Professional Documents
Culture Documents
RLF6 UX5 B8 Hazop
RLF6 UX5 B8 Hazop
Uploaded by
RahulOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
RLF6 UX5 B8 Hazop
RLF6 UX5 B8 Hazop
Uploaded by
RahulCopyright:
Available Formats
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
FOREWORD
M/s Hindustan Petroleum Corporation Limited (HPCL) has one of its a bulk petroleum oil Depot &
marketing division of Motor Spirit (MS), High Speed Diesel (HSD), Superior Kerosene Oil (SKO),
Ethanol, Furnace Oil (FO) and Lubes at Bakrapet village, Kadapa-Rajampeth road, Kadapa, dist:
Kadapa, Andhra Pradesh state.
The Depot is receiving the petroleum products from HPCL Vijayawada & Chennai POL Terminals
through Railway Wagons. These petroleum products include Motor Spirit (MS), High Speed Diesel
(HSD), Superior Kerosene Oil (SKO) and Furnace Oil (FO). Ethanol is received through truck
tanker. Kadapa new Depot is an intermediate stock point for feeding HPCL’s retail outlets (RO) in
the Kadapa, Chitoor & Kurnool Districts surrounding area to ensure there is no distruption in the
feed from the Depot to the ROs. The products are filled in the separate aboveground tanks and
dispatched from the Depot by road tankers. The existing storage Depot consists of 08 aboveground
and 05 underground tanks.
In order to assess the damage potential and thus risk arising due to storage and handling of these
flammable petroleum products at Kadapa POL Depot, M/s Hindustan Petroleum Corporation
Limited, engaged Marty India Engineering And Consultancy Services., Nagpur to undertake&
Revalidate Risk Analysis & HAZOP Study for Kadapa POL Depot with consideration of current
available facilities and our specific observations in line with OISD-244, OISD-117,MSIHC rules and
other statutory compliances.
This report presents the HAZOP study of Kadapa POL Depot. HAZOP Study helps to find the “weak
link” in a Depot and to provide a basis for developing procedural or engineering controls to remove
or lessen the risks from the identified problem area.The cooperation and assistance rendered by
M/s HPCL officials, Kadapa POL Depot in carrying out the studies is gratefully acknowledged.
Place: Nagpur Project Team
Date: 10th February, 2018
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 1
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
CONTENTS
1 INTRODUCTION ...................................................................................................... 4
1.1 Preamble ............................................................................................................ 4
1.2 Study Objectives & Scope Of Work ......................................................................... 4
1.2.1 Study Objectives............................................................................................ 4
1.2.2 Scope Of Work .............................................................................................. 5
1.2.3 Organization Of Report ................................................................................... 5
2 ABOUT HAZARD & OPERABILITY STUDIES (HAZOP) ............................................... 5
2.1 Hazop: A Study For Hazard Identification ................................................................ 6
2.2 Hazop Procedure, Significance Of Guideword & Data/ Documents Required ................. 7
2.3 Hazop As Explained In “A Guide To Manufacture, Storage & Import Of Hazardous
Chemicals Rules, 2000” ........................................................................................ 8
2.4 Methodology Of HAZOP ......................................................................................... 9
3 KADAPA DEPOT DESCRIPTION .............................................................................. 11
3.1 About Hpcl, Kadapa Depot .................................................................................. 11
3.1.1 Ongoing Operations At Depot ........................................................................ 11
3.1.2 Maximum Inventory Of Petroleum Oil Products At Depot ................................... 11
3.2 Various Facilities Equipped & Propose To Equip At Depot ......................................... 13
3.2.1 Details Of Pol Product Transfer Pumps ............................................................ 14
3.2.2 Vapor Recovery Unit (VRU) ........................................................................... 15
3.2.1 Interunit Distances For Important Structures................................................... 16
3.3 Details Of Firefighting Facilities ............................................................................ 18
3.3.1 Communication Facilities............................................................................... 22
4 HAZARD & OPERABILITY STUDY (HAZOP) AT KADAPA DEPOT .............................. 25
4.1 Types Of Hazards Considered In The Hazop Study ................................................. 25
4.2 Listing Of Ongoing Operations Of Depot ................................................................ 25
4.2.1 Receipt Of Petroleum Products (MS, HSD, & SKO) Through Pipeline And Road Tankers
................................................................................................................. 26
4.2.2 Storage Of Petroleum Products And Dispatch Of Filled Truck Tankers ................. 26
4.3 Selection Of Nodes For Hazop Study ..................................................................... 26
4.4 Hazard & Operability Studies For Various Sections ................................................. 26
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 2
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
5 RECOMMENDATIONS ............................................................................................. 54
LIST OF TABLES:
Table 1: Maximum Inventory of Petroleum Products at HPCL, Kadapa Depot ......................... 12
Table 2: Major Facilities at Kadapa POL Depot ................................................................... 12
Table 3: Area covered by various facilities at HPCL, Kadapa Depot ....................................... 13
Table 4: Details of Tank Lorry Filling (TLF) Shed ................................................................ 14
Table 5: Schedule of Product Pumps for POL Product Transfer at TLF Shed ............................ 14
Table 6: Inter-Unit Distances (In Meters) of Important/Vulnerable Structures ........................ 17
Table 7: Details of Water Storage Tanks ........................................................................... 18
Table 8: Details of Fire Water Pumps ................................................................................ 18
Table 9: Availability of Fire Extinguishers and accessories as per OISD Norms ....................... 18
Table 10: Fire extinguishers and other facilities available at Depot ....................................... 21
Table 11: Selected NODES for HAZOP Study of Kadapa Depot ............................................. 26
Table 12: HAZOP STUDY WORKSHEET 1 - Receipt of MS/HSD/SKO/FO from Wagon Unloading
gantry to Storage Tanks ..................................................................................... 27
Table 13: HAZOP STUDY WORKSHEET 2: Receipt of Ethanol from TT Gantry to Ethanol U/G Tank31
Table 14: HAZOP STUDY WORKSHEET 3: Dispatch of Products from Storage Tanks through Product
Pumps .............................................................................................................. 35
Table 15: HAZOP STUDY WORKSHEET 4: VRU Operation-I .................................................. 39
Table 16: HAZOP STUDY WORKSHEET 5: VRU Operation-II ................................................. 43
Table 17: HAZOP STUDY WORKSHEET 6: VRU Operation-III ................................................ 46
Table 18: HAZOP STUDY WORKSHEET 7: VRU Operation-IV ................................................ 50
LIST OF FIGURES:
Figure 1: Plot Plan (Layout Drawing) of HPCL, Kadapa POL Depot......................................... 24
Figure 2: Aerial View of HPCL, Kadapa POL Depot .............................................................. 25
LIST OF APPENDIX:
APPENDIX – I: MATERIAL SAFETY DATA SHEET (MSDS) .............................................. ……….57
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 3
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
1 introduction
1.1 preamble
M/s Hindustan Petroleum Corporation Limited (HPCL) has one of its a bulk petroleum oil Depot &
marketing division of Motor Spirit (MS), High Speed Diesel (HSD), Superior Kerosene Oil (SKO),
Ethanol, Furnace Oil (FO) and Lubes at Bakrapet village, Kadapa-Rajampeth road, Kadapa, dist:
Kadapa, Andhra Pradesh state.
The Depot is receiving the petroleum products from HPCL Vijayawada & Chennai POL Terminals
through Railway Wagons. These petroleum products include Motor Spirit (MS), High Speed Diesel
(HSD), Superior Kerosene Oil (SKO) and Furnace Oil (FO). Ethanol is received through truck
tanker. Kadapa new Depot is an intermediate stock point for feeding HPCL’s retail outlets (RO) in
the Kadapa, Chitoor & Kurnool Districts surrounding area to ensure there is no distruption in the
feed from the Depot to the ROs. The products are filled in the separate aboveground tanks and
dispatched from the Depot by road tankers. The existing storage Depot consists of 08 aboveground
and 05 underground tanks
In order to assess the damage potential and thus risk arising due to storage and handling of these
flammable petroleum products at Kadapa POL Depot, M/s Hindustan Petroleum Corporation
Limited, engaged Marty India Engineering And Consultancy Services., Nagpur to undertake&
Revalidate Risk Analysis & HAZOP Study for Kadapa POL Depot with consideration of current
available facilities and our specific observations in line with OISD-244, OISD-117,MSIHC rules and
other statutory compliances.
This report presents Hazard and Operability (HAZOP) Study of Kadapa POL Depot. Findings of the
study have been presented in the report in the form of worksheets and recommendations are made
accordingly.
Relevant regulations of “Manufacture, Storage and Import of Hazardous Chemicals Rules, 2000;
under Environmental Protection Act, 1986, pertinent OISD guidelines are used for carrying out the
HAZOP study. Basic guideline being developed by ICI UK and further developed & published by UK
chemical industries association.
1.2 study objectives & scope of work
1.2.1 Study objectives
To identify the hazards that might have been overlooked
To analyze chemical and process hazards, i.e. to examine the possible pathways of
occurrence of an unintentional event that may lead to any accident
To evaluate the protection measures that are already incorporated in terms of their
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 4
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
effectiveness, adequacy, response time and resource mobilization
To provide Management a basis for safety management program
Finally, to suggest recommendations for safe operations of Depot.
1.2.2 scope of work
To carry out Hazard & Operability Study (HAZOP) of the Kadapa Depot and to identify
potential hazards incorporating the following aspects:
1. Verification and study of provided piping and instrumentation diagram (P&ID’s).
2. Study of measuring instruments, alarms, controls, safety, fire prevention & fire
fighting systems provided & what if analysis.
3. Simulation of HAZOP process cycle for possible deviations to identify potential
hazards for all the operations.
4. Identification and listing of remedial measures
To examine the safety measures incorporated in the Depot to suggest the suitable safety
measures if any require.
1.2.3 orGanization of report
The report commences with `Contents’, which gives a list of various topics along with the page
numbers. Separate list has been prepared for tables, figures and annexure.
Study objectives and scope of work has been mentioned in Heading-1"Introduction".
Heading - 2 describes procedural “Aspects of Hazard and Operability (HAZOP) Studies”.
Significance of Guidewords and data requirement for the study is mentioned herein, to have clear
understanding of Hazard & Operability.
Heading - 3 explains/describes various facilities, utilities, ongoing operations and safety measures
provided at “Kadapa POL Depot”.
Heading - 4 gives “Hazard & Operability Study of Depot” Ongoing operations and selected
nodes for HAZOP study are listed in this Chapter.
Heading - 5 includes the “Recommendation” arising out of HAZOP Worksheet.
