P92 and Its Welded Jointmahmoud_allam3No ratings yet
- A Method To Determine Minimum Design Metal Temperature of Pressure Vessels Made From Ferritic Steel by Master Curve Approach 2020Document11 pagesA Method To Determine Minimum Design Metal Temperature of Pressure Vessels Made From Ferritic Steel by Master Curve Approach 2020cehamos882No ratings yet
- Tensile-Shear Fracture Behavior Prediction of High-Strength Steel Laser Overlap WeldsDocument15 pagesTensile-Shear Fracture Behavior Prediction of High-Strength Steel Laser Overlap WeldsJavier oNo ratings yet
- European Steel and Alloy Grades: X6Crni18-10 (1.4948)Document3 pagesEuropean Steel and Alloy Grades: X6Crni18-10 (1.4948)farshid KarpasandNo ratings yet
- Welding Duplex Stainless SteelDocument44 pagesWelding Duplex Stainless SteelInoCastilloNo ratings yet
- Parametric Optimization of TIG Welding in Uence On Tensile Strength of Dissimilar Metals SS-304 and Low Carbon Steel by Using Taguchi ApproachDocument9 pagesParametric Optimization of TIG Welding in Uence On Tensile Strength of Dissimilar Metals SS-304 and Low Carbon Steel by Using Taguchi ApproachMaulana Fajar BaharrudinNo ratings yet
- Resistance Spot Welding of Martensitic Stainless Steel (Ss420) - Part IDocument12 pagesResistance Spot Welding of Martensitic Stainless Steel (Ss420) - Part IJoel BrasilBorgesNo ratings yet
- International Journal of Engineering Research and DevelopmentDocument6 pagesInternational Journal of Engineering Research and DevelopmentIJERDNo ratings yet
- Materials Science & Engineering A: Godwin Kwame Ahiale, Yong-Jun OhDocument7 pagesMaterials Science & Engineering A: Godwin Kwame Ahiale, Yong-Jun OhWandel BritoNo ratings yet
- Effect of The Electrode To Work Angle, Filler Diameter and Shielding Gas Type On Weld Geometry of HQ130 Steel Joints Produced by Robotic GMAWDocument5 pagesEffect of The Electrode To Work Angle, Filler Diameter and Shielding Gas Type On Weld Geometry of HQ130 Steel Joints Produced by Robotic GMAWAkhtar AnsariNo ratings yet
- Application of Taguchi Method For Resistance Spot Welding of Galvanized SteelDocument6 pagesApplication of Taguchi Method For Resistance Spot Welding of Galvanized Steelpradipta satrio wNo ratings yet
- Ductile Brittle TransitionDocument7 pagesDuctile Brittle TransitionAndrea CalderaNo ratings yet
- Metallurgical and Mechanical Properties of Laser Welded High Strength Low Alloy SteelDocument10 pagesMetallurgical and Mechanical Properties of Laser Welded High Strength Low Alloy SteelgocoolonNo ratings yet
- Effects of Welding Residual Stresses On Fatigue Crack Growth Behaviour in Butt Welds of A Pipeline SteelDocument10 pagesEffects of Welding Residual Stresses On Fatigue Crack Growth Behaviour in Butt Welds of A Pipeline SteelJohan Esteban Garcia PuentesNo ratings yet
- 3rd Gen AHSS Concept NoteDocument3 pages3rd Gen AHSS Concept NoteAnonymous s0ZgKUaie9No ratings yet
- S-8018 B2Document5 pagesS-8018 B2Abhishek AnandNo ratings yet
- Modeling Mechanical Properties of Welds in Plates of Commercial Titanium AlloysDocument26 pagesModeling Mechanical Properties of Welds in Plates of Commercial Titanium AlloysAhmed GomaaNo ratings yet
- Effect of Arc Welding Current On The Mechanical PRDocument10 pagesEffect of Arc Welding Current On The Mechanical PRBasim Al-bhadleNo ratings yet
- On Welding Gray Cast Iron Using SMAW and GTAW Process: Articles You May Be Interested inDocument11 pagesOn Welding Gray Cast Iron Using SMAW and GTAW Process: Articles You May Be Interested inDoty RisantiNo ratings yet
- Hyundai Welding Co., LTDDocument3 pagesHyundai Welding Co., LTDblahNo ratings yet
- European Steel and Alloy Grades: X1Crnimon25-22-2 (1.4466)Document3 pagesEuropean Steel and Alloy Grades: X1Crnimon25-22-2 (1.4466)farshid KarpasandNo ratings yet
- Austempered Materials For Powertrain App PDFDocument9 pagesAustempered Materials For Powertrain App PDFangel expositoNo ratings yet
