You might also like
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryFrom EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (3)
- D-10 - D-20 User's GuideDocument87 pagesD-10 - D-20 User's GuideYoucef Chorfa50% (8)
- Indian Boiler Regulations 1950Document150 pagesIndian Boiler Regulations 1950mishtinil33% (3)
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersFrom EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersRating: 3.5 out of 5 stars3.5/5 (19)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Inspection Test Plan Check Hold Points For Piping WorksDocument4 pagesInspection Test Plan Check Hold Points For Piping WorksYoucef Chorfa100% (1)
- Practice Questions (Closed) : Asme Section Viii, Div. IDocument30 pagesPractice Questions (Closed) : Asme Section Viii, Div. IShanawas Abdul Razak50% (4)
- A Guide to Ship Repair Estimates in Man-hoursFrom EverandA Guide to Ship Repair Estimates in Man-hoursRating: 4.5 out of 5 stars4.5/5 (5)
- API 572 (Question Answers)Document39 pagesAPI 572 (Question Answers)Hina Khurshid67% (3)
- The Design and Construction of Flying Model AircraftFrom EverandThe Design and Construction of Flying Model AircraftRating: 5 out of 5 stars5/5 (2)
- ASME VIII Div. 1 - 6 Pressure TestingDocument11 pagesASME VIII Div. 1 - 6 Pressure TestingYoucef ChorfaNo ratings yet
- Reducer Fittings Decrease Pipe Size To Avoid FailureDocument7 pagesReducer Fittings Decrease Pipe Size To Avoid Failurefarshan296015100% (1)
- Manual WPIL Vertical Turbine PumpsDocument57 pagesManual WPIL Vertical Turbine PumpsDavid Osores86% (7)
- ASME VIII Div. 1 - 2 Joint EfficiencyDocument28 pagesASME VIII Div. 1 - 2 Joint Efficiencyعصمت ضيف الله89% (9)
- Module 4Document131 pagesModule 4Ahmed Shaban KotbNo ratings yet
- Wa0000.Document207 pagesWa0000.Ahmed Shakir100% (1)
- Api-510 Pressure Vessel Inspector: Body of KnowledgeDocument8 pagesApi-510 Pressure Vessel Inspector: Body of KnowledgekinsosoNo ratings yet
- Joint Efficiency DeterminationDocument3 pagesJoint Efficiency DeterminationKlusnerKlusnerKlusnerNo ratings yet
- ASME Code News (Questions and Answers)Document4 pagesASME Code News (Questions and Answers)dj22500No ratings yet
- General Mock 6 Master KeyDocument16 pagesGeneral Mock 6 Master KeyM SadahNo ratings yet
- Joint Efficiency RuleDocument4 pagesJoint Efficiency RulesubhaNo ratings yet
- Api 510, Pressure Vessel Inspector Certification ExaminationDocument62 pagesApi 510, Pressure Vessel Inspector Certification ExaminationIrinaNo ratings yet
- 510BOK Rev8-10 ApprovedDocument8 pages510BOK Rev8-10 Approvedsezio81No ratings yet
- API 510 Closed 5Document5 pagesAPI 510 Closed 5Einsteinw2No ratings yet
- Railing Sample Calc WGlassDocument53 pagesRailing Sample Calc WGlassscreechingpelicanNo ratings yet
- Allowed Head Efficiency Ver2.11Document7 pagesAllowed Head Efficiency Ver2.11olekNo ratings yet
- Body of Knowledge Api 510 Pressure VesseDocument8 pagesBody of Knowledge Api 510 Pressure VesseIsaac AfricanaNo ratings yet
- Api 510 QB001Document5 pagesApi 510 QB001apiXams100% (4)