2 about hazard & operability study (hazop)
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 5
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
2.1 hazop: a study for hazard identification
In Petrochemical/petroleum/Oil & Gas installations, there is a great awareness of the necessity to
apply more systematic approach to safety and ease of operation, particularly in design. In addition,
there is an increasing pressure from government and society for improved standards of safety and
for the protection of the environment. The major hazard identification tools include Checklists,
Hazard Indices (FEI), What-if analysis and HAZOP. Combinations of all these techniques have been
used in this study.
Early detection of hazards and visualization of disastrous situations helps to impart safety in a
systematic way. The existing Plant can continue to operate for many years and can be modified
several times in its life span, so due care must be given to avoid any compromise on the safety
concept included in the original Plant design and operating conditions. Hazard & Operability Studies
on existing Plant improve operating methods, operational safety, deficiencies in available systems
and can show potholes responsible for accidents or even a disaster.
HAZOP is a structured methodology, which allows its user to employ imaginative thinking in the
identification of hazards and operational problems. It involves a systematic, methodical
examination of design document that describe the facility. A multidisciplinary team performs the
study to identify hazards or operability problems that could result in an accident. Deviations in key
parameters are studied, using guide words to direct the process of evaluation. This technique
presumes that the values of flows, temperatures, and other process variables are inherently safe
and operable.
This HAZOP guideword approach was originally developed by Imperial Chemical Industries Ltd.
(ICI); which was further modified and made user friendly by the American Institute of Chemical
Engineers - Centre for Chemical Process Safety.
The Hazard & Operability Study results in:
Assisting the management with information of where the potential hazard may exist and
facilitate recommendations towards improved safety.
Providing the safety related documentation of the Plant, which is very useful when
modifications are carried out.
Furnishing a prioritized basis for subsequent risk analysis work.
If HAZOP is performed and findings are subsequently implemented to reduce the risk, then it can
be said that the Plant is operating at comparatively lower risk than before the study. HAZOP helps
to find the "weak link" in a Plant and to provide a basis for developing procedural or engineering
controls to remove or lessen the risks from the identified problem area.
Definition of HAZOP terminology:
Hazard : Anything (chemical reaction, equipment malfunction, or operator error) that can
lead to an unwanted event.
Operability : Suggestions which assist the operators to improvise in their actions
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 6
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
These definitions are an important part of the basic HAZOP premise that the process does not have
inherent hazards or operating problems when the unit is operating as designed, and as defined by
the basic documents such as the process flow diagrams, equipment specifications, and operating
procedures.
HAZOP is a recommended tool when making Plant expansion, modifications or revamps, since the
changes introduce opportunities for error that might not be obvious unless reviewed as part of a
"system" instead of a localized change. HAZOP is also very useful for existing facilities, where they
can be used for evaluating hazards and operations from an unbiased viewpoint, to identify possible
process improvements or as a quality-assurance effort.
2.2 hazop procedure, significance of guideword & data/ documents required
Hazard & Operability Study systematically analyses foreseeable deviations from normal operating
conditions, which includes description of deviations, the causes of these deviations, the possible
consequences and the necessary preventive measures to be taken.
HAZOP study involves a set of standardized GUIDE WORDS, which are used to initiate the
discussion in the team. Possible deviations in process parameters in a process or a pipeline are
considered to predict their causes and consequences. If a hazard is identified, first the existing
protective measures are analyzed with respect to the intensity of the hazard. If the protective
measures need to be increased, recommendations are given to mitigate the hazard. Examples of
recommended guidewords are as follows:
HAZOP GUIDE WORDS & POSSIBLE DEVIATIONS
Guide Word Deviation
None No forward flow when there should be, i.e. no flow or reverse flow.
More of More of any relevant physical property than there should be, e.g. higher flow
(rate or total quantity), higher temperature, higher pressure, higher viscosity,
etc.
Less of less of any relevant physical property than there should be e.g. lower
flow (rate or total quantity), lower temperature, lower pressure, etc.
Part of Composition of system different from what it should be, e.g. change in
components, component missing, etc.
More than More components present in the system than there should be, e.g. extra
phase present (vapor, solid), impurities (air, water, acids, corrosion
products), etc.
As well as Flow of two materials (compound) at time due to same errors or
operational problems.
Hazard & Operability Study require prior understanding of the behavior and hazards of the
hazardous chemicals being used in the Plant, which mainly includes:
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 7
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
Physical & Chemical Properties
Fire & Explosion Characteristics
Toxicological Properties, if any
Hazardous Properties of petroleum products received at Depot are given in Appendix-I as MSDS
(Material Safety Data Sheet).
First HAZOP sheets are prepared and then the team discusses on possibilities of occurrence of
various deviations from the intended operating conditions by employing the guidewords;
responsibility/provision of the control equipments for these deviations are analyzed. Then,
consequences of the deviations are examined for vulnerability towards occurrence of unsafe
situations and suggestions are given to check improve system reliability, if felt necessary by
HAZOP team.
HAZOP team, mix of interdisciplinary participants, usually includes the following:
HAZOP Expert
Fire & Safety Officer
Process Engineer
Instrumentation engineer
Electrical engineer
Maintenance personnel
Inputs Required for HAZOP Study are as follows:
Plot plan
Process Manuals, Process flows Diagrams and SOP
P&I diagrams
2.3 hazop as explained in “a guide to manufacture, Storage & import of hazardous chemicals
rules, 2000”
Hazardous Substance Management Division of Ministry of Environment & Forests, Government of
India has published the aforementioned guide in the year 1992 to assist in better comprehension of
the regulation. Hazard and Operability Studies as explained in the guide has been quoted here also
to facilitate better clarity and understanding on the HAZOP.
HAZOP is a technique commonly used by chemical process facilities to identify hazards and
difficulties that prevent safe operation. There are two versions of the technique, one that deals with
"deviations" and the other with "disturbances". "Deviations are caused by malfunction or mal-
operation of a specific production system.”Disturbances" include problems caused by influences
outside the specified system including other activities and the environment. The first version of
HAZOP to be developed and the most widely known was aimed at deviations and is called a "Guide
Word" HAZOP. Elements of the process are evaluated on basis of guidewords. The purpose of the
element is specified and associating this purpose of the element with distinctive words or phrases
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 8
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
called “Guide Words” generates notational deviations. Typical guidewords are "no" or "not",
"more", "less", "as well as", "reverse", and "other than”, etc.
For each notable deviation, we have tried to make an assessment whether this is a possible
situation (e.g., no flow or reverse flow in a transfer line that should have forward flow). If this is
possible, the conditions in which that situation might occur and the possible hazardous
consequences shall be identified. The guidewords are applied to materials and operating
parameters (e.g., flow, temperature, pressure). The guidewords are applied not only to the
equipment, but also to the operating procedures. The phases of operation (e.g., start up,
operation, shutdown, and backwash) must also be included. This assessment can be time
consuming.
The second version of HAZOP studies is called a "creative checklist" HAZOP. This version has been
developed as a complement to the guideword HAZOP to cover "disturbances". It is of particular
value in two situations. These are to enable HAZOP study to be carried out early in the design
process, even before the detailed design necessary for a "guide word" HAZOP is available: and to
cover hazards which may be caused by interactions between units which could be perfectly safe if
built in isolation, but may be capable of adverse interactions. This second method is use as
checklist of known major hazards and nuisances. The checklist would contain words such as "fire,"
"explosion", "toxicity", "corrosion", "dust", and "small". The checklist is initially applied to every
material likely to be present; raw materials, intermediates, finished products, by products and
effluents. This establishes qualitatively whether hazards and nuisances exist and also provides a
quantitative database of the numerical intensities of different hazards. Thus "fire" would result in
not only a note that material is flammable but numerical measurements such as a "flash point" and
"flammable limits". Any missing data are pinpointed and timely steps taken to collect such data.
The second method continues with the association of the same checklist with each item of
equipment. The materials present in such equipment together with the inventories are known as
the "materials hazards". As the analysis proceeds, the potential for all major hazards including
interactions between units or the unit and its environment are identified. The flow of hazards can
be in both directions. For example, the environment may pose hazards to the unit (e.g., flooding
and earthquakes), which would have to be considered in the site selection, design, and layout of
the unit. Although less well known than the guideword HAZOP, the creative checklist HAZOP has
been found to be a quick and valuable complementary approach.
2.4 methodology of hazop
The HAZOP examine the process or at least those parts of process, which could cause major
Hazard. It systematically questions every parts of process in order to discover how deviations from
the can occur and decides whether these deviations can give rise to hazardous conditions.
Sections of Plant are subjected to a number of questions formulated around a series of guide words
derived from method study techniques. This usually produces number of theoretical deviations and
each deviation is then considered to decide how it could be caused and what would be
consequence.
Some of the causes may be unrealistic and so the derived consequences will be rejected as not
meaningful. Some of the consequences may be trivial and would not be considered any further.
However, there may be some deviations with both causes that are conceivable and consequences
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 9
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
that are potentially serious. These are then noted for remedial action. The study progresses to
focus on the next part of the design. The examination is repeated until the whole Plant has been
studied.
The causes which are considered likely to occur with certain possibility are addressed first, while
those causes which are less likely are addressed next. We have tried to explore possibility of
deviation (from intended operation/output) which can result in hazardous consequences. Provisions
already made in the Installation design/Process are looked into and Suggestions are given for
reducing/minimizing those causes which are more likely or can result in more serious
consequences.
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 10
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
3 kadapa depot description
3.1 about hpcl, KADAPA depot
M/s Hindustan Petroleum Corporation Limited (HPCL), dealing in essential commodities, has a POL
Depot at at Bakrapet village, Kadapa-Rajampeth road, Kadapa, dist: Kadapa, Andhra Pradesh state.
This Depot was commissioned in July 2015. Total Plot area occupied by depot is 56 acre. Kadapa
Depot was commissioned primarily for storage and distribution of POL products viz. Motor Spirit
(MS), High Speed Diesel (HSD), Superior Kerosene Oil (SKO), Furnace Oil (FO) and Ethanol
through rail tank wagons and truck tanker.
3.1.1 ongoing operations at depot
Kadapa Depot is receiving the petroleum products from HPCL Vijayawada & Chennai POL Depot
through Railway Wagons. These petroleum products include Motor Spirit (MS), High Speed Diesel
(HSD), Superior Kerosene Oil (SKO) and Furnace Oil (FO). Ethanol is received through truck
tanker. Kadapa new Depot is an intermediate stock point for feeding HPCL’s retail outlets (RO) in
the Kadapa, Chitoor & Kurnool Districts surrounding area to ensure there is no distruption in the
feed from the Depot to the ROs. The products are filled in the separate aboveground tanks and
dispatched from the Depot by road tankers.
