You might also like
- TB 43-0142 Safety Inspection and Testing of Lifting DevicesDocument36 pagesTB 43-0142 Safety Inspection and Testing of Lifting DevicesChiheb KaanicheNo ratings yet
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- BS EN 474-1-2006 Earth-Moving Machinery - Safety - Part 1 General RequirementsDocument58 pagesBS EN 474-1-2006 Earth-Moving Machinery - Safety - Part 1 General RequirementsChiheb Kaaniche100% (2)
- Drilling ReportDocument10 pagesDrilling ReportLawand RaufNo ratings yet
- Ingersoll RandDocument305 pagesIngersoll RandIrwansyah NofianNo ratings yet
- Industrial Flow Measurement PracticeDocument251 pagesIndustrial Flow Measurement Practicepneuma110No ratings yet
- General Piping and ValvesDocument184 pagesGeneral Piping and ValvesChiheb KaanicheNo ratings yet
- 001 Gate Valve Check ReportDocument5 pages001 Gate Valve Check ReportJoy Arief JanuarNo ratings yet
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryFrom EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (3)
- Safety ValvesDocument11 pagesSafety Valvesravindra_jivaniNo ratings yet
- Pilot Valve SizingDocument4 pagesPilot Valve SizingJason ThomasNo ratings yet
- Steam Stop ValveDocument15 pagesSteam Stop Valveankur raiNo ratings yet
- Tank Blanketing Protect Product Integrity Promote Safety Cut Costs 817186918Document6 pagesTank Blanketing Protect Product Integrity Promote Safety Cut Costs 817186918Nurul FarihaNo ratings yet
- GPSA m12 PumpDocument20 pagesGPSA m12 PumpGift Piyapong88% (8)
- 02 110 BPS Foam Pump Skid With Foam Pump and RC ControllerDocument8 pages02 110 BPS Foam Pump Skid With Foam Pump and RC Controllerarachman297988No ratings yet
- Hard Shut-In Procedure - Drilling Fixed RigDocument6 pagesHard Shut-In Procedure - Drilling Fixed RigLetterio MammolitiNo ratings yet
- 03 PipspecsDocument24 pages03 PipspecsPoonam AshwinNo ratings yet
- Determination of Coefficient of Orifice Meter PDFDocument17 pagesDetermination of Coefficient of Orifice Meter PDFVerlon VincentNo ratings yet
- Inflatable Packers For Grouting: Figure 1 - Fixed End Inflatable Packer Figure 2 - Moving End Inflatable PackerDocument7 pagesInflatable Packers For Grouting: Figure 1 - Fixed End Inflatable Packer Figure 2 - Moving End Inflatable PackerYahya Ah100% (1)
- GAS FLOW MEASUREMENT - PPSXDocument47 pagesGAS FLOW MEASUREMENT - PPSXMasood Alam Farooqui100% (2)
- Bry-Air Dehumidifier ManualDocument17 pagesBry-Air Dehumidifier ManualMaulik33% (3)
- Paint and Coating Testing Manual (Inspection Academy)Document1,058 pagesPaint and Coating Testing Manual (Inspection Academy)Chiheb Kaaniche100% (1)
- Certificado de Valvulas K18H010 Mill Test Certificate PDFDocument3 pagesCertificado de Valvulas K18H010 Mill Test Certificate PDFdsoto_108536No ratings yet
- Duplex Stainless Steel Weld Metallurgy Slides - 220212Document37 pagesDuplex Stainless Steel Weld Metallurgy Slides - 220212Chiheb KaanicheNo ratings yet
- (A) 12.02 Pipeline Ancillaries - Isolation Valves - Rotary Movement (Spirax-Sarco, 2005)Document14 pages(A) 12.02 Pipeline Ancillaries - Isolation Valves - Rotary Movement (Spirax-Sarco, 2005)lyly209No ratings yet
- 12 MGDP I 1045 0 (Spec For WHCP)Document26 pages12 MGDP I 1045 0 (Spec For WHCP)Ricardo NapitupuluNo ratings yet
- SpiraxSarco-B9-Safety ValvesDocument82 pagesSpiraxSarco-B9-Safety Valvesdanenic100% (4)
- Steam Trap Installation Best Practices STLDocument2 pagesSteam Trap Installation Best Practices STLRosyad Broe CaporegimeNo ratings yet
- API 510.jan 2022open ClosedDocument3 pagesAPI 510.jan 2022open ClosedChiheb KaanicheNo ratings yet
- PSV Safety Valves IntroductionDocument12 pagesPSV Safety Valves IntroductionKachi Ike100% (1)
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- KT Fitting CatalogueDocument13 pagesKT Fitting CataloguemarclkmNo ratings yet
- Safety Valve InstallationDocument14 pagesSafety Valve InstallationsvvsreddyNo ratings yet
- Safety Valve InstallationDocument3 pagesSafety Valve InstallationEN IDNo ratings yet
