You might also like
- User Guide ENGDocument29 pagesUser Guide ENGcarlosorizaba100% (1)
- Pump KnowledgeDocument17 pagesPump Knowledgesmupy_122No ratings yet
- Flare System Design For A Refinery Mega ComplexDocument4 pagesFlare System Design For A Refinery Mega Complexroberdani12100% (1)
- Design A Pressure Safety Valve at The Centrifugal Pump DischargeDocument2 pagesDesign A Pressure Safety Valve at The Centrifugal Pump Dischargeroberdani12No ratings yet
- Marcet Boiler ExperimentDocument3 pagesMarcet Boiler ExperimentGarfield SmithNo ratings yet
- Flow Diagram Sulphuric Acid PlantDocument3 pagesFlow Diagram Sulphuric Acid PlantAnisa SudarmajiNo ratings yet
- Steam Cracking de NaftaDocument6 pagesSteam Cracking de NaftaChacon Jose Walter100% (1)
- Dokumen - Tips - Army TM 9 6115 729 24 Air Force To 35c2 3 519 2 Marine PDFDocument1,013 pagesDokumen - Tips - Army TM 9 6115 729 24 Air Force To 35c2 3 519 2 Marine PDFABDUL QADIRNo ratings yet
- CONDUCTION VS JACKETINGDocument5 pagesCONDUCTION VS JACKETINGDavid FonsecaNo ratings yet
- Pump Troubleshooting: Problem Probable Cause SolutionDocument2 pagesPump Troubleshooting: Problem Probable Cause SolutionKarim MamdouhNo ratings yet
- 15-Avoid Failure in Centrifugal PumpsDocument20 pages15-Avoid Failure in Centrifugal PumpsDelfinshNo ratings yet
- Advantages of High Speed Balancing - ToshibaDocument3 pagesAdvantages of High Speed Balancing - ToshibaJessica SandersNo ratings yet
- 11 Centrifugal Pumps Trouble-Shooting ElevenDocument44 pages11 Centrifugal Pumps Trouble-Shooting ElevenAbdallah MansourNo ratings yet
- Comparison Between Rotary PD Pumps & Centrifugal PumpsDocument2 pagesComparison Between Rotary PD Pumps & Centrifugal Pumpsrafli septiwanNo ratings yet
- Advanced Pump DiagnosticsDocument8 pagesAdvanced Pump DiagnosticsSteven A McMurrayNo ratings yet
- VALVE TYPES AssignmentDocument10 pagesVALVE TYPES Assignmentbabe100% (2)
- Waterhammer PDFDocument4 pagesWaterhammer PDFsbalu12674No ratings yet
- Balance LineDocument0 pagesBalance Linewsjouri2510No ratings yet
- Failure Mode and Effects Analysis1Document6 pagesFailure Mode and Effects Analysis1VLASTARNo ratings yet
- Curve Char ADocument3 pagesCurve Char AvantaNo ratings yet
- ENERGY STAR Guide Petroleum Refineries 20150330Document7 pagesENERGY STAR Guide Petroleum Refineries 20150330rameshkarthik810No ratings yet
- LAC - Air Oil Cooler With AC Motor For Industrial Use - HY10-6001 UKDocument12 pagesLAC - Air Oil Cooler With AC Motor For Industrial Use - HY10-6001 UKMorgan PalmaNo ratings yet
- Problem Solving and Troubleshooting in Process Operations NewDocument6 pagesProblem Solving and Troubleshooting in Process Operations NewJide Atolagbe100% (1)
- First Principles of Instruction WorkingDocument13 pagesFirst Principles of Instruction Workingapi-253262132No ratings yet
- Schroedahl ArvDocument19 pagesSchroedahl ArvfadzilharmanNo ratings yet
- Improve Operational Availability of CCR ReformersDocument20 pagesImprove Operational Availability of CCR Reformersshivakumar_ammaNo ratings yet
- An Engineers CasebookDocument87 pagesAn Engineers CasebookParesh AdhwaryuNo ratings yet
- Canned Motor Pumps in Refinery PDFDocument2 pagesCanned Motor Pumps in Refinery PDFthawdarNo ratings yet
- Gearmotor Sizing Guide PDFDocument5 pagesGearmotor Sizing Guide PDFAnonymous Hy5Ir9QXNo ratings yet
- Heat Transfer FluidsDocument24 pagesHeat Transfer FluidsTiago FarinhasNo ratings yet