3.1.2 maximum inventory of petroleum oil products at depot
Maximum inventory of petroleum oil products as per flammability class and Product storage tanks
are located in different groups with separate surrounding walls (Dyke Walls) in the Kadapa Depot
are provided in following two tables.
S.N. Dyke Dyke wall containing Tanks (No.) Total Dyke Max.
No Max. Volume Capacity
Inventory (m3) Tank (m3)
(m3)
1 Dyke-1 Tk.201A/B 16800 9323 8400
2 Dyke-2 Tk.101A/B 5600 3642 2800
3 Dyke-3 Tk.202A/B & Tk.301A/B 11380 5295 4390
4 Dyke-4 Tk.102/103/104/105/105/203/204/205 840 250 180
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 11
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
Table 1: Maximum Inventory of Petroleum Products at HPCL, Kadapa Depot
S.N. Product Flammabilit Tank No. Size of Tank Storage Type of
Name y Class Capacity in Tank
Dia. Ht. KL
(m) (m)
1 MS A 101-A 17 14 2800
2 MS A 101-B 17 14 2800 FRV
3 MS A 102 3Mф 10.5 70
4 ETHANOL A 103 3.5 M ф 10.5 100
5 ETHANOL A 104 3.5 M ф 10.5 100 U/G Tank
6 ETHANOL A 105 4.0 M ф 15.0 180
7 ETHANOL A 106 4.0 M ф 15.0 180
Total Storage Capacity of MS/ETHANOL in KL 6230
6 HSD B 201-A 29 13.5 8400
7 HSD B 201-B 29 13.5 8400
8 SKO B 202-A 14 9 1300 CRV
9 SKO B 202-B 14 9 1300
10 HSD B 203 3Mф 10.5 70
11 SKO B 204 3Mф 10.5 70
U/G TANK
12 Biodiesel B 205 3Mф 10.5 70
Total Storage Capacity of HSD/SKO in KL 19610
13 FO C 301-A 20.5 14 4390 CRV
14 FO C 301-B 20.5 14 4390
Total Storage Capacity of FO in KL 8780
Maximum inventory of POL product at Plant 34,620 KL
Construction of storage tanks confirms to API 650/IS 803. MS steel confirms to IS 2062-Grade A/B.
List of other major facilities constructed at site is as under:
Table 2: Major Facilities at Kadapa POL Depot
S. N. DESCRIPTION DETAILS
1 White oil Tank Truck loading Gantry 2x8 Bay & 1X2 for FO
3 Product P/H & Fire Water P/H Pumps & its manifold for respective function
4 MCC Room / DG Room MCC panel & DG sets
5 Calibration Sheds For Calibration of TT’s
6 Lube Godown For storing packed lube / grease & Eng.
materials
7 Laboratory In house facility for sample testing
8 TT Parking area Provision for parking Truck Tanker
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 12
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
S. N. DESCRIPTION DETAILS
9 Transformer Yard Required for getting power connection
10 Oil water separator Requires for spillage oil segregation
11 Watch Tower For lighting requirements
12 Fire Water Tank Fire water storage
13 Scrap Yard Scrap storage
14 Vapour Recovery Unit For Lighter component recovery from MS
15 Area for Additive dozing For Additive dozing
16 TW Gantry Product dispatch Facility to other installation
17 Air Compressor For Pneumatic control
18 Engineering store & Site Office Work shop and spare parts store
3.2 various facilities equipped & propose to equip at depot
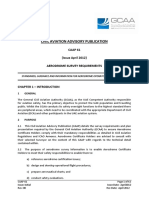
Location of various sheds & other facilities at Kadapa Depot are shown in layout drawing which is
given in figure 1. Plot area occupied by the Depot premise is about 56 acres. Area covered by
various facilities is tabulated as below:
Table 3: Area covered by various facilities at HPCL, Kadapa Depot
S.N. STRUCTURE SIZE (M) AREA (SQ.M)
1 Main Gate Cabin & Security office-I (Gr+1) 2 X 4.00 X 12.00 96.00
2 Security Cabin-II With Turnstiles ( For 5.00 X 5.00 25.00
Employees & Visitors)
3 Administration Office, Training Hall Amenity & 35.00 X 15.00 X 2 1050.00
Workers change room (Gr + 1)
4 Marketing Room 9.00 X 6.00 54.00
5 Automation Room 10.00 X 6.00 60.00
6 Transformer Yard 10.00 X 10.00 100.00
7 8 Bay T/T Gantry +8 Bay T/T Gantry 2 X 50.00 X 13.00 1300.00
8 MCC Room/DG Room-I (TLF) 30.00 X 10.00 300.00
9 Fire Water Pump House 40.00 X 8.00 320.00
10 Sealing Platform 16.00 X 8.00 128.00
11 Lube Godown 30.00 X 15.00 450.00
12 Engineering Store 10.00 X 15.00 150.00
13 Lube Drum Yard 30.00 X 15.00 450.00
14 Grease Drum Shed 10.00 X 15.00 150.00
15 Turbo Dosing Shed 2.00 X 3.00 6.00
16 Power Dosing Shed 2.00 X 3.00 6.00
17 Blue Dye Dosing Shed 2.00 X 3.00 6.00
18 Foam Bladder 3.00 X 3.00 9.00
19 Maintenance & Repair Shed 10.00 X 15.00 150.00
20 TT Parking Area 160.00 X 60.00 9600.00
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 13
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
S.N. STRUCTURE SIZE (M) AREA (SQ.M)
21 Dining, Dormitory & Toilet Building 42.00 X 6.50 273.00
22 30.0 M HT. High Mast (10 Nos.) 2.00 X 2.00 X 10 40.00
nos
23 Commercial Staff Room (Rly.) 12.00 X 6.00 72.00
24 Car/Scooter Parking Shed 36.00 X 6.00 216.00
25 Single Spur Railway Siding Track 720.00 Long
26 TLF Product Pump House 54.00 X 5.50 297.00
27 TWD Product Pump House 35.00 X 5.50 192.50
28 MCC Room/DG Room-II (TWD) 20.00 X 8.00 160.00
29 Watch Tower 7.0 M. HT 3.00 X 3.00 X 5nos 45.00
30 Calibration Shed 10.00 X 12.00 120.00
31 Meter Room (For Transformer) 5.00 X 4.00 20.00
32 Weigh Bridge & Cabin ( 3X3M)(FO) 4.00 X 14.00 56.00
33 2 Bay T/T Gantry (FO) 12.50 X 13.00 162.50
34 Oil Water Separator 20.00 X 15.00 300.00
35 Truckers & Contract Labourers Lunch Room 16.00 X 8.00 128.00
36 T/T Washing Platform ( Facilities) 16.00 X 4.00 56.00
37 Service water Sump tank (RCC) 4.0 X 2.0 X 3M 32.00
deep-4 nos
38 Vapour Recovery Unit (VRU) 10.00 X 5.00 50.00
39 Scrap Yard 50.00 X 30.00 1500.00
40 Bio Remidiation Sludge Pit 50.00 X 30.00 1500.00
41 Quality Control LAB. BLDG. 20.00 X 17.50 350.00
Table 4: Details of Tank Lorry Filling (TLF) Shed
S. NO. Bay Number Name of Product Loading
1. 1-10 HSD/MS/ETHANOL
2. 11-16 HSD/SKO
3 17-18 FO
3.2.1 details of pol product transfer pumps
Schedule of these Product pumps for transfer of POL products is provided below:
Table 5: Schedule of Product Pumps for POL Product Transfer at TLF Shed
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 14
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
S. Pump No. Product Capacity Head Description Utility
N. (LPM) (MLC)
1. U05676/1/12 FO 7200 60 Tank Wagon Unloading Pumps Working
2. U05677/1/12 FO 7200 60 Tank Wagon Unloading Pumps Working
3. U05678/1/12 FO 7200 60 Tank Wagon Unloading Pumps Standby
4. 1376411007 SKO 6000 60 Tank Wagon Unloading Pumps Working
5. 1376411008 SKO 6000 60 Tank Wagon Unloading Pumps Standby
6. 1373311042 MS 6000 50 Tank Wagon Unloading Pumps Working
7. 1373311040 MS 6000 50 Tank Wagon Unloading Pumps Working
8. 1373311041 MS 6000 50 Tank Wagon Unloading Pumps Standby
9. 1379511011 HSD 8000 60 Tank Wagon Unloading Pumps Working
10. 1379511010 HSD 8000 60 Tank Wagon Unloading Pumps Working
11. 1379511012 HSD 8000 60 Tank Wagon Unloading Pumps Standby
12. 1373311037 HSD 5000 50 Tank Truck Loading Working
13. 1373311038 HSD 5000 50 Tank Truck Loading Working
14. 1373311039 HSD 5000 50 Tank Truck Loading Working
15. 5008 HSD 5000 50 Tank Truck Loading Standby
16. 5009 HSD 5000 50 Tank Truck Loading Standby
17. 5007 HSD 5000 50 Tank Truck Loading Standby
18. 1376111132 MS 3600 50 Tank Truck Loading Working
19. 1376111134 MS 3600 50 Tank Truck Loading Working
20. 1376111133 MS 3600 50 Tank Truck Loading Working
21. 5046 MS 3600 50 Tank Truck Loading Standby
22. 5045 MS 3600 50 Tank Truck Loading Standby
23. 5044 MS 3600 50 Tank Truck Loading Standby
24. 1376111135 SKO 3600 50 Tank Truck Loading Working
25. 1376111136 SKO 3600 50 Tank Truck Loading Working
26. 5043 SKO 3600 50 Tank Truck Loading Standby
27. U05625/1/12 FO 7200 50 Tank Truck Loading Working
28. U05626/1/12 FO 7200 50 Tank Truck Loading Standby
29. 303 HSD 600 40 U/G Tank pump Working
30. 301 MS 600 40 U/G Tank pump Working
31. 302 SKO 600 40 U/G Tank pump Working
32. 305 ETHANOL 1200 50 U/G Tank pump Working
33. 306 ETHANOL 1200 50 U/G Tank pump Standby
34. 105 ETHANOL 1440 72 U/G Tank pump Working
35. 106 ETHANOL 1440 72 U/G Tank pump Working
36. 106 (A) ETHANOL 1440 72 U/G Tank pump Standby
All fittings in T/T filling shed, pump house and electrical motors are flame proof confirming to IS
2148, 1981,2206 (Part 1) 1968 & 2147-1962. All earth pits confirm to IS 3043.
3.2.2 Vapor Recovery UNIT (VRU)
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 15
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
During storage and distribution of petroleum products large streams of vapors are released by
evaporation and displacement procedures, e.g. by truck-, railcar- or ship loading applications.
