You might also like
- Metal Matrix Composites: A Modern Approach to ManufacturingFrom EverandMetal Matrix Composites: A Modern Approach to ManufacturingVirat KhannaNo ratings yet
- Chapter 4Document119 pagesChapter 4razlan ghazaliNo ratings yet
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationFrom EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationNo ratings yet
- Faculty of Mechanical Engineering, University Technology MARADocument32 pagesFaculty of Mechanical Engineering, University Technology MARAAqilah Mat SomNo ratings yet
- NCM PDFDocument105 pagesNCM PDFChaitanya AnandNo ratings yet
- Powder MetallurgyDocument79 pagesPowder MetallurgyTrevor Menezes100% (1)
- Powder MetallurgyDocument79 pagesPowder MetallurgyhavalNo ratings yet
- Unconventional Machining Techniques SeminarDocument28 pagesUnconventional Machining Techniques SeminarAkash TripathiNo ratings yet
- Powder Metallurgy Report SummaryDocument47 pagesPowder Metallurgy Report SummaryG. Dancer GhNo ratings yet
- M.E.I.M. 2017 364 Filters (PM)Document24 pagesM.E.I.M. 2017 364 Filters (PM)rohanNo ratings yet
- Stir Casting Squeeze CastingDocument25 pagesStir Casting Squeeze CastingPethuraj50% (2)
- Advance Abrasive Finishing TechniquesDocument37 pagesAdvance Abrasive Finishing TechniquesAnkett LahaseNo ratings yet
- Powder Composite Related To Powder Metallurgy: Ordinance Factory Institute of LearningDocument72 pagesPowder Composite Related To Powder Metallurgy: Ordinance Factory Institute of LearningriyamondalNo ratings yet
- Chapter 7Document27 pagesChapter 7razlan ghazaliNo ratings yet
- Regulation 2013 Me 6352 Manufacturing Technology Notes - PmsDocument164 pagesRegulation 2013 Me 6352 Manufacturing Technology Notes - PmsSubramanian PmNo ratings yet
- Particulate Processing of Metals and CeramicsDocument98 pagesParticulate Processing of Metals and CeramicsDamy Manesi0% (2)
- Amt Module 1Document66 pagesAmt Module 1Edwin V MathewsNo ratings yet
- MTech Production Thesis on Advanced Casting ProcessesDocument42 pagesMTech Production Thesis on Advanced Casting ProcessesPrikshit Gothwal100% (1)
- Powder Metallurgy Seminar GautamDocument31 pagesPowder Metallurgy Seminar GautamSidhartha GolchhaNo ratings yet
- Particle SizeDocument38 pagesParticle SizeChandan KumarNo ratings yet
- Introduction To Microcasting Techniques For MicroManufacturingDocument41 pagesIntroduction To Microcasting Techniques For MicroManufacturingKanti Solanki100% (1)
- MME 3518-Powder Metallurgy-1-2Document80 pagesMME 3518-Powder Metallurgy-1-2Mohammed GhisheerNo ratings yet
- Introduction To Microcasting Techniques For MicroManufacturingDocument41 pagesIntroduction To Microcasting Techniques For MicroManufacturingALDO ROGERNo ratings yet
- Part 1-Introduction Manufacturing - # 1Document53 pagesPart 1-Introduction Manufacturing - # 1mohan ladiNo ratings yet
- Powder Metallurgy: Basics & Applications Powder MetallurgyDocument11 pagesPowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiNo ratings yet
- Advance Machining ProcessDocument201 pagesAdvance Machining ProcessAnmol SharmaNo ratings yet
- Non Conventional Machining MethodsDocument24 pagesNon Conventional Machining MethodsGaurav Nigam100% (1)
- Non-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesDocument36 pagesNon-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesGbm RajNo ratings yet
- Nalanda College of Engineering: Non-Conventional MachiningDocument28 pagesNalanda College of Engineering: Non-Conventional Machiningraj aryanNo ratings yet
- EME - Unit 3Document145 pagesEME - Unit 3ROHITH KUMAR KNo ratings yet
