You might also like
- Edexcel International GCSE Chemistry Workbook Robert WensleyDocument97 pagesEdexcel International GCSE Chemistry Workbook Robert WensleyMochiro ZzZ100% (1)
- Pengaruh Preheat Dan Thermal Kualitas Sambungan Las Allumunium 6061Document6 pagesPengaruh Preheat Dan Thermal Kualitas Sambungan Las Allumunium 6061Edo Putra AgustyraNo ratings yet
- Effect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenDocument10 pagesEffect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenHani Aziz AmeenNo ratings yet
- Demarque 2018Document9 pagesDemarque 2018Jose G. Cueva CardeñaNo ratings yet
- Xu 2020Document11 pagesXu 2020Marco A. R. JimenesNo ratings yet
- 1 s2.0 S026130691200605X MainDocument7 pages1 s2.0 S026130691200605X MainDhanashekar ManickamNo ratings yet
- DCSP Tig Welding of Aa2219 Aluminum AlloyDocument14 pagesDCSP Tig Welding of Aa2219 Aluminum AlloySgk ManikandanNo ratings yet
- Pengaruh Kuat Arus Dan Campuran Gas Argon - Co Pada Pengelasan Fasa GandaDocument8 pagesPengaruh Kuat Arus Dan Campuran Gas Argon - Co Pada Pengelasan Fasa GandaBrian Simon ImmanuelNo ratings yet
- Reference 3Document4 pagesReference 3Adnan SaadiNo ratings yet
- Toto@akprind - Ac.id: Jurnal Teknologi, Volume. 1 Nomor 1, Juni 2008, 30-34 30Document5 pagesToto@akprind - Ac.id: Jurnal Teknologi, Volume. 1 Nomor 1, Juni 2008, 30-34 30Bahtiar Nur FaiziNo ratings yet
- Analisis Sifat Mekanik Hasil Pengelasan Aluminium Aa 1100 Dengan Metode Friction Stir Welding (FSW)Document10 pagesAnalisis Sifat Mekanik Hasil Pengelasan Aluminium Aa 1100 Dengan Metode Friction Stir Welding (FSW)Gustriyas AndrayanaNo ratings yet
- Effect of Hardness Test On Precipitation Hardening Aluminium Alloy 6061-T6Document11 pagesEffect of Hardness Test On Precipitation Hardening Aluminium Alloy 6061-T6evelynNo ratings yet
- Gas Tungsten Arc WeldingDocument11 pagesGas Tungsten Arc WeldingIrshadNo ratings yet
- Effect of Hardness Test On Precipitation Hardening Aluminium Alloy 6061-T6Document12 pagesEffect of Hardness Test On Precipitation Hardening Aluminium Alloy 6061-T6Carlos MartinsNo ratings yet
- (IJET-V1I6P9) Authors: Parag Amrutkar, R.R.Borse, J.G.PatilDocument4 pages(IJET-V1I6P9) Authors: Parag Amrutkar, R.R.Borse, J.G.PatilInternational Journal of Engineering and TechniquesNo ratings yet
- 액화수소저장탱크용스테인리스소재의레이저용접적용을위한기초연구Document8 pages액화수소저장탱크용스테인리스소재의레이저용접적용을위한기초연구Sungwook KangNo ratings yet
- PDFDocument15 pagesPDFchethanNo ratings yet
- Low-Cycle Fatigue Behavior of AA2618-T61 Forged DiskDocument6 pagesLow-Cycle Fatigue Behavior of AA2618-T61 Forged DiskFedericaNo ratings yet
- Wenqing Qu, Minyuan Song, Junshan Yao and Haiyun ZhaoDocument7 pagesWenqing Qu, Minyuan Song, Junshan Yao and Haiyun ZhaopurnashisNo ratings yet
- Experimental Investigation For Welding Aspects of AISI 304 & 316 by Taguchi Technique For The Process of TIG & MIG WeldingDocument6 pagesExperimental Investigation For Welding Aspects of AISI 304 & 316 by Taguchi Technique For The Process of TIG & MIG Weldingsurendiran123No ratings yet
- Final ReviewDocument34 pagesFinal Reviewmohanmech2006886No ratings yet
- 19 Ijmperdapr201719Document10 pages19 Ijmperdapr201719TJPRC PublicationsNo ratings yet
- Aluminum 5083 With 5183Document9 pagesAluminum 5083 With 5183johnknight000No ratings yet
- Investigation On The Effect of Process Parameters On Weld Bead Geometry in TIG WeldingDocument4 pagesInvestigation On The Effect of Process Parameters On Weld Bead Geometry in TIG WeldingDinesh KumarNo ratings yet