According to the latest common international emission legislations and technical guidelines these
vapours must be treated. VRU process is a Recovery of vapors (mainly volatile hydrocarbons) in
form of liquid, during loading/unloading process from truck tankers. The purposes of the facility are
to take care of
Safety of Petroleum product.
Environmental impacts of hydrocarbon and chemical components, on both human health
and pollution of troposphere
Venting of unrecovered product during loading/unloading processes.
The process design developed provided by BORSIG Membrane technology. BORSIG VRU is based on
a combination of absorption or condensation and membrane separation. Main equipment is liquid ring
compressor, scrubber column, membrane separation stage and vacuum pump. The process enables an
effective treatment of the vapours meeting the required emission level.
Process layout diagram of BORSIG VRU is shown below
HAZOP of VRU
The process Hazop of VRU has been conducted based on the Process Instrumentation diagram and
understanding of the process philosophy. Refer Hazop sheet number HAZOP/VRU/Vap 05/Liq
06/Mem 07/PSA 08 under table 16 to 19.
3.2.1 Interunit distances for important structures
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 16
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
Table 6: Inter-Unit Distances (In Meters) of Important/Vulnerable Structures
S. No. Structures Structures Name Distance in
numbers meters
1 1-2 Main Gate - Security Cabin 137.46
2 2-3 Security Cabin – Admin office + Training Hall 65.94
3 3-4 Admin office + Training Hall – Marketing Room 78.75
4 4-5 Marketing Room – Automation Room 119.05
5 5-6 Automation Room – Transformer yard 197.04
6 6-7 Transformer yard – Bay (8+8) 32.58
7 7-8 Bay (8+8) – MCC Room 110.32
8 8-9 MCC Room – Fire water House 119.29
9 9-10 Fire water House – Sealing platform 75.37
10 10-11 Sealing platform – Lube Go down 79.42
11 11-12 Lube Go down – Engineering Store 202.71
12 12-13 Engineering Store – Lube drum Yard 235.62
13 13-14 Lube drum Yard – Grease drum shed 162.71
14 14-15 Grease drum shed – Turbo dosing shed 418.06
15 15-16 Turbo dosing shed – Power dosing shed 52.68
16 16-17 Power dosing shed – Blue dye dosing shed 59.75
17 17-18 Blue dye dosing shed – Foam bladder 105.25
18 18-19 Foam bladder – Maintenance/Repair shed 56.91
19 19-20 Maintenance/Repair shed – TT parking area 159.41
20 20-21 TT parking area – Dormitory/Toilet building 45.21
21 21-22 Dormitory/Toilet building – 30 m H High Mast(10 nos) 118.15
22 22-23 30 m H High Mast(10 nos) – Sample Room 38.98
23 23-1 Sample Room – Main Gate 198.66
*Note: Distances are taken as per plot.
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 17
Augmentation of Underground Storage
capacity by 840 KL at existing site of
Hindustan Petroleum Corporation Ltd. (POL
DEPOT), KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/01
3.3 Details of firefighting facilities
There are three above ground ORVT Type Fire water storage tanks at POL Depot, available for
Fire Fighting purpose. Details of these Tanks with Fire Water pumps are as below:
Table 7: Details of Water Storage Tanks
S.N. Tank No. Tank Dimensions Capacity Tank Type
1 401 19 m φ X 13.5 m Ht 3625 ORVT
2 402 19 m φ X 13.5 m Ht 3625 ORVT
3 403 19 m φ X 13.5 m Ht 3625 ORVT
Total Water 10,875 KL
Pump able water requirement for firefighting purpose at Depot, as per revised OISD – 117 is
found to be equal to 9840 KL. However, water available at Depot is 9990 m3. Thus, the fire
water storage at Depot is more than the stipulated quantity as per revised OISD – 117
(amended July 2012). Hence, available fire water storage meets the OISD 117 guidelines
requirement.
Calculations for fire water requirement & Fire Water Pump requirement with standby pumps are
shown in Appendix – VII.
Table 8: Details of Fire Water Pumps
S.N. Capacity (KL/hr) Quantity Head Rating (kW/HP)
Fire Water Main Pumps
1 615 6 Nos. 105 m 420 KW
Jockey Pumps
2 70 3 Nos. 120 m 55 KW
A fire hydrant pipeline covers tank farm, pump house lube ware house, lube drum yard & grease
drum shed, office building, TLF Gantry has been provided.
Fire extinguishers:
Fire extinguishers available at various strategic locations as per revised OISD – 177 (Amended
July 2012) are as below:
Table 9: Availability of Fire Extinguishers and accessories as per OISD Norms
S.N. Equipment As per OISD Availability At
Depot
A. Fire Extinguishers
1 Lube Godown 1 No. 10 Kg DCP Extinguisher for every 3 x 10 Kg
200 m2 or min. 2 Nos. in each Godown DCP;2 X 4.5Kg
Whichever is Higher CO2 type
PREPARED BY MARTY INDIA ENGINEERING & CONSULTANCY SERVICES Page 18 of
64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
S.N. Equipment As per OISD Availability At
Depot
2 Lube Filling Shed 1 No. 10 Kg DCP Extinguisher for 200 m2 Available
or min. 2 Nos. in each shed whichever is
Higher
Pump House (Class A/B): 15 x 10 Kg
3 Up to 50 HP 1 No. 10 Kg DCP for 2 Pumps DCP;
Above 50-100 HP 1 No. 10 Kg DCP for Each Pumps 1 X 25 Kg DCP
Beyond 100 HP 2 Nos. of 10 Kg or 1 No. of 25 Kg DCP for
each Pump 8 x 10 Kg DCP;
1 X 25 Kg DCP
4 Pump House (Class C): 1 No. 10 Kg DCP for every 4 Pumps up to Available
Up to 50 HP 50 HP
Above 50 HP 2 Nos. of 1 0 Kg DCP or 1 x 25 Kg DCP for
4 Pumps
5 Tank Truck Loading & 1 No. 10 Kg DCP Extinguisher for each 16 x 10 Kg
Unloading Gantry for Bay + DCP; 2 x 75 Kg
POL/Special Products 1 No. 75 Kg DCP Extinguisher for Each DCP
Gantry
6 Tank Wagon Loading & 1 No. of 10 Kg DCP Extinguisher for every 38 x 10 Kg
Unloading Gantry/Siding 30 m of Gantry/Siding + DCP; 2 x 75 Kg
1 No. 75 Kg DCP Extinguisher for Each DCP; 2 X 25 Kg
Gantry/Siding & 1X Sand
Bucket
7 A/G Tank Farm 2 Nos. 10 Kg DCP Extinguisher for each 18 x 10 Kg
Tank + DCP; 16 X 25
4 Nos. 25 Kg Extinguishers for each Tank Kg DCP
Farm positioned at 4 corners.
(In Case of Adjoining Tank Farms the No.
of 25 Kg Extinguishers can be reduced by
2 No. per Tank Farm)
8 U/G Tank Farm 2 No. 10 Kg DCP Extinguisher for Each 4 x 10 Kg DCP;
Tank Farm 1 X 25 Kg DCP.
9 Other pump Houses 1 No. 10 Kg DCP Extinguishers for every 13 x 10 Kg DCP
two pumps or min.
2 No. 10 Kg DCP Extinguisher for each
pump House whichever is Higher
10 Admin Building/Store 1 No. 10 Kg DCP Extinguisher for every 6 x 10 Kg DCP;
House 200 m2 or min. 4 x 2 Kg CO2; 4
2 Nos. 10 Kg DCP Extinguisher for each x 2.5 Kg Clean
floor of Building/Store s whichever is Agent
Higher
11 VRU Vapour recovery unit, design with all 2 x 10 Kg DCP;
safety aspects. 1 x 75 Kg CO2
12 Main Switch Room/Sub- 1 No. 4.5 Kg CO2 Extinguisher for every Available
Station 25 m2 +
1 No. 9 Lit. Sand Bucket
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 19
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
S.N. Equipment As per OISD Availability At
Depot
13 Computer Room / Cabin 2 No. of 2 Kg CO2 or 2 Nos. of 2.5 Kg 1 x 10 Kg DCP;
Clean Agent Extinguisher per Computer 4 x 2 Kg CO2; 4
Room & x 2.5 Kg Clean
1 No. 2 Kg CO2 or 1 No. 1 Kg Clean Agent Agent
Extinguisher per Cabin
14 Security Cabin 1 No. 10 Kg DCP Extinguisher per Cabin 2 Kg DCP
2
15 Canteen 1 No. 10 Kg DCP Extinguisher for 100 m 2 X 10 Kg DCP
16 Workshop 1 No. 10 Kg DCP Extinguisher & 1 X 10 Kg DCP;
1 No. 2 Kg CO2 Extinguisher 1 X 4.5 Kg CO2
17 Laboratory 1 No. 10 Kg DCP Extinguisher & 2 X 10 Kg DCP;
1 No. 4.5 Kg CO2 Extinguisher 1X 4.5 Kg CO2
18 Oil Sample Storage Room 1 No. 10 Kg DCP Extinguisher per 100 m 2 Available
or min.
1 No. 10 Kg DCP Extinguisher per Room
Whichever is Higher
19 Oil Water Separator/ETP 1 No. 75 Kg DCP & Available
2 No. 10 Kg DCP Extinguisher
20 Transformer 1 No. 10 Kg DCP Extinguisher per Available
Transformer
21 Accessories
1. Sand Scoops 4 in Nos. 4 in Nos.
2. Safety Helmets 1 no. per Person Available
3. Stretcher with Blanket 2 in Nos. Available
4. First Aid Box 1 No. 02 nos
5. Rubber Hand Gloves 2 Pairs 05 pairs
6. Explosive Meter 1 No. Available
7. Fire Proximity Suit 1 Suit 02
8. Resuscitator 1 No. Available
9. Electric Siren 3 km 1 No. Available
Range
10. Hand Operated Siren 1 each at strategic locations 02 Nos.
11. Water jet Blankets 1 No. Available
12. Red/Green Flag for fire 2 Nos. in each colour Available
Drill
13. SCBA Set (30 min 1 set with spare cylinder Available
capacity)
14. PA System 1 No. 05
15. Hose Box Between two Hydrant points 62 in No.
16. Fire Hose 2 Nos. per Hose Box 140
17. Jet Nozzle In each Hose Box 21 in Nos.
C. Wheeled firefighting Equipment
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 20
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
S.N. Equipment As per OISD Availability At
Depot
22 Water/Foam Monitors Available
(Nos.) More than 2 Nos. of 1000 GPM each
For Installation having
aggregate capacity more
than 10,000 KL
1 No.
Foam Compound Trolley 2 Nos.
