You might also like
- Flow Space and Acticity RelationshipsDocument57 pagesFlow Space and Acticity Relationshipsjjhay_00No ratings yet
- Group 4 - HW2Document4 pagesGroup 4 - HW2Phương ThảoNo ratings yet
- Cellular Manufacturing: and Facilities LayoutDocument64 pagesCellular Manufacturing: and Facilities LayoutMochamad AzizNo ratings yet
- DFAA Project Assignment: Product: Production RateDocument7 pagesDFAA Project Assignment: Product: Production RateTwitter Content You Cannot Miss on YouTubeNo ratings yet
- Mohamed Tarek Mohamed Assignment 3Document5 pagesMohamed Tarek Mohamed Assignment 3atatsalamaNo ratings yet
- BA Lab 4 22MBA0168Document5 pagesBA Lab 4 22MBA0168Jayagokul SaravananNo ratings yet
- Basketball ScoresheetDocument1 pageBasketball ScoresheetBobby De Villa JimenoNo ratings yet
- hw4 SolutionDocument10 pageshw4 SolutionKevin PaxsonNo ratings yet
- Fractions PacketDocument4 pagesFractions PacketaineeNo ratings yet
- Lawshe CVR Worksheet2Document3 pagesLawshe CVR Worksheet2Giselle Medina EstradaNo ratings yet
- Direct Clustering Algorithm & PPCDocument43 pagesDirect Clustering Algorithm & PPCDAETHLOCK xNo ratings yet
- Business AnalyticsDocument2 pagesBusiness AnalyticsSWAPNIL GUPTANo ratings yet
- Rendimiento ULTRABOND HS-1CCDocument2 pagesRendimiento ULTRABOND HS-1CCDavid MelendezNo ratings yet
- Pic A Pix - Profi NonogrammDocument5 pagesPic A Pix - Profi Nonogrammvictoria morenoNo ratings yet
- MPSC Prelim 2022 CSAT Paper - 2 Answer KeyDocument2 pagesMPSC Prelim 2022 CSAT Paper - 2 Answer KeySneha SudhirNo ratings yet
- Antrian Dan Simulasi SederhanaDocument17 pagesAntrian Dan Simulasi SederhanaolifNo ratings yet
- SPSS ResultsDocument112 pagesSPSS ResultsHamza Nana SbNo ratings yet
- T M 33765 Interactive PDF Y5 White Rose Spring Block 2 Number Fractions Number Sequences - Ver - 4Document2 pagesT M 33765 Interactive PDF Y5 White Rose Spring Block 2 Number Fractions Number Sequences - Ver - 4Sehrish HumayunNo ratings yet
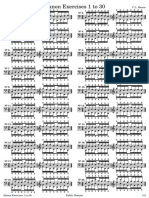
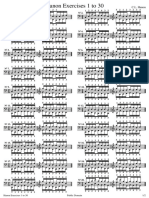
- Hanon Condensed - Exercises 1 To 30Document2 pagesHanon Condensed - Exercises 1 To 30Peter SteelNo ratings yet
- BUSN 2429 Chapter 2 Displaying Descriptive StatisticsDocument105 pagesBUSN 2429 Chapter 2 Displaying Descriptive StatisticsAwais SadaqatNo ratings yet
- Lembar Acc Acara 3 Pencetakan & PengemasanDocument3 pagesLembar Acc Acara 3 Pencetakan & PengemasanCynn SyrenNo ratings yet
- Kenken Puzzle. Solve Each of The Following Puzzles. Follow The Following RulesDocument2 pagesKenken Puzzle. Solve Each of The Following Puzzles. Follow The Following RulesLianne PadillaNo ratings yet
- Hanon Condensed - Exercises 1 To 30 PDFDocument2 pagesHanon Condensed - Exercises 1 To 30 PDFPablo AvilaNo ratings yet
- Hanon Condensed - Exercises 1 To 30 PDFDocument2 pagesHanon Condensed - Exercises 1 To 30 PDFЕлена ШамраенкоNo ratings yet
- Hanon Condensed - Exercises 1 To 30 PDFDocument2 pagesHanon Condensed - Exercises 1 To 30 PDFmirkociNo ratings yet
- Mystery Picture (Pecahan Senilai)Document1 pageMystery Picture (Pecahan Senilai)Rizky Ramadhan HidayatNo ratings yet
- All-Pairs Testing: All Pairs of Variables. This Significantly Reduces The Number of Tests That Must Be Created and RunDocument37 pagesAll-Pairs Testing: All Pairs of Variables. This Significantly Reduces The Number of Tests That Must Be Created and RunCristian MihaiNo ratings yet
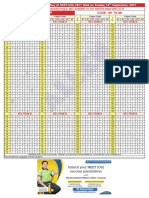
- Answer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inDocument4 pagesAnswer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inAdityaNo ratings yet
- Answer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inDocument4 pagesAnswer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inAdithya RajNo ratings yet