- (EE) - Steam Traps and Steam TrapingDocument94 pages(EE) - Steam Traps and Steam Trapingrajpratik1561No ratings yet
- Microsoft Word - SV - Part6Document6 pagesMicrosoft Word - SV - Part6aftabulalamNo ratings yet
- ARTICLE Damage Scenarios For Valves Identifying The Potential ForDocument5 pagesARTICLE Damage Scenarios For Valves Identifying The Potential ForXing ChenNo ratings yet
- 09.02 Types of Safety ValveDocument14 pages09.02 Types of Safety Valvekenneth remotoNo ratings yet
- 11 Installation and Storage CP - ENDocument5 pages11 Installation and Storage CP - ENandersson benito herreraNo ratings yet
- Manual Air Blast 300Document13 pagesManual Air Blast 300Mario EprataNo ratings yet
- File1 229 152531320717Document40 pagesFile1 229 152531320717MEHDINo ratings yet
- T12833-Purge Air CHK VLVDocument6 pagesT12833-Purge Air CHK VLVJEORJENo ratings yet
- Best Practices For Steam Control Valve InstallationDocument4 pagesBest Practices For Steam Control Valve InstallationYasmin.Shunmugam4188No ratings yet
- Wavistrong Installation Guide - Part36Document1 pageWavistrong Installation Guide - Part36gfhf dgdNo ratings yet
- Universal Air Shield/Flange Mount Assembly Model Q1118: DescriptionDocument4 pagesUniversal Air Shield/Flange Mount Assembly Model Q1118: DescriptionSyed SamsamuddinNo ratings yet
- K-060 General InstallationDocument11 pagesK-060 General InstallationSannyBombeoJomocNo ratings yet
- 2005 - 2009 Water Leak RepairsDocument5 pages2005 - 2009 Water Leak RepairsJuan CandiaNo ratings yet
- Introduction To Valves - Only The Basics - Introduction To Block & Bleed Valves and Block & Bleed SystemsDocument7 pagesIntroduction To Valves - Only The Basics - Introduction To Block & Bleed Valves and Block & Bleed SystemsVijay KumarNo ratings yet
- Installation and Commissioning of Controls: Block 5 Basic Control TheoryDocument10 pagesInstallation and Commissioning of Controls: Block 5 Basic Control TheoryPablo Leon RoblesNo ratings yet
- Pilot Operated Safety Valve: Fig. 9.2.3 Schematic Diagram of The Bellows Balanced Safety ValveDocument6 pagesPilot Operated Safety Valve: Fig. 9.2.3 Schematic Diagram of The Bellows Balanced Safety ValveaftabulalamNo ratings yet
- Check Valve DetailDocument1 pageCheck Valve DetailAhmed AliNo ratings yet
- Check Valve DetailDocument1 pageCheck Valve DetailAhmed AliNo ratings yet
- ISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesDocument5 pagesISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesChandra SimanjuntakNo ratings yet
- Instructions On Installation, Operation and Maintenance For Kirloskar Kinetic Air ValvesDocument15 pagesInstructions On Installation, Operation and Maintenance For Kirloskar Kinetic Air ValvesElias TascaNo ratings yet
- Atmospheric Relief Valve ManualDocument12 pagesAtmospheric Relief Valve ManualTarun ChandraNo ratings yet
- Atmospheric Vacuum BreakerDocument7 pagesAtmospheric Vacuum BreakerMarven Sim ErosedoNo ratings yet
- Catalog PDF MarineDocument66 pagesCatalog PDF MarineYuri Soverika SitepuNo ratings yet
- VB Om2 0Document5 pagesVB Om2 0THEO CHASIOTISNo ratings yet
- Vacuum Bell JarDocument4 pagesVacuum Bell JarScience HouseNo ratings yet
- Alternative Plant Protection Devices and Terminology: Block 9 Safety ValvesDocument6 pagesAlternative Plant Protection Devices and Terminology: Block 9 Safety ValvesRamyasri KovvuriNo ratings yet
- Operations Maintenance Manual Style 129 Reliant Fire Hydrant 3fd60382Document14 pagesOperations Maintenance Manual Style 129 Reliant Fire Hydrant 3fd60382Abdul KarimNo ratings yet
- Apco Avs ManualDocument11 pagesApco Avs Manualvictor diazNo ratings yet
- Microsoft Word - SV - Part2Document6 pagesMicrosoft Word - SV - Part2aftabulalamNo ratings yet
- Check Valve: Product Bulletin 50-13 CDocument2 pagesCheck Valve: Product Bulletin 50-13 CHuong QuangNo ratings yet
- L 2484DOMTrboInstMan5!30!07Document16 pagesL 2484DOMTrboInstMan5!30!07PIKO MOBNo ratings yet