- Tubular Casing Pumps by KSBDocument16 pagesTubular Casing Pumps by KSBGogy0% (1)
- 7secrets Pump RelyDocument2 pages7secrets Pump RelyRichard S. BabanNo ratings yet
- Centrifugal Pump Troubleshooting GuideDocument10 pagesCentrifugal Pump Troubleshooting GuideSteve Sund100% (1)
- Best Practice For Refinery FlowsheetsDocument6 pagesBest Practice For Refinery Flowsheetskhaled_behery9934No ratings yet
- 15.TroubleShooting BASFDocument26 pages15.TroubleShooting BASFgustav agudeloNo ratings yet
- Pumps Vibrations Limits As Per International Standards: EnggcyclopediaDocument10 pagesPumps Vibrations Limits As Per International Standards: Enggcyclopediasantosh kumarNo ratings yet
- Application Data: PAC 353 Combustion Management Solutions Furnace (Draft) Pressure Control BenefitsDocument3 pagesApplication Data: PAC 353 Combustion Management Solutions Furnace (Draft) Pressure Control BenefitsmanishjainshahNo ratings yet
- Bitumen Processing: Crude Unit RevampsDocument10 pagesBitumen Processing: Crude Unit Revampszubair1951No ratings yet
- Ondition Onitoring: P - H N.SDocument39 pagesOndition Onitoring: P - H N.Sकृष्णकुमार दत्तात्रेय जोशीNo ratings yet
- Troubleshooting Centrifugal Pumps July04!28!34Document7 pagesTroubleshooting Centrifugal Pumps July04!28!34ho-faNo ratings yet
- Monitoreo de BombasDocument6 pagesMonitoreo de Bombasroberdani12No ratings yet
- CMVA2010 Pump Cavitation PresentationDocument30 pagesCMVA2010 Pump Cavitation PresentationHéctor RiveraNo ratings yet
- Oil Mist SystemsDocument2 pagesOil Mist SystemsDefenceDogNo ratings yet
- Case 52 Problems With A Blocked-In Centrifugal PumpDocument2 pagesCase 52 Problems With A Blocked-In Centrifugal Pumphwang2No ratings yet
- 1 Introduction To VibrationDocument4 pages1 Introduction To VibrationMohamed AslamNo ratings yet
- Rotary EquipmentDocument6 pagesRotary EquipmentVijayaNo ratings yet
- Goulds Pump Curves 3175Document3 pagesGoulds Pump Curves 3175RichNo ratings yet
- Ibp1325 12Document7 pagesIbp1325 12Marcelo Varejão CasarinNo ratings yet
- Leak Detection A4 2013Document17 pagesLeak Detection A4 2013Sharon LambertNo ratings yet
- Recommended Approach To Control Vibration From Cylinder Gas ForcesDocument14 pagesRecommended Approach To Control Vibration From Cylinder Gas ForcesKelly Eberle100% (1)
- Igor J. Karassik (1911-1995): Pioneering Pump EngineerDocument2 pagesIgor J. Karassik (1911-1995): Pioneering Pump EngineervcockscribdNo ratings yet
- Effects of Approach Flow ConditionsDocument6 pagesEffects of Approach Flow ConditionsBharath kumarNo ratings yet
- Vibrations: Consulting ServicesDocument20 pagesVibrations: Consulting ServicesAgung Pramu AjiNo ratings yet
- Practical Design Against Torsional Vibration Mark A. Corbo and Stanley B. Melanoski 199628032016Document30 pagesPractical Design Against Torsional Vibration Mark A. Corbo and Stanley B. Melanoski 199628032016mfhaleem@pgesco.comNo ratings yet
- Strategy For Implementation of Condition MonitoringDocument46 pagesStrategy For Implementation of Condition Monitoringsaad_gikiNo ratings yet
- Vibration Analysis of PumpDocument3 pagesVibration Analysis of Pumpvijayabaskaran PalanisamyNo ratings yet
- Cavitation and PUmp NPSHRDocument39 pagesCavitation and PUmp NPSHRRaheel Sultan100% (1)
- Listings of Texas A&M Pump Users Symposiums Proceedings From 1984 To 2013Document116 pagesListings of Texas A&M Pump Users Symposiums Proceedings From 1984 To 2013jehodgsonNo ratings yet
