You might also like
- The Chemistry of Fertilisers and Manure - Including Information on the Chemical Constituents and Types of Fertilisers and ManuresFrom EverandThe Chemistry of Fertilisers and Manure - Including Information on the Chemical Constituents and Types of Fertilisers and ManuresRating: 5 out of 5 stars5/5 (1)
- The Chemistry of Dairy Products - A Chemical Analysis of Milk, Cream and ButterFrom EverandThe Chemistry of Dairy Products - A Chemical Analysis of Milk, Cream and ButterNo ratings yet
- Glycerol Acetylation 1Document224 pagesGlycerol Acetylation 1Matheus ZimermannNo ratings yet
- AlkylationDocument9 pagesAlkylationabhishek sharma100% (1)
- PH CH 126.1 Fischer Esterification of Methyl Benzoate 2Document6 pagesPH CH 126.1 Fischer Esterification of Methyl Benzoate 2Tammy CacnioNo ratings yet
- US2745840 Purify SaccharinDocument3 pagesUS2745840 Purify SaccharinHerdian PebiNo ratings yet
- Us1808155 PDFDocument2 pagesUs1808155 PDFmatiusNo ratings yet
- Preparation of Butyl Acetate PDFDocument6 pagesPreparation of Butyl Acetate PDFjoiya100133% (3)
- Chemistry 125 Laboratory 11Document5 pagesChemistry 125 Laboratory 11SmaeUBNo ratings yet
- Nov. 15, 1955 J. T. Rutherford 2,723,995: (NH4) 2SO4Document3 pagesNov. 15, 1955 J. T. Rutherford 2,723,995: (NH4) 2SO4sefssefNo ratings yet
- CyclohexeneDocument12 pagesCyclohexenePatricia CruzNo ratings yet
- Lab 20 Synthesis of Banana OilDocument7 pagesLab 20 Synthesis of Banana OilgioNo ratings yet
- US3235583Document3 pagesUS3235583bang daulayNo ratings yet
- Unit 3Document29 pagesUnit 3ASHISH K.K.No ratings yet
- Caprolactam Process DescriptionDocument8 pagesCaprolactam Process DescriptionJohannah Jane Abuel100% (2)
- Process-1 - Direct-Esterification - Process DescDocument7 pagesProcess-1 - Direct-Esterification - Process DescaibbycatalanNo ratings yet
- United States Patent 0: '3, l50, l74 ICCDocument2 pagesUnited States Patent 0: '3, l50, l74 ICCMuhammadAmdadulHoqueNo ratings yet
- Pentaeritritol 2Document6 pagesPentaeritritol 2Ibnul BaasithNo ratings yet
- United States: Patent OfficeDocument2 pagesUnited States: Patent OfficeBobyEsterandoNo ratings yet
- Banana Essence via Fisher EsterificationDocument9 pagesBanana Essence via Fisher EsterificationMaggie KabalanNo ratings yet
- Ethyl AcrylateDocument4 pagesEthyl AcrylateFirdaus ImamNo ratings yet
- unit_4_practical_5_-_the_preparation_of_ethyl_ethanoateDocument4 pagesunit_4_practical_5_-_the_preparation_of_ethyl_ethanoatejaivik230No ratings yet
- US4780224Document4 pagesUS4780224Mohamad Reza JahanbakhshNo ratings yet
- United States Patent Office: Patented Feb. 15, 1966Document3 pagesUnited States Patent Office: Patented Feb. 15, 1966sefssefNo ratings yet
- LAB QO 2 - Isoamyl AcetateDocument11 pagesLAB QO 2 - Isoamyl AcetatemarioNo ratings yet
- US3373187Document2 pagesUS3373187Haruo YamashitaNo ratings yet
- AAS Methods 2520of 2520 ProductionDocument4 pagesAAS Methods 2520of 2520 Productionapi-3714811No ratings yet
- Patent details efficient acetylacetone production processDocument2 pagesPatent details efficient acetylacetone production processJuan David Marin ChiguachiNo ratings yet
- 1 Fischer EsterificationDocument2 pages1 Fischer EsterificationMuhammad Iqbal ChandioNo ratings yet
- Patent for Preparing StearolactoneDocument2 pagesPatent for Preparing StearolactonerocioNo ratings yet
- US3718545 (1) PatenteDocument8 pagesUS3718545 (1) PatenteAndrés BelloniNo ratings yet
- Conocophillips Reduced Volatility Alkylation Process (Revap)Document12 pagesConocophillips Reduced Volatility Alkylation Process (Revap)Bharavi K S100% (1)
- Ester SynthesisDocument7 pagesEster SynthesisNgô Ngọc Mai PhươngNo ratings yet
- Ergot AlkaloidsDocument8 pagesErgot AlkaloidsHofman HofmannNo ratings yet
- (2003) US6603036 Process For The Manufacture of 2-Ethylhexyl AcrylateDocument6 pages(2003) US6603036 Process For The Manufacture of 2-Ethylhexyl Acrylateremi1988No ratings yet