- A Review Paper On Optimization of Shield PDFDocument8 pagesA Review Paper On Optimization of Shield PDFZen KingNo ratings yet
- SAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentDocument2 pagesSAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentAnush Swaminathan100% (1)
- Friction Stir WeldingDocument30 pagesFriction Stir WeldingDilip Patel100% (1)
- Microstructure and Failure Behavior 2008Document6 pagesMicrostructure and Failure Behavior 2008Vipin MishraNo ratings yet
- 3 Edwin NT JongDocument15 pages3 Edwin NT JongfelixNo ratings yet
- Hubungan Kekerasan Dan Kekuatan Tarik Bahan 27-2011Document5 pagesHubungan Kekerasan Dan Kekuatan Tarik Bahan 27-2011Ibnu FajarNo ratings yet
- Failure Mode of Dissimilar Resistance Spot Welds Between Austenitic Stainless and Low Carbon Steels M. Pouranvari, P. Marashi, M. GoodarziDocument6 pagesFailure Mode of Dissimilar Resistance Spot Welds Between Austenitic Stainless and Low Carbon Steels M. Pouranvari, P. Marashi, M. GoodarziNarayanan SubramanianNo ratings yet
- Fatigue Props of 6061T6 Al AlloysDocument13 pagesFatigue Props of 6061T6 Al Alloystruva_kissNo ratings yet
- Materials Science & Engineering A: Zhijie Yan, Kun Liu, Jürgen EckertDocument8 pagesMaterials Science & Engineering A: Zhijie Yan, Kun Liu, Jürgen EckertMahir OĞUZNo ratings yet
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysFrom EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysRating: 1 out of 5 stars1/5 (1)
- Classified Abstracts 1953-1963 18: 10y CM Is As ADocument1 pageClassified Abstracts 1953-1963 18: 10y CM Is As Ajuan carlosNo ratings yet
- II. Vacuum Apparatus and Auxiliaries: Bookpubld by Nauky, Moscow 1969,432 P (In Russian)Document1 pageII. Vacuum Apparatus and Auxiliaries: Bookpubld by Nauky, Moscow 1969,432 P (In Russian)juan carlosNo ratings yet
- FilmsDocument1 pageFilmsjuan carlosNo ratings yet
- Principles and Applications of EffectsDocument1 pagePrinciples and Applications of Effectsjuan carlosNo ratings yet
- And Xenon: UlhaDocument1 pageAnd Xenon: Ulhajuan carlosNo ratings yet
- Of Ionic Association in Aqueous Ian-Thamide Nitrate Solutions B Ultrasonic Ab - Sorption GarnseyDocument1 pageOf Ionic Association in Aqueous Ian-Thamide Nitrate Solutions B Ultrasonic Ab - Sorption Garnseyjuan carlosNo ratings yet
- PDFDocument2 pagesPDFjuan carlosNo ratings yet
- Diccionario Histórico de Telas y Tejidos. Castellano - CatalánDocument3 pagesDiccionario Histórico de Telas y Tejidos. Castellano - Catalánjuan carlosNo ratings yet
- Review Text: Journal of Spanish Cultural Studies Vol. 12, No. 2 June 2011, Pp. 253255Document3 pagesReview Text: Journal of Spanish Cultural Studies Vol. 12, No. 2 June 2011, Pp. 253255juan carlosNo ratings yet
- 14 Tela Ignea Satanae: Christian Scholars and The Editing of Hebrew Polemical LiteratureDocument14 pages14 Tela Ignea Satanae: Christian Scholars and The Editing of Hebrew Polemical Literaturejuan carlos100% (1)
- Abstracts: Adushkin andDocument1 pageAbstracts: Adushkin andjuan carlosNo ratings yet
- The MIT PressDocument4 pagesThe MIT Pressjuan carlosNo ratings yet
- Oxford Bulletin Economics and Statistics: Public Action and The Quality of LifeDocument33 pagesOxford Bulletin Economics and Statistics: Public Action and The Quality of Lifejuan carlosNo ratings yet
- Machine Learning Made Easy: A Review of Scikit-Learn Package in Python Programming LanguageDocument14 pagesMachine Learning Made Easy: A Review of Scikit-Learn Package in Python Programming Languagejuan carlosNo ratings yet
- Building Neural Network Models For Time Series: A Statistical ApproachDocument27 pagesBuilding Neural Network Models For Time Series: A Statistical Approachjuan carlosNo ratings yet
- Statistical Arbitrage Pairs Trading Strategies: Review and OutlookDocument33 pagesStatistical Arbitrage Pairs Trading Strategies: Review and Outlookjuan carlosNo ratings yet