- Pump Life Cycle Cost 8 Energy Cost ReductionDocument31 pagesPump Life Cycle Cost 8 Energy Cost ReductionRafael OrjuelaNo ratings yet
- Designing Atmospheric Crude Distillation For Bitumen Service PDFDocument6 pagesDesigning Atmospheric Crude Distillation For Bitumen Service PDFfawmer61No ratings yet
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- Energy and Process Optimization for the Process IndustriesFrom EverandEnergy and Process Optimization for the Process IndustriesNo ratings yet
- Condition monitoring maximizes vessel availabilityDocument5 pagesCondition monitoring maximizes vessel availabilityRachel Renti CruzNo ratings yet
- Measuring Flow CE June 2011Document5 pagesMeasuring Flow CE June 2011onizuka-t2263No ratings yet
- Engineering Error MinimizationDocument5 pagesEngineering Error MinimizationRicardo BecNo ratings yet
- Environment and Safety - Practical Solutions to Reduce PRV Relief LoadsDocument7 pagesEnvironment and Safety - Practical Solutions to Reduce PRV Relief Loadsroberdani12No ratings yet
- Efficiently Design and Operate Vertical Gas Separators PDFDocument7 pagesEfficiently Design and Operate Vertical Gas Separators PDFroberdani12No ratings yet
- Sizing Shell and Tube Heat ExchangerDocument17 pagesSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- Measuring Flow CE June 2011Document5 pagesMeasuring Flow CE June 2011onizuka-t2263No ratings yet
- Performing correct initial blowdown calculationsDocument4 pagesPerforming correct initial blowdown calculationsroberdani12100% (2)
- Reduce compressor vibration and noise with new duct resonator technologyDocument4 pagesReduce compressor vibration and noise with new duct resonator technologyroberdani12No ratings yet
- Compresores Reciprocantes Arranque y Metodos de ControlDocument8 pagesCompresores Reciprocantes Arranque y Metodos de Controlroberdani12No ratings yet
- Assessing Centrifugal Pump SystemDocument5 pagesAssessing Centrifugal Pump SystemRobert MontoyaNo ratings yet
- A Quien Se Debe Llamar para Reparar La Bomba PDFDocument4 pagesA Quien Se Debe Llamar para Reparar La Bomba PDFroberdani12No ratings yet
- Optimización de Compresores Reciprocantes PDFDocument5 pagesOptimización de Compresores Reciprocantes PDFroberdani12No ratings yet
- Troubleshooting Rotating MachineryDocument5 pagesTroubleshooting Rotating Machineryroberdani12No ratings yet
- Monitoreo de BombasDocument6 pagesMonitoreo de Bombasroberdani12No ratings yet
- Especificaciones CompresoresDocument9 pagesEspecificaciones CompresoresErnestoDarioNo ratings yet
- Drive Maximum Asset Capability With Operational TechnologiesDocument1 pageDrive Maximum Asset Capability With Operational Technologiesroberdani12No ratings yet
- Cuando Las Bombas Arrancan MalDocument4 pagesCuando Las Bombas Arrancan Malroberdani12No ratings yet
- Six IoT Challenges, Solutions PDFDocument1 pageSix IoT Challenges, Solutions PDFroberdani12No ratings yet
- Lifecycle Process SimulationDocument2 pagesLifecycle Process Simulationroberdani12No ratings yet
- It Is Time To Throw Away Your Old Operational Excellence PlaybackDocument4 pagesIt Is Time To Throw Away Your Old Operational Excellence PlaybackRobert MontoyaNo ratings yet
- It Is Time To Throw Away Your Old Operational Excellence PlaybackDocument4 pagesIt Is Time To Throw Away Your Old Operational Excellence PlaybackRobert MontoyaNo ratings yet
- Enhance PSM Design With Metrics-Driven Best PracticesDocument5 pagesEnhance PSM Design With Metrics-Driven Best Practicesroberdani12No ratings yet