- Module 5 Powder Metallurgy & Injection MouldingDocument72 pagesModule 5 Powder Metallurgy & Injection MouldingMaheshNo ratings yet
- Determination of Stress and Strain: Machine Design-IDocument66 pagesDetermination of Stress and Strain: Machine Design-INauman KhanNo ratings yet
- Manufacturing Processes For Metals: Casting: Forming and Shaping: MachiningDocument37 pagesManufacturing Processes For Metals: Casting: Forming and Shaping: MachiningGardhika Edsa NugrahaNo ratings yet
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document89 pagesMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaNo ratings yet
- Visvesvaraya Technological University Jnana Sangama, Belagavi - 590 018Document23 pagesVisvesvaraya Technological University Jnana Sangama, Belagavi - 590 018vishuNo ratings yet
- Unit-5 - Non Conventional Machining ProcessesDocument72 pagesUnit-5 - Non Conventional Machining ProcessesMichael AugustineNo ratings yet
- Unit 4 - Manufacturing Processes and FastnersDocument118 pagesUnit 4 - Manufacturing Processes and FastnersManav JarialNo ratings yet
- Non-Traditional Machining TechniquesDocument33 pagesNon-Traditional Machining TechniquesVikrant BhardwajNo ratings yet
- Additive Manufacturing SyllabusDocument213 pagesAdditive Manufacturing SyllabusSrinivas V BhatNo ratings yet
- Powder Met CH 1Document28 pagesPowder Met CH 1thomasvictor2005No ratings yet
- TribologyDocument19 pagesTribologyMtech Design [Golden Batch]No ratings yet
- Powder MetallurgyDocument24 pagesPowder MetallurgyMilan PanchalNo ratings yet
- PM Process and Powder PropertiesDocument46 pagesPM Process and Powder PropertiesBatın Kaan GündoğmuşNo ratings yet
- Unconventional Machining ProcessesDocument64 pagesUnconventional Machining Processesdeepak kantipudiNo ratings yet
- IE 332: Advanced Manufacturing Processes: Week 1aDocument41 pagesIE 332: Advanced Manufacturing Processes: Week 1aMohammed BabkirNo ratings yet
- Chapter 1Document32 pagesChapter 1Muhammad ZulhilmiNo ratings yet
- Unconventional MachiningDocument25 pagesUnconventional MachiningDittam SahaNo ratings yet
- Non Traditional MachiningDocument71 pagesNon Traditional MachiningShamanth SHNo ratings yet
- Rolling & Extrusion Case StudyDocument20 pagesRolling & Extrusion Case StudyMahmoud KassabNo ratings yet
- Chapter 07 - Non-Traditional MachiningDocument34 pagesChapter 07 - Non-Traditional MachiningNurul AsyilahNo ratings yet
- Manual Cutting Machine 1Document4 pagesManual Cutting Machine 1H 5895No ratings yet
- Syllabus: Vimal Jyothi Engineering College DEPARTMENT OF Mechanical EngineeringDocument59 pagesSyllabus: Vimal Jyothi Engineering College DEPARTMENT OF Mechanical EngineeringJezneel Jiju AbrahamNo ratings yet
- 2AMP L1 (1)Document10 pages2AMP L1 (1)chaurasia.nikhil2001No ratings yet
- 19ASC213A 05 Casting PatternsDocument28 pages19ASC213A 05 Casting Patternsam sachinNo ratings yet
- Manufacturing Process: I Semester ES-119Document170 pagesManufacturing Process: I Semester ES-119sayan halderNo ratings yet
- MSE 3331 Module 1 Lecture Metals Processing AU23Document138 pagesMSE 3331 Module 1 Lecture Metals Processing AU23yifanpangaustinNo ratings yet
- Non-Traditional Machining ProcessesDocument64 pagesNon-Traditional Machining ProcessespardhuduNo ratings yet
- Powder Metallurgy RKDocument22 pagesPowder Metallurgy RKBadam VenkateshNo ratings yet
- Machining Science: Jigs & FixturesDocument15 pagesMachining Science: Jigs & FixturesChidu KNo ratings yet