- 2015 - Effects of Annealing Temperature On The Mechanical Properties and Sensitization of 5083-H116 Aluminum Alloy SCIDocument8 pages2015 - Effects of Annealing Temperature On The Mechanical Properties and Sensitization of 5083-H116 Aluminum Alloy SCI陳仁郁No ratings yet
- A Survey On Gas Metal Arc Welding (GMAW) - Review: January 2019Document7 pagesA Survey On Gas Metal Arc Welding (GMAW) - Review: January 2019Radhi NurvianNo ratings yet
- Experimental Investigation of Tensile Properties of Ti-6Al-4V Alloy at Elevated TemperatureDocument5 pagesExperimental Investigation of Tensile Properties of Ti-6Al-4V Alloy at Elevated TemperaturesenthilNo ratings yet
- Effect Artificial Aging To Mech Properties of AlDocument11 pagesEffect Artificial Aging To Mech Properties of AlThaharNo ratings yet
- Microporosity Control and Thermal-Fatigue Resistance of A319 Aluminum Foundry AlloyDocument8 pagesMicroporosity Control and Thermal-Fatigue Resistance of A319 Aluminum Foundry AlloyAdriene SantosNo ratings yet
- Investigation of Post-Weld Heat Treatment T6 and WDocument9 pagesInvestigation of Post-Weld Heat Treatment T6 and WNikhil KanojiNo ratings yet
- Metals 13 01301Document11 pagesMetals 13 01301iqbal haiderNo ratings yet
- Resistance Spot Welding of Martensitic Stainless Steel (Ss420) - Part IDocument12 pagesResistance Spot Welding of Martensitic Stainless Steel (Ss420) - Part IJoel BrasilBorgesNo ratings yet
- Fatigue Props of 6061T6 Al AlloysDocument13 pagesFatigue Props of 6061T6 Al Alloystruva_kissNo ratings yet
- Optimization of TIG Welding Parameters On Strength Basis A ReviewDocument7 pagesOptimization of TIG Welding Parameters On Strength Basis A ReviewInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Welding Research Paper TopicsDocument8 pagesWelding Research Paper Topicscaqllprhf100% (1)
- MSMSP MATACT Masse 2009 PDFDocument11 pagesMSMSP MATACT Masse 2009 PDFMaryam ShahNo ratings yet
- Pengaruh Variasi Arus Pengelasan Gtaw Terhadap Sifat Mekanis Pada Pipa Baja Karbon Astm A 106Document9 pagesPengaruh Variasi Arus Pengelasan Gtaw Terhadap Sifat Mekanis Pada Pipa Baja Karbon Astm A 106De KanjutNo ratings yet
- Occurrence of Sub-Critical Heat Affected Zone Liquid Metal Embrittlement in Joining of Advanced High Strength SteelDocument9 pagesOccurrence of Sub-Critical Heat Affected Zone Liquid Metal Embrittlement in Joining of Advanced High Strength SteelMathews LimaNo ratings yet
- Effect of Post-Process Heat Treatment On Microstructure and PropertiesDocument5 pagesEffect of Post-Process Heat Treatment On Microstructure and PropertiesbeyzkrkNo ratings yet
- Sadeghi 2018Document11 pagesSadeghi 2018Rami GhorbelNo ratings yet
- Hot Deformation Behavior and Processing Map of 5356 Aluminum AlloyDocument6 pagesHot Deformation Behavior and Processing Map of 5356 Aluminum Alloyvanquan tangNo ratings yet
- Comparative Investigation of Friction Stir WeldingDocument5 pagesComparative Investigation of Friction Stir WeldingV.v. TaguisNo ratings yet
- 22008-Article Text-71889-1-10-20190503Document7 pages22008-Article Text-71889-1-10-20190503sourabh loharNo ratings yet
- Microstructural and Mechanical Properties of Double-Sided MIG, TIG and Friction Stir Welded 5083-H321 Aluminium AlloyDocument9 pagesMicrostructural and Mechanical Properties of Double-Sided MIG, TIG and Friction Stir Welded 5083-H321 Aluminium AlloydietersimaNo ratings yet