- 3) EX 5,02. Accident Analysis ExerciseDocument6 pages3) EX 5,02. Accident Analysis ExerciseAndrejSukoraNo ratings yet
- Alcorcon Engineering Review Center: Power Plant Engineering - Day 6Document6 pagesAlcorcon Engineering Review Center: Power Plant Engineering - Day 6Reinzo GallegoNo ratings yet
- Extraction Methods of Essential OilDocument44 pagesExtraction Methods of Essential OilMOHAMMAD HISYAM RISYADNo ratings yet
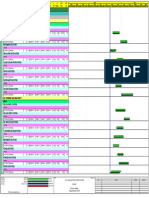
- Progress Master Schedule of Construction: Piping Power BlockDocument7 pagesProgress Master Schedule of Construction: Piping Power BlockSamuelTrinandoNo ratings yet
- Recovery Boiler Sootblowing Audit ReportDocument3 pagesRecovery Boiler Sootblowing Audit ReportMario MeloNo ratings yet
- Gacl-Dahej Captive Co-Generation Power Plant Corrected Gas Turbines Output Calculation On Site ConditionDocument8 pagesGacl-Dahej Captive Co-Generation Power Plant Corrected Gas Turbines Output Calculation On Site Conditionakulahtu78No ratings yet
- Capabilit Profile: Specialist EPC Power ProjectDocument16 pagesCapabilit Profile: Specialist EPC Power ProjectSushil PatilNo ratings yet
- Types and Applications of DeSuperheatersDocument3 pagesTypes and Applications of DeSuperheatersmn_sundaraamNo ratings yet
- Iso 12952 10 2021Document20 pagesIso 12952 10 2021Jim Frenken100% (1)
- SAQ 6-ThermodynamicsDocument1 pageSAQ 6-Thermodynamicsjhigs amfufuNo ratings yet
- WinterizationDocument96 pagesWinterizationGener Magadia100% (1)
- Gandhinagar Thermal PowerplantDocument46 pagesGandhinagar Thermal PowerplantniravNo ratings yet
- Manual de Operação - Ahmc 03 - Export - GeralDocument77 pagesManual de Operação - Ahmc 03 - Export - Geralvalam ltdaNo ratings yet
- 2001 6.3 MW Turbine of SNM Co. Ltd. Tokyo Japan in Karnataka, IndiaDocument2 pages2001 6.3 MW Turbine of SNM Co. Ltd. Tokyo Japan in Karnataka, IndiaBehzad Totakhaneh BonabNo ratings yet
- A Review of Organic Rankine, Kalina and Goswami CycleDocument16 pagesA Review of Organic Rankine, Kalina and Goswami Cyclecefa84No ratings yet
- Chapter 3. Part 2Document49 pagesChapter 3. Part 2yohannes lemiNo ratings yet
- Furmanite Trevitest On-Line Valve Testing Under PressureDocument2 pagesFurmanite Trevitest On-Line Valve Testing Under PressureAnonymous kbPP3CCcNo ratings yet
- Che Lab EvaporatorDocument6 pagesChe Lab EvaporatorAyobami AkindeleNo ratings yet
- JMCC Industries Inc.: Reysons Food ProcessingDocument4 pagesJMCC Industries Inc.: Reysons Food ProcessingJenniferValleNo ratings yet
- Abcd DKSJFHDocument26 pagesAbcd DKSJFHhutra guswinandaNo ratings yet
- JKSSB MechanicalDocument2 pagesJKSSB MechanicalanzardrabooNo ratings yet
- Parato - Me Lab 3 - Pipe ProblemDocument14 pagesParato - Me Lab 3 - Pipe ProblemNeal Christian ParatoNo ratings yet
- FCI Standards for Control Valves, Strainers, Regulators and MoreDocument2 pagesFCI Standards for Control Valves, Strainers, Regulators and MorecukimayNo ratings yet
- Hydrastep & Hydratect Water/steam Monitoring Systems: Solartron Mobrey LTD B246801Document7 pagesHydrastep & Hydratect Water/steam Monitoring Systems: Solartron Mobrey LTD B246801cytech6619No ratings yet
- 4B-4000 - Prime Movers & EnginesDocument19 pages4B-4000 - Prime Movers & EnginesMarco StoyanchevichNo ratings yet
- Types of Steam Turbines ReportDocument6 pagesTypes of Steam Turbines Reportalaa zahranNo ratings yet