- Project 1 - Isopropanol and Acetone From Propylene PDFDocument8 pagesProject 1 - Isopropanol and Acetone From Propylene PDFAnonymous RJkpep7D0rNo ratings yet
- Organic Synthesis Fischer EsterificationDocument8 pagesOrganic Synthesis Fischer EsterificationCamsy WangNo ratings yet
- Topic 3 EsterificationDocument53 pagesTopic 3 EsterificationMuhammad HariskhalilNo ratings yet
- United States Patent (191: GermanyDocument5 pagesUnited States Patent (191: GermanyChem2014EngNo ratings yet
- US3816523Document5 pagesUS3816523Argo Rizky Kusuma 2007110716No ratings yet
- Us 2050600Document4 pagesUs 2050600Devi Monika SitompulNo ratings yet
- CyclohexeneDocument11 pagesCyclohexeneanon-407590100% (10)
- Isolation of Casein From Milk Aim: To Isolate CaseinDocument21 pagesIsolation of Casein From Milk Aim: To Isolate CaseinK.Selvaraj79% (14)
- Us 2731492Document3 pagesUs 2731492ayuniNo ratings yet
- Us 5154800Document3 pagesUs 5154800Lukas EstivaresNo ratings yet
- Santa Monica College Chem 22 Lab ManualDocument59 pagesSanta Monica College Chem 22 Lab ManualMide Ogundipe100% (1)
- Digital Assignment 2: Naman GuptaDocument13 pagesDigital Assignment 2: Naman GuptaNaman GuptaNo ratings yet
- Producing Esters of Methylene Bis-Thioglycolic AcidDocument2 pagesProducing Esters of Methylene Bis-Thioglycolic Acidfake77No ratings yet
- 39. Dl-β-Phenylalanine - Gillespie - Organic Syntheses Collective 2 (1943) and Organic Syntheses 19 (1939)Document5 pages39. Dl-β-Phenylalanine - Gillespie - Organic Syntheses Collective 2 (1943) and Organic Syntheses 19 (1939)dextroenantiomer100% (1)
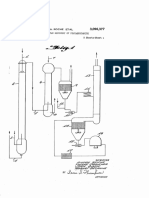
- By Swill 39Re-A-2J: July 2, 1963 A. Roche Etal 3,096,377Document5 pagesBy Swill 39Re-A-2J: July 2, 1963 A. Roche Etal 3,096,377Ruchita PoilkarNo ratings yet
- Methyl Benzoate Prac 2Document16 pagesMethyl Benzoate Prac 2Patience Paida NganiNo ratings yet
- MANUFATURE OF ETHANOL FROM MOLASSESDocument5 pagesMANUFATURE OF ETHANOL FROM MOLASSESlily augustNo ratings yet
- Organic Syntheses Collective Volume 2Document813 pagesOrganic Syntheses Collective Volume 2caltexas88% (8)
- FermentationDocument5 pagesFermentationNaveen PalaNo ratings yet
- Exp01 FischerEsterification ManualDocument3 pagesExp01 FischerEsterification ManualJimmy AxeNo ratings yet
- CE2206 - CPI - Lecture No.05 - Manu. of INDUSTRIAL ALCOHOLDocument17 pagesCE2206 - CPI - Lecture No.05 - Manu. of INDUSTRIAL ALCOHOLRohan GohilNo ratings yet
- Experiment 3: Separation of an Acidic, a Basic and a Neutral SubstanceDocument6 pagesExperiment 3: Separation of an Acidic, a Basic and a Neutral SubstanceAlexandra CatalinaNo ratings yet
- Extract 1Document6 pagesExtract 1Chiara FracicaNo ratings yet
- Plant and Animal Bio-Chemistry - Including Information on Amino Acids, Proteins, Pigments and Other Chemical Constituents of Organic MatterFrom EverandPlant and Animal Bio-Chemistry - Including Information on Amino Acids, Proteins, Pigments and Other Chemical Constituents of Organic MatterNo ratings yet
- Book Review.: ./ND BY John ANDDocument1 pageBook Review.: ./ND BY John ANDRachmad HermawanNo ratings yet
- PABRIK ASETON SIANOHIDRIN DARI ASAM SIANIADA DAN ASETONDocument3 pagesPABRIK ASETON SIANOHIDRIN DARI ASAM SIANIADA DAN ASETONRachmad HermawanNo ratings yet
- Daftar Pustaka: Intelelligence. ICNDocument4 pagesDaftar Pustaka: Intelelligence. ICNRachmad HermawanNo ratings yet
- Kami Beli Mobil Anda Sekarang: BenzeneDocument2 pagesKami Beli Mobil Anda Sekarang: BenzeneRachmad HermawanNo ratings yet
- WO2015033159A1Document37 pagesWO2015033159A1Rachmad HermawanNo ratings yet
- WO2015033159A1Document37 pagesWO2015033159A1Rachmad HermawanNo ratings yet
- Styrene Production, Use, and Human Exposure: Critical Reviews in Toxicology February 1994Document11 pagesStyrene Production, Use, and Human Exposure: Critical Reviews in Toxicology February 1994Rachmad HermawanNo ratings yet