200/210 liters based on 3 Nos.
tank diameter
Up to 24 m dia. tank,
up to 24 to 30 m diameter
tanks,
above 30 m dia. tanks
23 Hoses 30% of the total No. of Hydrant Outlet or Available
minimum 10 Nos.
24 Nozzles Available
Jet Nozzles with branch At least 2 in Nos.
pipe At least 2 in Nos.
Fog nozzles At least 2 in Nos.
Universal Nozzles At least 2 in Nos.
Foam Branch Type At least 2 in Nos.
Water Curtain nozzle
*Note: The above guidelines are minimum requirement of each item. It can be increased as per
scale of installation/size of installation or requirement of local statutory bodies.
Table 10: Fire extinguishers and other facilities available at Depot
S.N. Description Nos.
Fire Extinguishers
1. DCP 75 Kg 8
2. DCP 10 Kg 150
3. DCP 25 Kg 19
4. CO2 (4.5 Kg) 40
5. CO2 (2 Kg) 22
Nozzles/Monitors/Hydrants/Fire Hoses
1. Fire Water 10875 KL (3 X 3625 KL)
2. Fire Engine 6 nos ( each Cap: 616 M3/Hr)
3. Jet Nozzles 21
4. Water curtain Nozzles 4
5. Foam Branch pipe 20
6. Fog Nozzles 12
7. Curtain Nozzles 10
8. Universal Nozzles 30
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 21
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
S.N. Description Nos.
9. Fire Hydrant Points 66
10. Foam Cum Water Monitor 38
11. Foam Compound Trolley 11
12. Hose Boxes 62
13. Fixed water Monitors 37
14. Foam Compound 30 KL
15. Fire Hoses 140
Details PPEs Available at Site:
S. No. Name of PPE No. of PPE
1. Helmet 30
2. Safety Shoes --
3. Safety Belt 15
4. Safety Goggles 10
5. FLP Torch 2
6. Stretcher 2
7. Compressed Air Breathing Apparatus Set 1
8. Refill Cylinders for all Breathing Apparatus Set 1
9. Breathing Apparatus Set 1
10. Gloves Electrical (11 kVA) 5
11. Cotton Hand Gloves 12
12. PVC Suit 1
13. Fire Proximity Suit 2
14. Gum Boots 2
3.3.1 Communication facilities
For communication with plant personnel & outside agencies during any emergency situation
following facilities are available at plant:
For Internal and External:
1. Landline Phones
2. VHF (Walkie-Talkie)
3. Electric Siren
4. Hand Siren
5. Intrinsically Safe Mobile (IS).
6. Mobile phones for officials (Non Hazardous Area)
7. Fax
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 22
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
8. E-mail
9. Portable Loud Speakers (Mega Phone).
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD 23
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
Figure 1: Plot Plan (Layout Drawing) of HPCL, Kadapa POL Depot
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 24 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
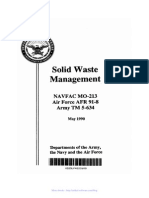
Figure 2: Aerial View of HPCL, Kadapa POL Depot
4 hazard & operability study (hazop) at KADAPA Depot
4.1 TYPES OF HAZARDS CONSIDERED IN THE HAZOP STUDY
Following types of hazard have been considered in the study.
1. Hazard to personnel working in the Depot
2. Damage to Depot equipment
3. Hazard to outside public
4. Hazard to Environment
4.2 listing of ongoing operations of depot
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 25 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
Receipt, Storage & Dispatch of petroleum oil products is the operating processes at HPCL,
Kadapa Depot.
4.2.1 receipt of petroleum products (ms, hsd, & sko) through pipeline and road tankers
At Kadapa POL Depot, Petroleum products viz. MS, HSD, SKO, FO & ETHANOL are received
mainly from from HPCL Vijayawada & Chennai POL Terminals through Railway Wagons.
4.2.2 storage of petroleum products and dispatch of filled Truck tankers
The pumped Petroleum products are stored in respective storage tanks in Tank Farm area.
Details of Product pumps & Storage tanks with maximum storage capacity are mention in above
chapter 3.
4.3 selection of nodes for hazop study
The various petroleum product handling processes/storage units have been selected for HAZOP
evaluation with respect to most hazardous petroleum product as listed below:
Table 11: Selected NODES for HAZOP Study of Kadapa Depot
S.N. Nodes Facilities
1. Receipt of MS/HSD/SKO/FO from Wagon Pipeline, Wagon Pump House outlet to
Unloading gantry to Storage Tanks Storage Tank
2. Receipt of Ethanol from TT Gantry to TT Gantry to Storage Tank
Ethanol U/G Tank
3. Dispatch of MS from Storage Tanks through Storage Tank, Pipeline, Product Pump
Product Pumps House, TLF Gantry
4. Dispatch of HSD/SKO/FO from Storage Storage Tank, Pipeline, Product Pump
tanks through Product Pumps House, TLF Gantry
5. VRU Operations Vapor Recovery Unit
4.4 hazard & operability studies for various sections
Hazard & Operability Study has been carried out for the ongoing operations of Depot by applying
the significant guidewords and adequacy of safety systems are evaluated; and suggestions have
been made accordingly in worksheets.
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 26 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
Table 12: HAZOP STUDY WORKSHEET 1 - Receipt of MS/HSD/SKO/FO from Wagon Unloading gantry to Storage Tanks
NODE: Receipt of MS/HSD/SKO/FO from Wagon Unloading Gantry
HAZOP Sheet No.: HAZOP/Products/01
to Storage Tanks
Facilities: Tank Wagon Gantry to Storage Tanks Drawing/Diagram No.:
S.N.
Guide Measures /
Possible Action/Corrective
Parameter Words Possible Causes Existing Facilities
Consequences measures Required
(Deviation) Safeguard
12.1 Flow
12.1.1 No No HSD/SKO flow No transfer of Liquid level Strict Visual
to Wagon Pump HSD/SKO in indicator Inspection of
house Storage Tank provided on all operations to be
carried out
Major leakage at Dry run of storage Tanks
Calibration of the
wagon unloading pumps may Temperature instruments to be
point due to result in Indicator are carried out as per
improper hose increase in provided on schedule
connections temp. storage Tank
Leakage in Chances of Control and
Underground cavitation in monitoring
pipeline pumps/dry run through TAS
Pump Inlet/outlet of pump may Isolation of
valve may be results in operation is in
closed electricity place
Leakage in consumption Safety training is
pipeline between Operability provided to all
Pump(s) & Tank Problems working / new
Strainer of Loss of product personnel’s
Pump(s) may be Soil Pressure Gauge
fully choked. contamination and vacuum
gauge provided
Failure of pipeline Fire Hazards if
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 94 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
NODE: Receipt of MS/HSD/SKO/FO from Wagon Unloading Gantry
HAZOP Sheet No.: HAZOP/Products/01
to Storage Tanks
Facilities: Tank Wagon Gantry to Storage Tanks Drawing/Diagram No.:
S.N.
Guide Measures /
Possible Action/Corrective
Parameter Words Possible Causes Existing Facilities
Consequences measures Required
(Deviation) Safeguard
pumps – spillage catches at inlet / outlet
- Mechanical ignition source of pump
failure Earthing is
provided to
- Electrical every equipment
Failure / tank
Inlet Valve of Monitoring
Storage Tank may through TAS is
be closed in place
Pipeline may be
fully choked
12.1.2 Less Suction / Delay in Tank Liquid level Inspection &
discharge of loading indicator maintenance of
pump(s) may be operation if not provided on all valves / pipelines
should be carried
low identified soon. storage Tanks
out as per
Leakage in Loss of product Temperature schedule
pipeline at flange Fire Hazards if Indicator are
joints catches ignition provided on
Low suction to source storage Tank
Pipeline pumps Pressure may Control and
Gate valve of rise in that in monitoring
Tank( s) may be that section of through TAS
partially opened pipeline Isolation of
or choked Pressure rise in operation is in
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 28 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
NODE: Receipt of MS/HSD/SKO/FO from Wagon Unloading Gantry
HAZOP Sheet No.: HAZOP/Products/01
to Storage Tanks
Facilities: Tank Wagon Gantry to Storage Tanks Drawing/Diagram No.:
S.N.
Guide Measures /
Possible Action/Corrective
Parameter Words Possible Causes Existing Facilities
Consequences measures Required
(Deviation) Safeguard
Partial choking of pipeline may place
strainer of result in static Safety training is
pump(s) generation of provided to all
Level Indicator of electricity working / new
tank may be personnel’s
failure Pressure Gauge
and vacuum
gauge provided
at inlet / outlet
of pump
Earthing is
provided to
every equipment
/ tank
Monitoring
through TAS is
in place
12.1.3 Flow More Suction / Pressure rise in Safety Measures Storage tanks to
Discharge of pipeline as listed Above be connected
Wagon unloading internally
Overfilling of Recirculation
pump may be High pressure trip
tank may result system is
must be integrated
more in loss of provided with Pump
product
Possibility of
leakage form
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 29 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
NODE: Receipt of MS/HSD/SKO/FO from Wagon Unloading Gantry
HAZOP Sheet No.: HAZOP/Products/01
to Storage Tanks
Facilities: Tank Wagon Gantry to Storage Tanks Drawing/Diagram No.:
S.N.
Guide Measures /
Possible Action/Corrective
Parameter Words Possible Causes Existing Facilities
Consequences measures Required
(Deviation) Safeguard
joints/valve
flanges may
result in Fire
Hazards
12.1.4 Flow Reverse None NRV provided in
the discharge
line of pumps
Strict
supervision
12.2 Temperature
12.2.1 High During summer pressure rise in Vent system is
season. pipeline provided on tank
Due to fire in the Hydrant line is
provided
surrounding area.
through out the
Depot.
Temperature
Indication is
provided on
Tank(s)
12.2.2 Temperature Less None No Issue None
12.3 Pressure
12.3.1 High Wagon unloading Pressure get PG & TG are High pressure &
Pump(S) suction / rise in pipeline provided on temp. trip to be
discharge is more may result in Pumps provided and must
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 30 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
NODE: Receipt of MS/HSD/SKO/FO from Wagon Unloading Gantry
HAZOP Sheet No.: HAZOP/Products/01
to Storage Tanks
Facilities: Tank Wagon Gantry to Storage Tanks Drawing/Diagram No.:
S.N.