- 230' SpecificationDocument7 pages230' SpecificationTan Sen WieNo ratings yet
- Design Guidelines For V Retainer Couplings Rev 0414Document12 pagesDesign Guidelines For V Retainer Couplings Rev 0414Santosh Komire100% (1)
- Interpretation: VIII-79-02Document1 pageInterpretation: VIII-79-02rtrajan_mech5408No ratings yet
- Interpretation: VIII-79-02Document1 pageInterpretation: VIII-79-02rtrajan_mech5408No ratings yet
- ASME Pressure Vessel JointDocument8 pagesASME Pressure Vessel Jointf4CHNo ratings yet
- Category of RadiographyDocument9 pagesCategory of RadiographySAGARNo ratings yet
- PV Elite-CAUx 2018 - Flange Design in DetailDocument59 pagesPV Elite-CAUx 2018 - Flange Design in Detailadonara_jeNo ratings yet
- 007 IP PracticeExam1Document39 pages007 IP PracticeExam1hitm357100% (3)
- 572 Study Guide PDFDocument21 pages572 Study Guide PDFRanaweera Ariyamanjula100% (1)
- Engineering Design File: TechnologyDocument79 pagesEngineering Design File: TechnologyAbdulqstNo ratings yet
- Asme Viii - QDocument431 pagesAsme Viii - Qmajdi jerbiNo ratings yet
- Asme Sec Viii HighlightsDocument10 pagesAsme Sec Viii HighlightsANILNo ratings yet
- Api 510 Q&aDocument13 pagesApi 510 Q&aShaikh Aftab100% (2)
- ContentDocument23 pagesContentajay katrojNo ratings yet
- API 653 PC 26feb05 Bench Mark QuizDocument4 pagesAPI 653 PC 26feb05 Bench Mark Quizraobabar21No ratings yet
- Aerodynamics of A Circular Planform AircraftDocument7 pagesAerodynamics of A Circular Planform Aircraftxballesta1No ratings yet
- Joint Efficiencies (Asme Code)Document3 pagesJoint Efficiencies (Asme Code)prabu_kumar1365No ratings yet
- Is 13349Document20 pagesIs 13349raji357100% (1)
- Expansion JointsDocument29 pagesExpansion Jointsvarma101100% (1)
- API 510 PC Final Exam ClosedDocument12 pagesAPI 510 PC Final Exam ClosedAbdel-Rahman Taha Merdan100% (1)
- 3 - Rite Manual de Instalacion y MantenimientoDocument18 pages3 - Rite Manual de Instalacion y MantenimientoRoman Arango Herrera0% (1)
- 1 API 653 Memories Sept 2012Document20 pages1 API 653 Memories Sept 2012majid100% (1)
- 9) Api 510 Day 1Document109 pages9) Api 510 Day 1nivrutti2012100% (14)
- PP 2000 11Document4 pagesPP 2000 11rtrajan_mech5408No ratings yet
- 510 PC Oct04 Qar-Ex1 Closed PSJDocument5 pages510 PC Oct04 Qar-Ex1 Closed PSJCss SfaxienNo ratings yet
- Series 30-31 Butterfly ValveDocument6 pagesSeries 30-31 Butterfly ValveJercy SanchezNo ratings yet
- API575 Closed Book Q For 653 StudyDocument26 pagesAPI575 Closed Book Q For 653 StudyTasneemAhmad100% (1)
- ASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewDocument55 pagesASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewAravindan Ganesh KumarNo ratings yet
- F7230HDocument12 pagesF7230HSopon SrirattanapiboonNo ratings yet
- Bab 09 Expansion JointsDocument29 pagesBab 09 Expansion JointsWendi JunaediNo ratings yet
- Building and Flying an Aeroplane: A practical handbook covering the design, construction, and operation of aeroplanes and glidersFrom EverandBuilding and Flying an Aeroplane: A practical handbook covering the design, construction, and operation of aeroplanes and glidersNo ratings yet