- Proper Sizing and Installation For Steam System Safety ValvesDocument5 pagesProper Sizing and Installation For Steam System Safety ValvesmohdfirdausNo ratings yet
- Mcleod Gage ManualDocument11 pagesMcleod Gage ManualEzsilvasilva SilvaNo ratings yet
- How It Works Switching ValvesDocument3 pagesHow It Works Switching Valvesdaus nasNo ratings yet
- IOM Manual For Air Cylinder Operated ValvesDocument21 pagesIOM Manual For Air Cylinder Operated Valvesjhon riosNo ratings yet
- DLPM ManualDocument7 pagesDLPM ManualTONNo ratings yet
- MANUAL 2ttb3 - SeriesDocument8 pagesMANUAL 2ttb3 - SeriesingeNo ratings yet
- O - M ManualDocument27 pagesO - M ManualacpproductionNo ratings yet
- Installation Instructions: PART NUMBER: 21-452Document8 pagesInstallation Instructions: PART NUMBER: 21-452kilofome05No ratings yet
- The Benefits of Return Side Control Valve InstallationDocument3 pagesThe Benefits of Return Side Control Valve InstallationKaran ManhasNo ratings yet
- Safety Considerations in Canning Valves Aiche-17-020Document3 pagesSafety Considerations in Canning Valves Aiche-17-020hwang2No ratings yet
- Compressors Course-Chapter 6Document12 pagesCompressors Course-Chapter 6vela vanNo ratings yet
- O & M-MannualDocument29 pagesO & M-MannualHadziq NaufalNo ratings yet
- API 510 Real Question Papers ORGINALDocument33 pagesAPI 510 Real Question Papers ORGINALChiheb KaanicheNo ratings yet
- Class DDocument8 pagesClass DChiheb KaanicheNo ratings yet
- Puwer 1998Document21 pagesPuwer 1998Chiheb KaanicheNo ratings yet
- DACReq 06 I3 R1Document25 pagesDACReq 06 I3 R1Chiheb KaanicheNo ratings yet
- Nai 020Document4 pagesNai 020Chiheb KaanicheNo ratings yet
- Codes For Vessels/Heat ExchangersDocument23 pagesCodes For Vessels/Heat ExchangersChiheb KaanicheNo ratings yet
- Basic Control ValveDocument59 pagesBasic Control ValveChiheb KaanicheNo ratings yet
- Corrosion and ProtectionDocument98 pagesCorrosion and ProtectionChiheb KaanicheNo ratings yet
- Valves PresentationDocument45 pagesValves PresentationChiheb KaanicheNo ratings yet
- 10815-PID-01 Sht. 1 of 2 - REV. 3Document1 page10815-PID-01 Sht. 1 of 2 - REV. 3R.P.PATELNo ratings yet
- Samson ValveDocument4 pagesSamson ValveTri CuyNo ratings yet
- Flue Kit GuideDocument14 pagesFlue Kit GuideCristina CaravanNo ratings yet
- CS2500Document528 pagesCS2500David Muñoz CastroNo ratings yet
- MAE440 Exp 03Document12 pagesMAE440 Exp 03RahulNo ratings yet
- Universiti Sains Malaysia School of Chemical Engineering: Pre-Lab TestDocument5 pagesUniversiti Sains Malaysia School of Chemical Engineering: Pre-Lab TestJoan MaryNo ratings yet
- Vortex Shedding Flow MetersDocument23 pagesVortex Shedding Flow MetersShivaNo ratings yet
- Radial-Flow Compressors Can Not Be Staged: (CPR) Per Stage Overall CPRDocument4 pagesRadial-Flow Compressors Can Not Be Staged: (CPR) Per Stage Overall CPRRoshan Shanmughan100% (1)
- Boundary Layed - NoteDocument3 pagesBoundary Layed - NoteMohammed AlshangitiNo ratings yet
- Pipeline Engineering 2019 - Workbook5 - 04211640000054 PDFDocument3 pagesPipeline Engineering 2019 - Workbook5 - 04211640000054 PDFNikolas DekkoNo ratings yet
- Masoneilan - 21000Document24 pagesMasoneilan - 21000ppsutorNo ratings yet
- Ergil Rhino Pig Receiver and Launcher DatasheetDocument5 pagesErgil Rhino Pig Receiver and Launcher DatasheetpsycopaulNo ratings yet
- KENR7618KENR7618-02 Cargador 924HDocument2 pagesKENR7618KENR7618-02 Cargador 924HEliceo PalominoNo ratings yet
- Bell & Gossett Online Pump Selection: SubmittalDocument2 pagesBell & Gossett Online Pump Selection: SubmittalYogeshNo ratings yet
- Panchi Industrial Services 133/1 Nh-24 Bye Pass Vijay Nagar, Ghaziabad - 201009Document4 pagesPanchi Industrial Services 133/1 Nh-24 Bye Pass Vijay Nagar, Ghaziabad - 201009GudduNo ratings yet
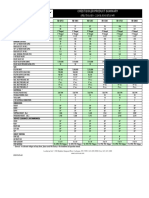
- Crest Boiler Product Summary: (FB) 750,000 - 2,000,000 BTU/HRDocument1 pageCrest Boiler Product Summary: (FB) 750,000 - 2,000,000 BTU/HRAnonymous 7xHNgoKE6eNo ratings yet