- Answer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inDocument4 pagesAnswer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inPratik JadhavNo ratings yet
- Answer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inDocument4 pagesAnswer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inPankaj DiguNo ratings yet
- Answer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inDocument4 pagesAnswer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inShreyosi KarNo ratings yet
- Answer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inDocument4 pagesAnswer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inRajender RaoNo ratings yet
- Answer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inDocument4 pagesAnswer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inMusaib BhatNo ratings yet
- Answer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inDocument4 pagesAnswer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inAditya PanditNo ratings yet
- Answer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inDocument4 pagesAnswer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inAditya PanditNo ratings yet
- Answer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inDocument4 pagesAnswer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inAsmitNo ratings yet
- Answer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inDocument4 pagesAnswer Key: Answer Key Is Also Available On Our Website WWW - Allen.ac - inAnOnYmOuS CUBINGNo ratings yet
- Taguchi Designs: NCSS Statistical SoftwareDocument3 pagesTaguchi Designs: NCSS Statistical SoftwareEducadores En MovimientoNo ratings yet
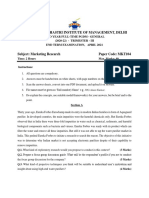
- Lal Bahadur Shastri Institute of Management, DelhiDocument10 pagesLal Bahadur Shastri Institute of Management, DelhiNishit SrivastavNo ratings yet
- Field Work PlanDocument5 pagesField Work PlanIrene MuchemiNo ratings yet
- Data Balita Pokoh 1Document6 pagesData Balita Pokoh 123160052No ratings yet
- Futoshiki E BookDocument16 pagesFutoshiki E BookTowerSoftware100% (1)
- Basketball Score Sheet 2Document2 pagesBasketball Score Sheet 2Jason Jhon FordNo ratings yet
- Basketball ScoresheetDocument1 pageBasketball Scoresheetapi-448184356No ratings yet
- Tally SheetDocument7 pagesTally SheetRommel CruzNo ratings yet
- Neet Ug 2023 All Codes Answer KeyDocument4 pagesNeet Ug 2023 All Codes Answer KeySATYA PRAKASH SINGHNo ratings yet
- Hanon Condensed - Exercises 1 To 30Document2 pagesHanon Condensed - Exercises 1 To 30JonatanIsraelNo ratings yet
- Place The Four Fractions On The Line Below. 1Document42 pagesPlace The Four Fractions On The Line Below. 1tizuliveNo ratings yet
- Effectiveness of Grievance Handling Mechanisms in The IT IndustryDocument22 pagesEffectiveness of Grievance Handling Mechanisms in The IT IndustryPrema SNo ratings yet
- HC2E AssmPack Level1Document25 pagesHC2E AssmPack Level1Maycol Angello AV GunzNo ratings yet
- Business Research TallyDocument3 pagesBusiness Research TallyChloie Joyce G. CruzNo ratings yet
- Jersey #: Games Start at Scheduled TimesDocument1 pageJersey #: Games Start at Scheduled TimesJon-boy BerbanoNo ratings yet
- Scoresheet 2 PDFDocument1 pageScoresheet 2 PDFJon-boy BerbanoNo ratings yet
- CH 3 Automated Manufacturing SystemsDocument24 pagesCH 3 Automated Manufacturing Systemskbragkiros75No ratings yet
- Ch10 Page ReplacementDocument4 pagesCh10 Page ReplacementTiffany PangestuNo ratings yet
- Name: Salgado, Lovely Jaze A. Course & Year: Bsa 1B Kenken Puzzle. Solve Each of The Following Puzzles. Follow The Following RulesDocument1 pageName: Salgado, Lovely Jaze A. Course & Year: Bsa 1B Kenken Puzzle. Solve Each of The Following Puzzles. Follow The Following RulesLovely Jaze SalgadoNo ratings yet
- Add Kcet NowDocument5 pagesAdd Kcet NownareshNo ratings yet
- Sudoku PrintDocument2 pagesSudoku PrintMrDio Zulkanadi GaripNo ratings yet