- Advances in Solid Oxide Fuel Cells XFrom EverandAdvances in Solid Oxide Fuel Cells XMihails KusnezoffNo ratings yet
- Small Unmanned Fixed-wing Aircraft Design: A Practical ApproachFrom EverandSmall Unmanned Fixed-wing Aircraft Design: A Practical ApproachNo ratings yet
- Goodyear GA-28A/B Convoy Fighter: The Naval VTOL Turboprop Tailsitter Project of 1950From EverandGoodyear GA-28A/B Convoy Fighter: The Naval VTOL Turboprop Tailsitter Project of 1950Rating: 4 out of 5 stars4/5 (2)
- Pressure Vessel and Stacks Field Repair ManualFrom EverandPressure Vessel and Stacks Field Repair ManualRating: 4 out of 5 stars4/5 (4)
- Certification Introduction To PAUT V1.0 YoucefchorfaDocument1 pageCertification Introduction To PAUT V1.0 YoucefchorfaYoucef ChorfaNo ratings yet
- Pre Tender Hse Qualification Questionnaire and Answers PDFDocument9 pagesPre Tender Hse Qualification Questionnaire and Answers PDFMouna SellamiNo ratings yet
- Cosasco® Systems Training & CertificationDocument2 pagesCosasco® Systems Training & CertificationYoucef ChorfaNo ratings yet
- API CoursesDocument33 pagesAPI CoursesfathiNo ratings yet
- Minutes of The Pre-Bid Meeting and Site Visit: Reference ITB No: ITB/BAH/476421/2017Document2 pagesMinutes of The Pre-Bid Meeting and Site Visit: Reference ITB No: ITB/BAH/476421/2017Youcef ChorfaNo ratings yet
- GTL WPSDocument6 pagesGTL WPSYoucef ChorfaNo ratings yet
- ASME VIII Div. 1 - 1 Internal PressureDocument80 pagesASME VIII Div. 1 - 1 Internal PressureSriKakarlapudiNo ratings yet
- ASME VIII Div. 1 - 7 Impact TestingDocument21 pagesASME VIII Div. 1 - 7 Impact TestingYoucef ChorfaNo ratings yet
- Hydrochloric Corosion HCIDocument1 pageHydrochloric Corosion HCIYoucef ChorfaNo ratings yet
- Asme Viii Div. 1 - 3 StaticheadDocument35 pagesAsme Viii Div. 1 - 3 StaticheadSriKakarlapudiNo ratings yet
- Design, Pecification Inspection of Galvanized ProductDocument4 pagesDesign, Pecification Inspection of Galvanized ProductSreedhar Patnaik.MNo ratings yet
- ASME 8 - Translation - M. Abdel RaheemDocument34 pagesASME 8 - Translation - M. Abdel RaheemYoucef ChorfaNo ratings yet
- Minutes of The Pre-Bid Meeting and Site Visit: Reference ITB No: ITB/BAH/476421/2017Document2 pagesMinutes of The Pre-Bid Meeting and Site Visit: Reference ITB No: ITB/BAH/476421/2017Youcef ChorfaNo ratings yet
- GBRS-TEC-PR-K-003 Pressure Relief Devices Inspection & Testing ProcedureDocument23 pagesGBRS-TEC-PR-K-003 Pressure Relief Devices Inspection & Testing ProcedureYoucef ChorfaNo ratings yet
- Plan Traisco 1-1Document1 pagePlan Traisco 1-1Youcef ChorfaNo ratings yet
- Procedure Mesure D'epaisseurDocument15 pagesProcedure Mesure D'epaisseurYoucef ChorfaNo ratings yet
- Issue StatusDocument5 pagesIssue StatusYoucef ChorfaNo ratings yet
- Storage Tanks Cathodic ProtectionDocument16 pagesStorage Tanks Cathodic ProtectionYoucef ChorfaNo ratings yet
- Sudheer Sudhakaran: Top Level AssignmentsDocument3 pagesSudheer Sudhakaran: Top Level AssignmentsAjay KumarNo ratings yet
- Asme B31.8Document8 pagesAsme B31.8deepndeepsi100% (1)