- Design and Fabrication of Abrasive Glass Cutting Machine Using Compressed AirDocument4 pagesDesign and Fabrication of Abrasive Glass Cutting Machine Using Compressed AirSujit SinghNo ratings yet
- Chapter 3 Metal FormingDocument112 pagesChapter 3 Metal Formingrazlan ghazaliNo ratings yet
- MEC560 Chapter 2 Metrology v1.2Document42 pagesMEC560 Chapter 2 Metrology v1.2razlan ghazaliNo ratings yet
- Chapter 9Document31 pagesChapter 9razlan ghazaliNo ratings yet
- MEM560 Topic 2 - Metrology & InstrumentationDocument104 pagesMEM560 Topic 2 - Metrology & Instrumentationrazlan ghazaliNo ratings yet
- Chapter 7Document27 pagesChapter 7razlan ghazaliNo ratings yet
- Chapter 5Document128 pagesChapter 5razlan ghazaliNo ratings yet
- Chapter 7Document27 pagesChapter 7razlan ghazaliNo ratings yet
- Chapter 6 Update UpdateDocument90 pagesChapter 6 Update Updaterazlan ghazaliNo ratings yet
- Chapter 3 Metal FormingDocument112 pagesChapter 3 Metal Formingrazlan ghazaliNo ratings yet
- CHAPTER 5 - EPE491 - Three Phase Induction MotorDocument38 pagesCHAPTER 5 - EPE491 - Three Phase Induction Motorrazlan ghazaliNo ratings yet
- CHAPTER 5 - EPE491 - Three Phase Induction MotorDocument38 pagesCHAPTER 5 - EPE491 - Three Phase Induction Motorrazlan ghazaliNo ratings yet
- MEC560 Chapter 2 Metrology v1.2Document42 pagesMEC560 Chapter 2 Metrology v1.2razlan ghazaliNo ratings yet
- Chapter 8Document31 pagesChapter 8razlan ghazaliNo ratings yet
- CHAPTER 4 - EPE491 - DC Motor Characteristics - 6Document11 pagesCHAPTER 4 - EPE491 - DC Motor Characteristics - 6razlan ghazaliNo ratings yet
- CHAPTER 4 - EPE491 - DC - MotorDocument30 pagesCHAPTER 4 - EPE491 - DC - Motorrazlan ghazaliNo ratings yet
- CHAPTER 6 - EPE491 - Three Phase Synchronous MachinesDocument30 pagesCHAPTER 6 - EPE491 - Three Phase Synchronous Machinesrazlan ghazaliNo ratings yet
- CHAPTER 10 1 EPE491 Elements of Power SystemDocument28 pagesCHAPTER 10 1 EPE491 Elements of Power Systemrazlan ghazaliNo ratings yet
- CHAPTER 10 - EPE491 - Protection of Electrical Machinery - 1Document32 pagesCHAPTER 10 - EPE491 - Protection of Electrical Machinery - 1razlan ghazaliNo ratings yet
- Chapter 4 Epe491 DC MotorDocument30 pagesChapter 4 Epe491 DC Motorrazlan ghazaliNo ratings yet
- CHAPTER 6 - EPE491 - Three Phase Synchronous Machines - 1Document30 pagesCHAPTER 6 - EPE491 - Three Phase Synchronous Machines - 1razlan ghazaliNo ratings yet
- CHAPTER 10 - EPE491 - Protection of Electrical MachineryDocument30 pagesCHAPTER 10 - EPE491 - Protection of Electrical Machineryrazlan ghazaliNo ratings yet
- CHAPTER 3 - EPE491 - Three Phase Circuits - TRANSFORMERDocument26 pagesCHAPTER 3 - EPE491 - Three Phase Circuits - TRANSFORMERrazlan ghazaliNo ratings yet
- CHAPTER 4 EPE491 DC Motor Characteristics 6Document11 pagesCHAPTER 4 EPE491 DC Motor Characteristics 6razlan ghazaliNo ratings yet
- Chapter 3 Epe491 Three Phase Circuits TransformerDocument26 pagesChapter 3 Epe491 Three Phase Circuits Transformerrazlan ghazaliNo ratings yet
- NM Chap 3.1Document45 pagesNM Chap 3.1Nurul AsyilahNo ratings yet
- Numerical Methods With ApplicationsDocument29 pagesNumerical Methods With Applicationsrazlan ghazaliNo ratings yet
- CHAPTER 9 EPE491 Single Phase MotorDocument30 pagesCHAPTER 9 EPE491 Single Phase Motorrazlan ghazaliNo ratings yet
- 11 WLAN Antenna TechnologyDocument53 pages11 WLAN Antenna TechnologyPaidamoyo ChimukaNo ratings yet
- Science 8 - Module 3 - Version 3Document11 pagesScience 8 - Module 3 - Version 3buena fe chavezNo ratings yet
- FOR Approval Specification: 32.0" Wxga TFT LCD TitleDocument42 pagesFOR Approval Specification: 32.0" Wxga TFT LCD TitleJulio Alberto Cabrera RodriguezNo ratings yet