Guide Measures /
Possible Action/Corrective
Parameter Words Possible Causes Existing Facilities
Consequences measures Required
(Deviation) Safeguard
Pump malfunction generation of Temperature be integrated with
Flow Indicator at static electricity indicator is pump
railway pump Temp. of HSD provided on Adhere to the SOP
house will get rise in tank(s) & SMP’s
malfunctioning pipeline Monitoring
Pressure may through TAS is
rise in tank(s) in place
Strict
supervision
during
operations
12.3.2 Less No Issue No Issue
Table 13: HAZOP STUDY WORKSHEET 2: Receipt of Ethanol from TT Gantry to Ethanol U/G Tank
S.N. NODE: Receipt of Ethanol from TT Gantry to Ethanol U/G Tank HAZOP Sheet No.: HAZOP/ETH/EX-
TT/02
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 31 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
Facilities: Outlet of Tank Truck at TT Gantry to Storage Tank Drawing/Diagram No.:
Parameter Guide Possible Causes Possible Measures / Action/Corrective
Words Consequences Existing Facilities measures Required
(Deviation) Safeguard
13.1 Flow
13.1.1 No No Ethanol in TT No transfer of Liquid level Visual Inspection
Connecting hoses Ethanol in indicator provided of operations to
Storage Tank. on All storage be carried out
not connected
Tanks and on TT. Inspection &
properly to Pressure rise in
maintenance of
unloading arm pipeline. Tripping system valves / pipelines
Strainer of pump(s) Operability to pump is to be carried out
may be fully problems provided as per schedule
choked. Loss of product Temperature Adhere to the
GV of Storage Tank transmitter SOP & SMP’s
Chances of fire
may be closed hazards provided on
Pipeline may be storage Tanks.
Formation of
fully choked VCE may occur, Strict supervision
Failure of pipeline which may result Regular
results in major in VCE scenario maintenance
leakage if catches schedule is
ignition source followed
System will be
isolated
immediately.
TAS Monitoring
Flow Indictor is
provided at
Pump(s)
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 32 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
S.N. NODE: Receipt of Ethanol from TT Gantry to Ethanol U/G Tank HAZOP Sheet No.: HAZOP/ETH/EX-
TT/02
Facilities: Outlet of Tank Truck at TT Gantry to Storage Tank Drawing/Diagram No.:
Parameter Guide Possible Causes Possible Measures / Action/Corrective
Words Consequences Existing Facilities measures Required
(Deviation) Safeguard
13.1.2 Less Connecting hoses Delay in Tank Liquid level As above
not connected loading operation indicator provided
properly to if not identified on All storage
unloading arm soon. Tanks and on TT.
Pipeline may be Loss of product. Tripping system
partially leaking Pressure may to pump is
from joints, flanges rise in pipeline. provided
& valves. Low level of Temperature
GV of Tank(s) may Ethanol in transmitter
be partially opened Tank(s) provided on
or choked. Formation of VCE storage Tanks.
Partial choking of may occur, Strict supervision
strainer of which may result Regular
pump(s). in VCE scenario if maintenance
Level Indicator of catches ignition schedule is
tank / TT may be source followed
malfunction System will be
Less quantity of isolated
ethanol in Tank immediately.
Truck TAS Monitoring
Flow Indictor is
provided at
Pump(s)
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 33 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
S.N. NODE: Receipt of Ethanol from TT Gantry to Ethanol U/G Tank HAZOP Sheet No.: HAZOP/ETH/EX-
TT/02
Facilities: Outlet of Tank Truck at TT Gantry to Storage Tank Drawing/Diagram No.:
Parameter Guide Possible Causes Possible Measures / Action/Corrective
Words Consequences Existing Facilities measures Required
(Deviation) Safeguard
13.1.3 More
13.1.4 Reverse None NRV provided in
the discharge of
pump(s)
13.2 Temperature
13.2.1 High Due to Two phase flow Vent is provided
surrounding heat. may occur in on tank
pipeline Hydrant line is
Pressure rise in provided through
storage tank out the Depot.
TAS monitoring
Sprinkler system
is provided
13.2.2 Low No Issue
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 34 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
Table 14: HAZOP STUDY WORKSHEET 3: Dispatch of Products from Storage Tanks through Product Pumps
S.N NODE: Dispatch Of products from Storage tank through Product HAZOP Sheet No.:HAZOP/PDT/TT/03
Pumps
Facilities: Storage tank Outlet to TT loading Gantry Drawing/Diagram No.
Parameter Guide Possible Causes Possible Measures / Action/Corrective
Words Consequences Existing Facilities measures Required
(Deviation) Safeguard
14.1 Flow
14.1.1 No No product flow No transfer of Pressure Level It is required to
to Pump house product to TT alarms/ pressure follow relevant OISD
loading. indicator/Local for maintenance of
Pump Inlet/outlet
pressure gauges
valve may be Failure of Pumps, valves &
are provided in
closed pumps network as per pipelines.
Leakage in Chances of design standard. Adherence to SOP.
pipeline between cavitations in Control and
monitoring
Pumps & Tank pumps/dry run
through TAS
Strainer of of pump may Isolation of
Pump(s) may be results in operation is in
fully choked. electricity place
Failure of TT consumption SOP are in
Operability placed.
loading pumps
- Mechanical Problems
failure Loss of product
- Electrical Fire Hazards if
Failure catches ignition
Inlet Valve of source
Storage Tank
may be closed
Pipeline may be
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 35 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
S.N NODE: Dispatch Of products from Storage tank through Product HAZOP Sheet No.:HAZOP/PDT/TT/03
Pumps
Facilities: Storage tank Outlet to TT loading Gantry Drawing/Diagram No.
Parameter Guide Possible Causes Possible Measures / Action/Corrective
Words Consequences Existing Facilities measures Required
(Deviation) Safeguard
fully choked.
14.1.2 Less Suction Delay in TT Pressure Level Seal flushing /
/discharge of loading alarms/ quenching system
pump(s) may be operation if not pressure for clogging must be
indicator/Local
low identified soon. checked regularly.
pressure gauges
Leakage in Loss of product It is required to
are provided in
pipeline at flange network. follow relevant OISD
Fire Hazards if
joints Temperature for maintenance of
catches ignition
Indicator are Pumps, valves &
Low suction to source.
provided on pipelines.
Pipeline pumps Pressure may storage Tank Adherence to SOP.
Gate valve of rise in that in Control and
Tank(s) may be that section of monitoring
partially opened pipeline. through TAS
or choked Isolation of
operation is in
Partial choking of place.
strainer of SOP are in
pump(s) placed.
Level Indicator of
tank may be
failure
Connecting hoses
not connected
properly at
Gantry area.
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 36 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
S.N NODE: Dispatch Of products from Storage tank through Product HAZOP Sheet No.:HAZOP/PDT/TT/03
Pumps
Facilities: Storage tank Outlet to TT loading Gantry Drawing/Diagram No.
Parameter Guide Possible Causes Possible Measures / Action/Corrective
Words Consequences Existing Facilities measures Required
(Deviation) Safeguard
Level Indicator of
tank truck may
be failure.
Pipeline may be
partially choked
14.1.3 More Suction/Discharge Pressure rise in Safety Measures Adherence to SOP.
of pump may be pipeline. as listed in SOP.
more. Overfilling of Recirculation
Low back wagon may system is
pressure result in loss of provided.
product.
Possibility of
leakage form
joints/valve
flanges and
gland may
result in Fire
Hazards.
14.1.4 Reverse None None
14.2 Temperature
14.2.1 High Due to fire in the Two phase flow Hydrant line is Fire protection
surrounding area. may occur in provided system check should
line which may through out the include in regular
rise pressure in Depot. checklist to ensure
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 37 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
S.N NODE: Dispatch Of products from Storage tank through Product HAZOP Sheet No.:HAZOP/PDT/TT/03
Pumps
Facilities: Storage tank Outlet to TT loading Gantry Drawing/Diagram No.
Parameter Guide Possible Causes Possible Measures / Action/Corrective
Words Consequences Existing Facilities measures Required
(Deviation) Safeguard
pipeline. Temperature the healthiness of
Indication is the system.
provided on
Tank(s)
Sprinkler
system is
provided.
14.2.2 Temperature Less None No Issue None
14.3 Pressure
14.3.1 High TT loading Pressure get Pressure Level High pressure trip
Pump(S) suction / rise in pipeline alarms/ must be integrated
discharge is more may result in pressure with pump.
indicator/Local
Pump malfunction generation of Adherence to SOP.
pressure
Flow Indicator at static gauges.
railway pump electricity. PRV’s are
house Temp. of provided in line
product will get at both stations.
Malfunctioning Control and
rise in pipeline.
Minimum TT point monitoring
loading. Pressure may through TAS
rise in tank(s) Strict
supervision
during
operations
SOP is in place.
14.3.2 Low No Issue No Issue
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 38 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
Table 15: HAZOP STUDY WORKSHEET 4: VRU Operation-I
NODE:VRU Operation-I HAZOP Sheet No.:HAZOP/VRU/VAP/04
Facilities: Vapor Inlet to Scrubber Drawing/Diagram No.:VRU/200168-001
S.N. Guide
Possible Measures / Existing Action/Corrective
Parameter Words Possible Causes
Consequences Facilities Safeguard measures Required
(Deviation)
15.1 Flow
15.1.1 No HV621 shut/gate Pressure may Pressure relief Scrubber to be put
fall be high at system at gantry. on circulation with
No loading at TT gantry. PLC control is in PCV601 spill back
Line liquid Liquid may place. on.
blockage. build up in Check at site to
Flame arrester vapor line. rectify the possible
F621 choking. TT031 may causes.
UV622 full open. go down. Adherence to SOP.
VSDS fail. Compressor
may trip for
PCV601 open
low suction
with NRV pass.
pressure.
NV030 stuck at
PI071 may go
shut position.
up due to
back
pressure.
Vacuum
pump (CM)
may trip.
15.1.2 Less Leakage from the Chances of Hydrocarbon Adherence to SOP.
valve/system. fire hazards. detectors are in
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 39 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
NODE:VRU Operation-I HAZOP Sheet No.:HAZOP/VRU/VAP/04
Facilities: Vapor Inlet to Scrubber Drawing/Diagram No.:VRU/200168-001
S.N. Guide
Possible Measures / Existing Action/Corrective
Parameter Words Possible Causes
Consequences Facilities Safeguard measures Required
(Deviation)
Less lighter Recovery low. place.
component to Compressor Fire fighting
recover from MS. may operate system as per
Less loading with spill back OISD.
operation. open. PLC control is in
place.
15.1.3 High More loading Chances of VSDS to control Reduction at TT
operation. liquid the compressor. loading operation.
Less Absorption at carryover. PSV at scrubber Adherence to SOP.
Scrubber Loss of bottom are in line if
High lighters level in sudden
(Mainly C4 & C5 Scrubber. pressurization
Olefins) in MS. Recovery load occurs.
on down SOP are in place.
stream facility
may go up.
15.1.4 Reverse Compressor High pressure NV030 is in line ---
Flow Stop. at gantry line. PC601 NRV in line.