- Rig Upgrade Packs Brochure-NOVDocument12 pagesRig Upgrade Packs Brochure-NOVprabhakar2009100% (1)
- Jet-Lube API Modified High Pressure Thread CompoundDocument1 pageJet-Lube API Modified High Pressure Thread CompoundDon Howard100% (1)
- 150k Quick Jack Brochure Revised July 05Document15 pages150k Quick Jack Brochure Revised July 05Adolfo AnguloNo ratings yet
- 3lpe Coating: Typical PropertiesDocument1 page3lpe Coating: Typical PropertiesKingsley BaptistaNo ratings yet
- Generator Set Technical Specification Compliance (Updated) 5.26.22Document3 pagesGenerator Set Technical Specification Compliance (Updated) 5.26.22Mark VillarosaNo ratings yet
- CPD General Valves 2020 LR NocropsDocument160 pagesCPD General Valves 2020 LR NocropsmuralyyNo ratings yet
- Boq Rogacicabridge EngDocument19 pagesBoq Rogacicabridge EngYss CastañedaNo ratings yet
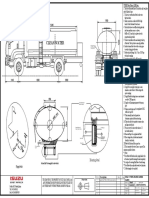
- FVR90L WATER TANKER MAAIF-ModelDocument1 pageFVR90L WATER TANKER MAAIF-ModelAvi AtoNo ratings yet
- Boiler DesignDocument26 pagesBoiler Designkmas1612100% (1)
- Sans 1307, Domestic Solar Water HeatersDocument5 pagesSans 1307, Domestic Solar Water HeatersShayne JonesNo ratings yet
- Inputs To Piping DisciplineDocument2 pagesInputs To Piping DisciplineJACKMAAAANo ratings yet
- MSS SP-6-2021Document10 pagesMSS SP-6-2021mehdipoorNo ratings yet
- Waygatetechnologiesphasedarraycatalog1589542782609 PDFDocument24 pagesWaygatetechnologiesphasedarraycatalog1589542782609 PDFMarioNo ratings yet
- Curtis RSD150 Parts ListDocument19 pagesCurtis RSD150 Parts Listrobert100% (1)
- Mineral Wook Data SheetDocument2 pagesMineral Wook Data SheetjasonkkzNo ratings yet
- Method Statement Fo UG Sewer UPVC PipingDocument7 pagesMethod Statement Fo UG Sewer UPVC PipingUgurNo ratings yet
- Road Concreting Design Criteria DrawingsDocument7 pagesRoad Concreting Design Criteria DrawingsUreshiii AnimeNo ratings yet
- Pyro Chem PC2001192Document4 pagesPyro Chem PC2001192bhima irabatti100% (1)
- NB 65-200-219 (217) - 135m3-h. 60m. 30KW PDFDocument4 pagesNB 65-200-219 (217) - 135m3-h. 60m. 30KW PDFViệt Đặng XuânNo ratings yet
- Hrs Tubular Heat Exchangers: Installation & Operation ManualDocument19 pagesHrs Tubular Heat Exchangers: Installation & Operation ManualArun KarthikeyanNo ratings yet
- Lesson 2Document17 pagesLesson 2charmaine fosNo ratings yet
- ProValve Wafer Check ValvesDocument8 pagesProValve Wafer Check ValvesHarry HonchoNo ratings yet
- ISO Standards For Oil & Gas IndustryDocument1 pageISO Standards For Oil & Gas IndustrynarerostNo ratings yet
- HVAC Design Protocols: Manual J (Load Calculation)Document12 pagesHVAC Design Protocols: Manual J (Load Calculation)KKNo ratings yet
- Lead Stringer Monthly Check ListDocument2 pagesLead Stringer Monthly Check ListkotimarriagephotosNo ratings yet
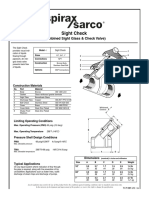
- Combined Sight Glass & Check ValveDocument2 pagesCombined Sight Glass & Check ValveLINA MARIA GARCIA CRUZNo ratings yet
- Total Demand Calculation Fixtures TypeDocument5 pagesTotal Demand Calculation Fixtures Typenido77No ratings yet