- Pag 2018 12 006 PDFDocument21 pagesPag 2018 12 006 PDFjuan carlosNo ratings yet
- Melek Acar Boyacioglu, Yakup Kara, O Mer Kaan BaykanDocument12 pagesMelek Acar Boyacioglu, Yakup Kara, O Mer Kaan Baykanjuan carlosNo ratings yet
- J Physa 2018 12 024Document17 pagesJ Physa 2018 12 024juan carlosNo ratings yet
- Nozzle Load - Icare For Compress InputDocument11 pagesNozzle Load - Icare For Compress InputgaurangNo ratings yet
- Case StudyDocument4 pagesCase Studyadil rangoonNo ratings yet
- ADS Project (1 To 3)Document43 pagesADS Project (1 To 3)damanNo ratings yet
- Adaptive Space Frame Analysis Part II PDFDocument10 pagesAdaptive Space Frame Analysis Part II PDFNicholas CNo ratings yet
- BS CrackDocument1 pageBS Crackمصطفى عبدالرحيم100% (1)
- ECI - 284: Slope Stability Back-Analysis Using Theoretical Geomechanics To Explain Failure MechanismsDocument36 pagesECI - 284: Slope Stability Back-Analysis Using Theoretical Geomechanics To Explain Failure MechanismsZola1stNo ratings yet
- How To Use Damage MechanicsDocument13 pagesHow To Use Damage MechanicsAnthony GómezNo ratings yet
- A Geo-Engineering Classification For Rocks and Rock MassesDocument13 pagesA Geo-Engineering Classification For Rocks and Rock MassesAzeNo ratings yet
- RCD 9 1 PDFDocument5 pagesRCD 9 1 PDFCristan RetuermaNo ratings yet
- Design of Square Footing (With or Without Moment)Document13 pagesDesign of Square Footing (With or Without Moment)Ella Clent moralesNo ratings yet
- Lampiran - PELAT 061212Document113 pagesLampiran - PELAT 061212seftyan pujiarnoNo ratings yet
- Saha and Maiti (2012)Document16 pagesSaha and Maiti (2012)JithinRajNo ratings yet
- Seismic Analysis of Soil-Foundation Inte PDFDocument7 pagesSeismic Analysis of Soil-Foundation Inte PDFAngga Fajar SetiawanNo ratings yet
- 08 Plasticity 01 Introduction PDFDocument11 pages08 Plasticity 01 Introduction PDFAmmar A. AliNo ratings yet
- Fatigue Test: ObjectiveDocument4 pagesFatigue Test: Objectiveenzo1078No ratings yet
- Ce 8302 Unit 1Document45 pagesCe 8302 Unit 1durai muruganNo ratings yet
- FatigueDocument29 pagesFatigueapi-3710585100% (1)
- Stiffner13-Steel Beam Web Stiffeener AnalysisDocument12 pagesStiffner13-Steel Beam Web Stiffeener AnalysisRafael ReyesNo ratings yet
- Design of Retaining Wall and Support Systems For Deep Basement Construction - A Malaysian ExperienceDocument28 pagesDesign of Retaining Wall and Support Systems For Deep Basement Construction - A Malaysian ExperienceChengHian YapNo ratings yet
- Light Guage Silo Hopper Design PDFDocument27 pagesLight Guage Silo Hopper Design PDFPaul RuckNo ratings yet
- Project Phase I Report - R3Document37 pagesProject Phase I Report - R3P S HARSHITANo ratings yet
- Mirzaei FractureMechanicsLecture PDFDocument61 pagesMirzaei FractureMechanicsLecture PDFkoohestani_afshinNo ratings yet
- Course HTMDocument3 pagesCourse HTMMECH HODNo ratings yet
- Hooke's Law Is A Principle Of: For Linear SpringsDocument3 pagesHooke's Law Is A Principle Of: For Linear SpringsmerryNo ratings yet
- Mô Hình Địa Cơ - Thầy Lân & Thầy TùngDocument11 pagesMô Hình Địa Cơ - Thầy Lân & Thầy TùngNguyen Cao KyNo ratings yet
- M 004 ExercisesDocument33 pagesM 004 ExercisesKannan MuthusamyNo ratings yet
- AISC-LRFD93 Untuk Perencanaan Stuktur Baja Dengan SAP2000Document30 pagesAISC-LRFD93 Untuk Perencanaan Stuktur Baja Dengan SAP2000irbar.darmansyah.alwi100% (2)
- Shear Force and Bending Moment GATE QuestionsDocument26 pagesShear Force and Bending Moment GATE QuestionsTGA 2021No ratings yet
- Design & Analysis of Steering System Drag Link Against Buckling Loads For Tipper ApplicationDocument7 pagesDesign & Analysis of Steering System Drag Link Against Buckling Loads For Tipper ApplicationIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- CES522 A 04 - Topic 2b - 2. RC Beam Design - Examples234 PDFDocument38 pagesCES522 A 04 - Topic 2b - 2. RC Beam Design - Examples234 PDFAizuddinNo ratings yet