- Powder Properties Test Method Alm Pa 650: Nylon 12 Laser Sintering MaterialDocument1 pagePowder Properties Test Method Alm Pa 650: Nylon 12 Laser Sintering MaterialLuiskar MedinaNo ratings yet
- Break Pressure TankDocument53 pagesBreak Pressure TankParomita Mukherjee Misra100% (11)
- Bending Moment CoefficientsDocument2 pagesBending Moment CoefficientssabishanuNo ratings yet
- Applied Sciences: Generalized Beam Theory For Thin-Walled Beams With Curvilinear Open Cross-SectionsDocument18 pagesApplied Sciences: Generalized Beam Theory For Thin-Walled Beams With Curvilinear Open Cross-SectionshamzaNo ratings yet
- Black Dyes Composition For Inkjet InkDocument8 pagesBlack Dyes Composition For Inkjet InkCobolNo ratings yet
- RFT Vs MDT Vs DSTDocument6 pagesRFT Vs MDT Vs DSTAbdullah IshaqNo ratings yet
- Gear TrainsDocument25 pagesGear TrainsShashank K BNo ratings yet
- Emers 5884 enDocument5 pagesEmers 5884 enDeca2509No ratings yet
- IAPB 08 PosterDocument1 pageIAPB 08 Postertovih27684No ratings yet
- UT (A) - CoE (XI) - Test-05 - Paper-2 - (Code-B) - (2022-24) - Compile (13-10-2022) - (2020-P-2) - (Only Que.)Document13 pagesUT (A) - CoE (XI) - Test-05 - Paper-2 - (Code-B) - (2022-24) - Compile (13-10-2022) - (2020-P-2) - (Only Que.)darling deanNo ratings yet
- Aerodynamics II - Compressible Flow Theory & ApplicationsDocument1 pageAerodynamics II - Compressible Flow Theory & ApplicationsthandialNo ratings yet
- Quick Start Guide: FeaturesDocument2 pagesQuick Start Guide: FeaturescwchowNo ratings yet
- IEC 60335-2-89 Flammable Refrigerant Limit ChangeDocument4 pagesIEC 60335-2-89 Flammable Refrigerant Limit ChangeDott. Giuseppe MaruzzellaNo ratings yet
- BS en 14511-3-2018 - (2021-05-20 - 12-47-53 PM)Document56 pagesBS en 14511-3-2018 - (2021-05-20 - 12-47-53 PM)Deepak JoyNo ratings yet
- Liebert Hiross HPWDocument12 pagesLiebert Hiross HPWmeganemesisNo ratings yet
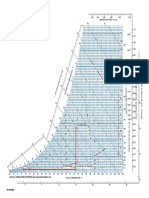
- State Point & Process Report: Psychrometric Chart Psychrometric ChartDocument1 pageState Point & Process Report: Psychrometric Chart Psychrometric ChartLee ChorneyNo ratings yet
- Odi-065r15m18jjj02-Gq V1 DS 3-0-2 - 0Document3 pagesOdi-065r15m18jjj02-Gq V1 DS 3-0-2 - 0Renato Botelho AFL EngenhariaNo ratings yet
- Carbonate ClassificationDocument5 pagesCarbonate ClassificationArpit UpadhyayNo ratings yet
- Kennametal - Tungsten Carbide Composite Brazing Rods DatasheetDocument1 pageKennametal - Tungsten Carbide Composite Brazing Rods DatasheetsakthiNo ratings yet
- Green Heterogeneous Catalyst from Plantain Peels for Biodiesel ProductionDocument21 pagesGreen Heterogeneous Catalyst from Plantain Peels for Biodiesel ProductionIdemudia VictorNo ratings yet
- New empirical expression for breakdown voltage under temperature and pressure variationsDocument6 pagesNew empirical expression for breakdown voltage under temperature and pressure variationsasNo ratings yet
- Mech Micromachining ReportDocument21 pagesMech Micromachining ReportSWAPNALI KHANDARENo ratings yet
- Pepak FrasDocument1 pagePepak Frasapi-59387842No ratings yet
- Buildings 11 00543Document25 pagesBuildings 11 00543Gigi AguasNo ratings yet
- Toshiba g7 Operation Manual PDFDocument221 pagesToshiba g7 Operation Manual PDFyasseralkadasiNo ratings yet
- How Trust Impacts Organizational Learning and InnovationDocument14 pagesHow Trust Impacts Organizational Learning and Innovationerika31123100% (1)
- Adv Ex 06 Trigonometry I (Theory)Document2 pagesAdv Ex 06 Trigonometry I (Theory)Leroy ChengNo ratings yet