- Icmset2014 3 023eDocument6 pagesIcmset2014 3 023eAdo1999No ratings yet
- Research Article: Mechanical Behaviour and Springback Study of An Aluminium Alloy in Warm Forming ConditionsDocument10 pagesResearch Article: Mechanical Behaviour and Springback Study of An Aluminium Alloy in Warm Forming ConditionsJabbar AljanabyNo ratings yet
- WeldingDocument3 pagesWeldingRehan AmeenNo ratings yet
- Mechanical Behavior of Aluminum-Lithium Alloys at Cryogenic TemperaturesDocument7 pagesMechanical Behavior of Aluminum-Lithium Alloys at Cryogenic TemperaturesHani AshriNo ratings yet
- Thermal Fatigue Analysis of Induction Furnace Wall For Magnesia Ramming MassDocument6 pagesThermal Fatigue Analysis of Induction Furnace Wall For Magnesia Ramming MassArjun KoduriNo ratings yet
- Spot Welding Research PaperDocument4 pagesSpot Welding Research Paperuzypvhhkf100% (1)
- 2002 - Forming Limit of Magnesium Alloy at Elevated Temperatures For Precision ForgingDocument8 pages2002 - Forming Limit of Magnesium Alloy at Elevated Temperatures For Precision ForgingNguyen Hoang DungNo ratings yet
- 1 s2.0 S0924013622001510 MainDocument15 pages1 s2.0 S0924013622001510 MainARUNPRAKASH SNo ratings yet
- RESID. STRESS - Residual Stress of Dissimilar S690QT and 316L Austenitic Stainless Steel Weld JointsDocument16 pagesRESID. STRESS - Residual Stress of Dissimilar S690QT and 316L Austenitic Stainless Steel Weld JointsGabriel PaesNo ratings yet
- Las JurnalDocument8 pagesLas JurnalEby Nugroho MeinsideNo ratings yet
- (23005319 - Acta Mechanica Et Automatica) JOINING THE COMBINATION OF AHSS STEEL AND HSLA STEEL BY RESISTANCE SPOT WELDINGDocument4 pages(23005319 - Acta Mechanica Et Automatica) JOINING THE COMBINATION OF AHSS STEEL AND HSLA STEEL BY RESISTANCE SPOT WELDINGSwapvaibNo ratings yet
- Effect of Arc Welding Current On The Mechanical PRDocument10 pagesEffect of Arc Welding Current On The Mechanical PRBasim Al-bhadleNo ratings yet
- Welding Characteristics of 304 306 316 SDocument3 pagesWelding Characteristics of 304 306 316 SHenry León HenaoNo ratings yet
- Behaviour of S 355JODocument7 pagesBehaviour of S 355JOViorel UngureanuNo ratings yet
- Investigation of Mechanical Properties and Microstructure of GTAW On Dissimilar MetalsDocument3 pagesInvestigation of Mechanical Properties and Microstructure of GTAW On Dissimilar Metalskamal touilebNo ratings yet
- A Review Paper On Optimization of Shield PDFDocument8 pagesA Review Paper On Optimization of Shield PDFZen KingNo ratings yet
- Sliding-Blade MEMS Iris and Variable Optical AttenDocument12 pagesSliding-Blade MEMS Iris and Variable Optical Attendirwan somaNo ratings yet
- Ta Iris MechanismDocument131 pagesTa Iris Mechanismdirwan somaNo ratings yet
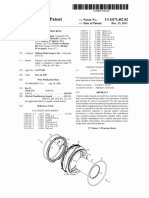
- United States Patent (10) Patent No.: US 8,075,482 B2Document17 pagesUnited States Patent (10) Patent No.: US 8,075,482 B2dirwan somaNo ratings yet
- Design Manufacturing and Testing of A Camera-LikeDocument13 pagesDesign Manufacturing and Testing of A Camera-Likedirwan somaNo ratings yet
- Spua 351Document3 pagesSpua 351AliZenatiNo ratings yet
- Group Assignment Instruction Sem 1 2018-2019 PDFDocument20 pagesGroup Assignment Instruction Sem 1 2018-2019 PDFlogen boyNo ratings yet
- F150-IV-24441-29 PrimerDocument4 pagesF150-IV-24441-29 PrimerKevin GonzalesNo ratings yet
- Cone Penetrometer For SoilDocument7 pagesCone Penetrometer For SoilOkello StevenNo ratings yet