- 3A-Space Requirements PDFDocument15 pages3A-Space Requirements PDFBrix AliadoNo ratings yet
- Activity 4 Report - ALIADO JOHN BRIXTERDocument4 pagesActivity 4 Report - ALIADO JOHN BRIXTERBrix AliadoNo ratings yet
- A Publication From Peter DaisymeDocument18 pagesA Publication From Peter DaisymeBrix AliadoNo ratings yet
- 155 Final FinalDocument76 pages155 Final FinalBrix AliadoNo ratings yet
- Layout TypesDocument6 pagesLayout TypeswearematalabiNo ratings yet
- GTDocument19 pagesGTraj mNo ratings yet
- Improving Operations Performance in A Small Company: A Case StudyDocument20 pagesImproving Operations Performance in A Small Company: A Case Studymuneeb motenNo ratings yet
- Process Selection and Facility Layout: Teaching NotesDocument25 pagesProcess Selection and Facility Layout: Teaching Notesma_sadamNo ratings yet
- IE323-Lecture 5-Part 1Document35 pagesIE323-Lecture 5-Part 1samiNo ratings yet
- McDonalds Hungry Jacks Quality ManagementDocument14 pagesMcDonalds Hungry Jacks Quality ManagementLydie Rebel100% (1)
- Group TechnologyDocument59 pagesGroup TechnologySRI RAMNo ratings yet
- Implementation of Lean Manufacturing Tools in Garment Manufacturing Process Focusing Sewing Section of Men's ShirtDocument80 pagesImplementation of Lean Manufacturing Tools in Garment Manufacturing Process Focusing Sewing Section of Men's ShirtAdnan HameedNo ratings yet
- Chapter 6 LayoutDocument45 pagesChapter 6 LayoutnafffNo ratings yet
- Chapter 4 - 3rd EditionDocument4 pagesChapter 4 - 3rd Editionsiulled100% (1)
- 2 Second Lean Akers en 25547Document5 pages2 Second Lean Akers en 25547Sam MALOULOUNo ratings yet
- Introduction and Overview of ManufacturingDocument51 pagesIntroduction and Overview of ManufacturingZeynep BoranNo ratings yet
- Improving Productivity of A Machine Workshop Through Facilities PlanningDocument6 pagesImproving Productivity of A Machine Workshop Through Facilities PlanningSISI GELAPNo ratings yet
- Management Accounting Information For Activity and Process DecisionsDocument43 pagesManagement Accounting Information For Activity and Process DecisionsGks06No ratings yet
- AMS - Hollier MehodsDocument78 pagesAMS - Hollier MehodsKapil MittalNo ratings yet
- Unit 6 From GrooverDocument41 pagesUnit 6 From GrooversimalaraviNo ratings yet
- Managing Accounting in A Changing Environment: MANAGEMENT ACCOUNTING - Solutions ManualDocument22 pagesManaging Accounting in A Changing Environment: MANAGEMENT ACCOUNTING - Solutions ManualBianca LizardoNo ratings yet
- Chapter 2Document15 pagesChapter 2radha_preetamNo ratings yet
- Group Technology and Cellular Manufacturing-IDocument20 pagesGroup Technology and Cellular Manufacturing-Isiva_karthidpm100% (1)
- CHAPTER 6 Outline AnswersDocument36 pagesCHAPTER 6 Outline AnswersSarah80% (5)
- CM7201-Competitive Manufacturing SystemsDocument11 pagesCM7201-Competitive Manufacturing SystemskarthipriyaNo ratings yet
- ManufacturaDocument87 pagesManufacturaMiguel Angel GarcíaNo ratings yet
- Solution Manual For Operations Management 13th EditionDocument57 pagesSolution Manual For Operations Management 13th EditionMichaelWoodsmzyxkjnr100% (39)
- Hybrid CostingDocument3 pagesHybrid CostingMaridel MapaladNo ratings yet
- Group Technology and Cellular Manufacturing-IDocument20 pagesGroup Technology and Cellular Manufacturing-IAnonymous NGBgXVq1xNo ratings yet
- ME6703-CIMS Question BankDocument9 pagesME6703-CIMS Question BankKanagarajNo ratings yet
- Chapter 8 - Facility and Work DesignDocument23 pagesChapter 8 - Facility and Work DesignThúy Nguyễn Phạm ThanhNo ratings yet
- Management Accounting 6th Edition Atkinson Solutions ManualDocument40 pagesManagement Accounting 6th Edition Atkinson Solutions Manualpatrickpandoradb6i100% (29)
- Process Design and Facility LayoutDocument73 pagesProcess Design and Facility Layoutubu15100% (3)
- Ims MCQDocument5 pagesIms MCQSherlyn Wong0% (1)