- Journal of Environmental Science and Health, Part A: Toxic/Hazardous Substances and Environmental EngineeringDocument12 pagesJournal of Environmental Science and Health, Part A: Toxic/Hazardous Substances and Environmental EngineeringLuciaMarinaR.OrizaNo ratings yet
- Definition SG ViscosityDocument2 pagesDefinition SG Viscositywan_fahmi_6No ratings yet
- Beckeretal ProductionofSNGfromCO2-H2O-TEAofP2GStrategy ASMEJERT2019Document12 pagesBeckeretal ProductionofSNGfromCO2-H2O-TEAofP2GStrategy ASMEJERT2019Muhammad Usama SaeedNo ratings yet
- Biodesulfurization of Petroleum Distillates-Current Status, Opportunities and Future ChallengesDocument20 pagesBiodesulfurization of Petroleum Distillates-Current Status, Opportunities and Future ChallengesNurul AinNo ratings yet
- Quiz Qstn-And-Ans: Increases, Decreases Gas Increase Brittleness, in One Direction OnlyDocument75 pagesQuiz Qstn-And-Ans: Increases, Decreases Gas Increase Brittleness, in One Direction OnlyNarendra Singh ShekhawatNo ratings yet
- Chemical Kinetics: The Iodine Clock Reaction RateDocument13 pagesChemical Kinetics: The Iodine Clock Reaction RateHân LêNo ratings yet
- Cap 6Document3 pagesCap 6barlosNo ratings yet
- F324 HW 2Document8 pagesF324 HW 2isloo10No ratings yet
- 9952T-600 0004 PDS 0800: ClassDocument3 pages9952T-600 0004 PDS 0800: ClassChakravarthy BharathNo ratings yet
- DR Nimmo Part EE A3Document18 pagesDR Nimmo Part EE A3Toks FawibeNo ratings yet
- Chemical Equilibrium Problem Sheet-1Document4 pagesChemical Equilibrium Problem Sheet-1Akash GhoshNo ratings yet
- KineticparticletheorypptDocument32 pagesKineticparticletheorypptAnand SarbabidyaNo ratings yet
- Checal Additional Problems&answersDocument5 pagesChecal Additional Problems&answersMaridil Joy IsidroNo ratings yet
- Chinese Journal of Chemical Engineering: Mingyuan Hu, Hui TianDocument10 pagesChinese Journal of Chemical Engineering: Mingyuan Hu, Hui TianCassandra TanNo ratings yet
- Raoult LawDocument5 pagesRaoult Lawhappy singhNo ratings yet
- Acetanilide by RecrystallizationDocument12 pagesAcetanilide by RecrystallizationSebastian Mora0% (1)
- Steam Cracker Furnace of OlefinesDocument10 pagesSteam Cracker Furnace of OlefinesEnrique ArceNo ratings yet
- Gate QuestionsDocument30 pagesGate QuestionsVicky SharmaNo ratings yet
- PR 900 PDFDocument26 pagesPR 900 PDFsanjay ukalkarNo ratings yet
- The Flammable Range (Explosive Range) : Gas Lower Explosive or Flammable Limit (%) Upper Explosive or Flammable Limit (%)Document1 pageThe Flammable Range (Explosive Range) : Gas Lower Explosive or Flammable Limit (%) Upper Explosive or Flammable Limit (%)Kaye Freyssinet Nermal AbangganNo ratings yet
- ChoppiDocument12 pagesChoppiSarah Sanchez100% (1)
- Sattler PDFDocument232 pagesSattler PDFRodrigo Mazzarella100% (1)
- CE4105 Surface Production Operations: Operasi Produksi Permukaan Hidrokarbon / Operasi Hulu Minyak Dan GasDocument41 pagesCE4105 Surface Production Operations: Operasi Produksi Permukaan Hidrokarbon / Operasi Hulu Minyak Dan GasRickyWisaksonoNo ratings yet
- Gravimetric Determination of SO3 in Soluble SulfatesDocument4 pagesGravimetric Determination of SO3 in Soluble SulfatesWendell Kim Llaneta0% (1)
- SAEP-88 Appendix J: Materials Selection Table (MST) Template (1 of 2Document2 pagesSAEP-88 Appendix J: Materials Selection Table (MST) Template (1 of 2Afzal AsifNo ratings yet
- BP Toledo v6 LoDocument20 pagesBP Toledo v6 LoMarcos ArraezNo ratings yet
- ExxonMobil Refining ReportDocument1 pageExxonMobil Refining ReportIndwiarti PaneNo ratings yet
- Midterm Exam: InstructionsDocument2 pagesMidterm Exam: InstructionsRainelda C. CruzNo ratings yet
- Seal & Seat Matrix-Floating-LatestDocument5 pagesSeal & Seat Matrix-Floating-LatestdennykvgNo ratings yet
- Oil Refinery Information SourcesDocument5 pagesOil Refinery Information SourcesBien Molintapang BastianNo ratings yet