Valve UV522 float with
malfunction. stack so back flow
is not possible
from this loop.
15.2 Temperature
15.2.1 Low Less vapor flow Chances of PLV601 spill back Adherence to SOP.
liquid
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 40 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
NODE:VRU Operation-I HAZOP Sheet No.:HAZOP/VRU/VAP/04
Facilities: Vapor Inlet to Scrubber Drawing/Diagram No.:VRU/200168-001
S.N. Guide
Possible Measures / Existing Action/Corrective
Parameter Words Possible Causes
Consequences Facilities Safeguard measures Required
(Deviation)
Low surrounding condensation. may open.
temperature. Compressor VSDS to control
Less loading may surge. the compressor.
operation. PLC is in place to
Flame arrester take care of
F621 choked. downstream
recovery system.
15.2.2 High Heavy TT031 may VSDS to control Close monitoring of
components go down. the compressor. parameters with
carryover in Compressor Temperature respect to design.
vapor. load may go sensors are at Adherence to SOP.
High up. strategic
surrounding. FI046 may go Locations.
temperature. up to PLC controls are in
maximize the place.
efficiency of
scrubber.
Recovery load
on down
stream facility
may go up.
15.3 Pressure
15.3.1 Low May be Less Compressor Hydrocarbon As above
lighter may surge detectors are in
component to Chances of place.
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 41 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
NODE:VRU Operation-I HAZOP Sheet No.:HAZOP/VRU/VAP/04
Facilities: Vapor Inlet to Scrubber Drawing/Diagram No.:VRU/200168-001
S.N. Guide
Possible Measures / Existing Action/Corrective
Parameter Words Possible Causes
Consequences Facilities Safeguard measures Required
(Deviation)
recover from MS. fire hazards. PLV601 spill back
Less loading Pressure may open.
operation. profile at VSDS to control
Leakage from the downstream the compressor.
valve/system. of Scrubber
May be UV522 may go down.
float with stack
15.3.2 High More loading Liquid may PSV at scrubber Stack area to check
operation. carryover in are in line for any spillage due
scrubber PLC controls are in to PSV opening.
High lighters
place.
(Mainly C4 & C5 downstream Ensure adequate
System is design
Olefins) in MS. section. for all loading number of fire
PI071 may be LI042 may circumstances. monitor/hydrant in
high. drop. stack area.
PCV044 may
on higher
side.
Vapor
Recovery may
drop.
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 42 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
Table 16: HAZOP STUDY WORKSHEET 05: VRU Operation-II
NODE:VRU Operation-II HAZOP Sheet No.:HAZOP/VRU/Liq/05
Facilities: Liquid inlet to Scrubber Drawing/Diagram No.:VRU/200168-001
S.N. Guide Measures /
Possible Action/Corrective
Parameter Words Possible Causes Existing Facilities
Consequences measures Required
(Deviation) Safeguard
16.1 Flow
16.1.1 No P-611 trip No vapor PSV at scrubber Schedule
HV611/ recovery at are in line Maintenance
scrubber. VRU can be checklist should be
HV026 shut
bypass to stack follow up strictly for
UV608 shut LI042 may go
using UV522. healthiness of pump.
down.
PCV033 shut PLC are in place.
PCV044 may on Instrument
P-611 strainer SOP is in place.
higher side. interlocks simulation
choked.
Vapor recovery checklist should be
RO-036 follow up strictly.
may be shifted
choked.
to downstream Adherence to SOP.
of scrubber.
No liquid to
compressor ring.
Compressor may
trip on seal
interlocks.
Scrubber packing
may be dry
which lead to
damage.
16.1.2 Less Leakage from Chances of fire Hydrocarbon Field check for cause
the hazards. detectors are in rectification.
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 43 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
NODE:VRU Operation-II HAZOP Sheet No.:HAZOP/VRU/Liq/05
Facilities: Liquid inlet to Scrubber Drawing/Diagram No.:VRU/200168-001
S.N. Guide Measures /
Possible Action/Corrective
Parameter Words Possible Causes Existing Facilities
Consequences measures Required
(Deviation) Safeguard
valve/system. Scrubber place. Adherence to SOP.
P-611 strainer efficiency may Fire fighting
Partial choke. drop. system as per
PCV033 stuck Vapor recovery OISD.
at minimum may be shifted PLC is in place.
position. to downstream SOP is in place.
of scrubber.
LI042 may go
down.
16.1.3 High P-611 on full Chances of liquid PLC control is in Field operator to
load. carryover to down place. check MS pump
PCV033 on stream system. SOP are in place. pump network
higher side. LI042 may go regularly.
Back pressure higher side. Adherence to SOP.
from scrubber Pressure
on lower side. differential across
Scrubber packing
may increase.
16.1.4 Reverse P-611 trip --- PCV033 and
Flow Valve NV611 (NRV) are
malfunction. in place.
16.2 Temperatur
e
16.2.1 Low Low Scrubber PLC controls are Adherence to SOP.
surrounding efficiency may in place.
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 44 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
NODE:VRU Operation-II HAZOP Sheet No.:HAZOP/VRU/Liq/05
Facilities: Liquid inlet to Scrubber Drawing/Diagram No.:VRU/200168-001
S.N. Guide Measures /
Possible Action/Corrective
Parameter Words Possible Causes Existing Facilities
Consequences measures Required
(Deviation) Safeguard
temperature. further improve. SOP are in place.
Vapor recovery
load on scrubber
downstream may
reduce.
16.2.2 High High Scrubber PLC controls are Adherence to SOP.
surrounding efficiency may in place. High bed
temperature. reduce. Temperature temperature safety
Vapor recovery sensors at interlocks should
load on scrubber strategic points act.
downstream may in the carbon
increase. beds.
16.3 Pressure
16.3.1 Low P-611 strainer Scrubber PLC controls are Adherence to SOP.
Partial choke. efficiency may in place.
Leakage from reduce. Pressure
the valve/ Vapor recovery sensors/controls
System. load on scrubber at strategic
P-611 seal / downstream may location.
gland leak. increase.
PCV033 may
stucked at
minimum
opening.
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 45 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
NODE:VRU Operation-II HAZOP Sheet No.:HAZOP/VRU/Liq/05
Facilities: Liquid inlet to Scrubber Drawing/Diagram No.:VRU/200168-001
S.N. Guide Measures /
Possible Action/Corrective
Parameter Words Possible Causes Existing Facilities
Consequences measures Required
(Deviation) Safeguard
16.3.2 High P-611 may run Liquid may flash System is design Adherence to SOP.
on high amps. inside the for all loading
scrubber. circumstances.
PCV033 may
PSV’s are in
flat open. Scrubber place.
efficiency may PLC controls are
reduce. in place.
Table 17: HAZOP STUDY WORKSHEET 6: VRU Operation-III
NODE: VRU Operation-III HAZOP Sheet No.:HAZOP/VRU/Mem/06
Facilities Membrane process Unit Drawing/Diagram No.:VRU/200168-001
S.N. Guide Measures /
Possible Action/Corrective
Parameter Words Possible Consequences Existing Facilities
Causes measures Required
(Deviation) Safeguard
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 46 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
NODE: VRU Operation-III HAZOP Sheet No.:HAZOP/VRU/Mem/06
Facilities Membrane process Unit Drawing/Diagram No.:VRU/200168-001
S.N. Guide Measures /
Possible Action/Corrective
Parameter Words Possible Consequences Existing Facilities
Causes measures Required
(Deviation) Safeguard
17.1 Flow
17.1.1 No UV045 shut. No vapor load on PLC is in place. UCV045 and PC045
PCV601 full membrane unit. SOP is in place. should include in
open. PCV044 may shut. safety interlocks.
Vacuum pump CM2 Adherence to SOP.
may be offload.
17.1.2 Less Leakage Membrane efficiency PLC are in place. Adherence to SOP.
from the may drop due to SOP is in place.
valve reduction in draft.
/system. PCV044 try to
Less lighter maintain the pressure
component at membrane.
to recover
from MS.
UV045 stuck
at minimum
position.
17.1.3 High UV045 full PCV044 may open PICS044 HI PCV197 closer
open. more to control the signal to PIC044 should incorporate
PIT044 may pressure at actuate. with opening of
be high. membrane. PSV061 HI UV196.
PIT061may increase signal to PCV Vacuum pump
and give Hi Pressure 197 closer. should trip at
command to PCV197 PLC are in place. PS064HH and
to close and line TISA062HH.
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 47 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
NODE: VRU Operation-III HAZOP Sheet No.:HAZOP/VRU/Mem/06
Facilities Membrane process Unit Drawing/Diagram No.:VRU/200168-001
S.N. Guide Measures /
Possible Action/Corrective
Parameter Words Possible Consequences Existing Facilities
Causes measures Required
(Deviation) Safeguard
UV196 to downstream SOP is in place.
of Vacuum pump.
PH064 HH.
17.1.4 Reverse UV-45 shut --- NRV NV052 and
NV060 are in
place
17.2 Temperature
17.2.1 Low Less vapor Membrane efficiency System is design Adherence to SOP.
flow may drop. for all loading
Low TE062 & PI071 may circumstances.
surrounding. come down across PLC is in place.
Temperature vacuum pump. SOP is in place.
.
17.2.2 High Heavy Membrane exposed to Temperature
components high temperature. sensors are at
carryover in TE062 across vacuum strategic
vapor. pump may go up. Locations.
High PLC controls are
surrounding. in place.
Temperature
.
17.3 Pressure
17.3.1 Low May be less Chances of fire System is design Adherence to SOP.
lighter hazards. for all loading
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 48 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
NODE: VRU Operation-III HAZOP Sheet No.:HAZOP/VRU/Mem/06
Facilities Membrane process Unit Drawing/Diagram No.:VRU/200168-001
S.N. Guide Measures /
Possible Action/Corrective
Parameter Words Possible Consequences Existing Facilities
Causes measures Required
(Deviation) Safeguard
component Pressure profile at circumstances.
to recover downstream of PLC is in place.
from MS. membrane may go SOP is in place.
Leakage down.
from the Membrane efficiency
valve/ may drop due to
system. reduction in draft.
UV045 may
be stuck at
minimum.
17.3.2 High PIT044 high. PCV044 may open PICS044 HI PCV197 closer
UV045 full more to control the signal to PIC044 should incorporate
open. pressure at actuate. with opening of
PCV044 membrane. PSV061 HI UV196.
stuck at PIT061may increase signal to PCV
minimum. and give Hi Pressure 197 closer.
command to PCV197 PLC is in place.
to close and line SOP is in place.
UV196 to downstream
of Vacuum pump.
PH064 HH.