- WSC - Year 2 Module 1 - Friction: Reviewed and Updated On: 01 November 2019 Version 1.1Document32 pagesWSC - Year 2 Module 1 - Friction: Reviewed and Updated On: 01 November 2019 Version 1.1Sumit Roy83% (6)
- As 1160-1996Document18 pagesAs 1160-1996Alexandru LetNo ratings yet
- Amonium Sulfate Improve DetectionDocument6 pagesAmonium Sulfate Improve DetectionNguyen NghiNo ratings yet
- Material Data Sheet: Duplex Stainless Steel, Cd4McuDocument3 pagesMaterial Data Sheet: Duplex Stainless Steel, Cd4McufendixNo ratings yet
- Practice 3 SHELDocument9 pagesPractice 3 SHELHusnul HotimaahNo ratings yet
- Nanoparticles Nanoparticles As As Catalysts in Chemical Catalysts in Chemical Reactions ReactionsDocument38 pagesNanoparticles Nanoparticles As As Catalysts in Chemical Catalysts in Chemical Reactions Reactionsmhafez1979No ratings yet
- 4.1: Writing and Balancing Chemical Equations: Learning ObjectivesDocument9 pages4.1: Writing and Balancing Chemical Equations: Learning ObjectivesRicki HanNo ratings yet
- Hands-On ManagementDocument3 pagesHands-On ManagementKeily VilcarromeroNo ratings yet
- 1 s2.0 S0360319915012975 MainDocument22 pages1 s2.0 S0360319915012975 MainAblaqNo ratings yet
- PDMS Thickness VS Spin SpeedDocument2 pagesPDMS Thickness VS Spin SpeedGopal Chandra PalNo ratings yet
- Lab 5Document2 pagesLab 5Leighton WilliamsNo ratings yet
- Fridex Eko Extra 8.10.19 SDSDocument7 pagesFridex Eko Extra 8.10.19 SDStrenturk.bulentsenolNo ratings yet
- Importance/Uses of PH: in Our Daily LivesDocument5 pagesImportance/Uses of PH: in Our Daily LivesBhanavi HagargiNo ratings yet
- 2018-Li-Effect of Vacuum Thermal Cycling On The Compression and Shear Performance of Composite Sandwich Structures Containing Pyramidal Truss CoresDocument12 pages2018-Li-Effect of Vacuum Thermal Cycling On The Compression and Shear Performance of Composite Sandwich Structures Containing Pyramidal Truss CoresroxanaNo ratings yet
- Game Changer 1.0 - General Organic Chemistry - 7 DecDocument92 pagesGame Changer 1.0 - General Organic Chemistry - 7 DecFURIAS FACTYNo ratings yet
- GQS-0001-18 Aluminium MDI CansDocument14 pagesGQS-0001-18 Aluminium MDI Cansmd akbarNo ratings yet
- Chem Sba 7 - 10 2019Document7 pagesChem Sba 7 - 10 2019Nyomie CoxNo ratings yet
- Chemical Reactions: Amedeo Avogadro 1776-1856Document38 pagesChemical Reactions: Amedeo Avogadro 1776-1856ade dosmaria100% (1)
- Unit 2 Lab Manual ChemistryDocument9 pagesUnit 2 Lab Manual ChemistryAldayne ParkesNo ratings yet
- Brochure Biocides Oil and GasDocument12 pagesBrochure Biocides Oil and GasAlfonso Dominguez GonzalezNo ratings yet
- On The Mechanism of High Temperature Corrosion: December 2018Document22 pagesOn The Mechanism of High Temperature Corrosion: December 2018A&R FilesNo ratings yet
- Plant Physiology Laboratory Work: Diffusion and Osmotic (Permeability and Plasmolysis of Cell Membrane)Document24 pagesPlant Physiology Laboratory Work: Diffusion and Osmotic (Permeability and Plasmolysis of Cell Membrane)dhiafalihannNo ratings yet
- Race ElementsDocument346 pagesRace ElementsAntonio SoaresNo ratings yet
- HHHDocument124 pagesHHHAldhi PrastyaNo ratings yet
- 1,1',2,2'-Tetraamino-5,5'-Azo-Bis-1,3,4-Triazole and The Electrosynthesis of High-Performing Insensitive Energetic MaterialsDocument12 pages1,1',2,2'-Tetraamino-5,5'-Azo-Bis-1,3,4-Triazole and The Electrosynthesis of High-Performing Insensitive Energetic MaterialsMNo ratings yet