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 49 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
Table 18: HAZOP STUDY WORKSHEET 7: VRU Operation-IV
NODE:VRU Operation-IV HAZOP Sheet No.:HAZOP/VRU/PSA/07
Drawing/Diagram No.:VRU/200168-
Facilities:PSA process
001
S.N.
Guide Measures / Action/Corrective
Possible
Parameter Words Possible Causes Existing Facilities measures
Consequences
(Deviation) Safeguard Required
18.1 Flow
18.1.1 No PLC is in place.
PCV 044 shut No recovery at Adherence to
PSA. SOP is in place. SOP.
HV110 shut.
QT587 may show
HV186 full
high HC.
open.
VP101/102 may
UV181 shut
drop.
for adsorption.
PCV187 may shut
F187 may
choke. TE111/121 may
drop.
18.1.2 Less PSA on low PLC is in place. Adherence to
PCV 044 stuck
at minimum efficiency. SOP is in place. SOP.
opening. VP101/102 cycle
Less vapor may prolong.
load to PSA. TE111/121 may
UV181 drop.
malfunction.
18.1.3 High PCV 044 full TE111/121 may go PLC is in place. Operation to step
open. up. SOP is in place. up to increase
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 50 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
NODE:VRU Operation-IV HAZOP Sheet No.:HAZOP/VRU/PSA/07
Drawing/Diagram No.:VRU/200168-
Facilities:PSA process
001
S.N.
Guide Measures / Action/Corrective
Possible
Parameter Words Possible Causes Existing Facilities measures
Consequences
(Deviation) Safeguard Required
Vapor load PCV187 may open the vapor
may increase. more. recovery at first
Membrane QT587 may show two stages.
process more HC content. Adherence to
efficiency may Cycle time may SOP.
low. reduce.
18.1.4 Reverse PSA float with
PCV 044 trip
stack pressure.
So reverse flow
is not possible.
18.2 Temperature
18.2.1 Low Less vapor PSA may be on low Temperature Adherence to
flow. efficiency. sensors are at SOP.
Low Cycle time may strategic
surrounding. prolong. Locations.
temperature PLC is in place.
Less loading SOP is in place.
operation at
TT.
18.2.2 High More vapor TE111/121 may go PLC is in place. Adherence to
load to PSA up. SOP is in place. SOP.
Heavy Hot spot may be on
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 51 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
NODE:VRU Operation-IV HAZOP Sheet No.:HAZOP/VRU/PSA/07
Drawing/Diagram No.:VRU/200168-
Facilities:PSA process
001
S.N.
Guide Measures / Action/Corrective
Possible
Parameter Words Possible Causes Existing Facilities measures
Consequences
(Deviation) Safeguard Required
components bed.
carryover in Cycle time may
vapor. reduce.
High
surrounding.
temperature
Efficiency of
pre stage
process may
drop.
18.3 Pressure
18.3.1 Low Less lighter Chances of fire System is design HV186 should
component to hazards. for all loading float with stack
recover from Bed saturation circumstances. directly if
MS. process will PLC is in place. PC187/VP101
Less loading prolong. SOP is in place. very low and
operation. QT587 shows
Leakage from very very low HC
the content.
valve/system. Adherence to
SOP.
18.3.2 High More loading TE111/121 may go PLC is in place. Adherence to
operation at up. SOP is in place. SOP.
TT gantry. Cycle time may
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 52 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
NODE:VRU Operation-IV HAZOP Sheet No.:HAZOP/VRU/PSA/07
Drawing/Diagram No.:VRU/200168-
Facilities:PSA process
001
S.N.
Guide Measures / Action/Corrective
Possible
Parameter Words Possible Causes Existing Facilities measures
Consequences
(Deviation) Safeguard Required
Efficiency of reduce.
pre stage PCV187 may open
process may more.
drop. QT587 may show
more HC content.
Hot spot may be on
bed.
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 53 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT NO. HPCL/HAZOP/ KDP/64/REV/00
5 RECOMMENDATIONS
Based on findings of HAZOP study in the form of HAZOP worksheets of KADAPA PETROLEUM
DEPOT, the aroused recommendations are listed in worksheets. However, these are also
summarized below as specific recommendations. Some other general recommendations are
listed under “General Recommendation” heading.
1. Specific Recommendations:
S.N. Recommendations Reference
from Sheet
Table Receipt of MS/HSD/SKO/FO from Wagon Unloading gantry to Storage
12 Tanks
1 Strict Visual Inspection of operations to be carried out 12.1.1
2 Calibration of the instruments to be carried out as per schedule 12.1.1
3 Inspection & maintenance of valves / pipelines should be carried 12.1.2
out as per schedule
4 High pressure trip must be integrated with Pump 12.1.3
5 Adhere to the SOP & SMP’s 13.3.1
Table Receipt of Ethanol from TT Gantry to Ethanol U/G Tank
13
6 Visual Inspection of operations to be carried out 13.1.1
7 Inspection & maintenance of valves / pipelines to be carried out 13.1.1
as per schedule
8 Adhere to the SOP & SMP’s 13.1.1
Table Dispatch of Products from Storage Tanks through Product Pumps
14
9 It is required to follow relevant OISD for maintenance of Pumps, 14.1.1
valves & pipelines.
10 Adhere to the SOP & SMP’s 14.1.1
11 Seal Flushing / quenching system for clogging must be checked 14.1.2
regularly
12 Fire protection system check should include in regular checklist to 14.2.1
ensure the healthiness of the system.
Table VRU Operation-I
15
13 Scrubber to be put on circulation with PCV601 spill back on. 15.1.1
14 Check at site to rectify the possible causes. 15.1.1
15 Adherence to SOP 15.1.1
16 Reduction at TT loading operation. 15.2.2
17 Close monitoring of parameters with respect to design. 15.2.2
18 Stack area to check for any spillage due to PSV opening. 15.3.2
19 Ensure adequate number of fire monitor/hydrant in stack area. 15.3.2
Table VRU Operation-II
16
20 Schedule Maintenance checklist should be follow up strictly for 16.1.1
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD Page 94 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT
HPCL/HAZOP/ KDP/64/REV/00
NO.
S.N. Recommendations Reference
from Sheet
healthiness of pump
21 Instrument interlocks simulation checklist should be follow up 16.1.1
strictly.
22 Adherence to SOP. 16.1.1
23 Field check for cause rectification. 16.1.2
24 High bed temperature safety interlocks should act. 16.2.2
Table VRU Operation-III
17
25 UCV045 and PC045 should include in safety interlocks. 17.1.1
26 PCV197 closer should incorporate with opening of UV196. 17.1.3
27 Vacuum pump should trip at PS064HH and TISA062HH. 17.1.3
28 Adherence to SOP 17.3.1
Table VRU Operation-IV
15
29 Operation to step up to increase the vapor recovery at first two 18.1.3
stages.
30 HV186 should float with stack directly if PC187/VP101 very low 18.3.1
and QT587 shows very very low HC content.
31 Adherence to SOP. 18.3.1
2. General Recommendations:
1. Strict supervision of Depot personnel during Loading of Petroleum products in
storage tanks, loading of tank trucks, blending of ethanol with MS during MS TT
Loading operation, should be carried out.
2. Any change/replacement /removal, addition etc in facility instrument /valve
/setting /cut off/trip /alarms setting must be ensured of safe operation and
updated in P&ID.
3. Integrity of instrumentation, facilities must be ensured periodically through
calibration and other verification measures.
4. In case of major change in process parameter /facility, risk analysis and HAZOP
study must be carries out.
5. Maintenance of pumps must be done as per OISD-STD 119.
6. Mechanical seal of pipeline, flange joints of valves should be regularly monitored
to prevent leakage.
7. Visual inspection of pipeline must be done regularly to locate leaks.
Revision No. 0 EC Chapter 1 /55
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD
Page 98 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT
HPCL/HAZOP/ KDP/64/REV/00
NO.
8. MSDS of petroleum products should be followed while handling & storage.
9. Earthing must be provided on the pipeline & storage tanks and should be
checked.
10. All the hydrant points should be easily accessible. All should be in working
condition. Maintenance of all fire fighting systems should be done on regular basis
as per schedule developed at Depot.
11. Back washing of strainer should be done in regular interval in order to avoid
chocking.
12. All Electrical Equipment & their installation should be as per OISD standard 137.
All electrical fittings should be flame proof type.
Revision No. 0 EC Chapter 1 /56
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD
Page 98 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT
HPCL/HAZOP/ KDP/64/REV/00
NO.
APPENDIX – I: MATERIAL SAFETY DATA SHEET (MSDS)
Material Safety Data Sheet (MSDS) For MS
A. Identification
CAS No. : Not Available
Typical Composition : Blend of paraffin’s, napthenes, aromatics & olefins
Characteristics : Orange to bronze in appearance, Liquid with perceptible
odor, immiscible in water, Lighter than water
B. Physical Properties
Specific Gravity : 0.72 (Range)
Boiling Point : 25°C to 225°C (Variable with season & location)
Flash Point : - 45°C
Auto Ignition Temp. : 280 to 429°C
Vapor Pressure : 0.35-1.05 Kgf/cm2 (max.) @ 37°C
Vapor Density : 3 to 4 (Range) (Air = 1)
Percent Volatile : 99+
Flammability Limits : Lower (LEL) = 1.4%; Upper (UEL) = 7.4%
Category : Class A (Flash Point <23°C)
Reactivity : On Exposure to Thermal Energy & Light, it is stable.
Incompatibility with strong oxidizers. Normal
Combustion forms CO2 & Water. Incomplete
Combustion can produce Carbon Monoxide (CO).
C. Fire/Explosion Hazards
This oil presents an extreme fire hazard. Liquid evaporates very quickly, even at
low temperatures, and forms vapor, which can catch fire & burn with explosive
violence. Invisible vapor is heavier than air & spreads along the ground (that is
why more susceptible to meet with an ignition source). It can be set on fire by
many sources such as pilot lights, welding unit, and spark from electrical motors &
switches. Heating can cause pressure rise with risk of bursting & subsequent
explosion.
Fire Fighting: Foam, carbon dioxide, dry chemical powder, halones or water
sprays/fog to be used.
D. Health Hazards
IDLH : 5000 ppm
TLV/TWA : 300 ppm
Target Organs : Respiratory system, Eyes, Skin.
Pathway : Inhalation, Ingestion, Skin & Eye contact.
Symptoms : Lightheadedness, drowsiness, irritation in eyes, nose,
skin, dermatitis.
E. First Aid
Revision No. 0 EC Chapter 1 /57
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD
Page 98 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT
HPCL/HAZOP/ KDP/64/REV/00
NO.
Eye - If this chemical contacts the eyes, immediately wash the eyes with large
amount of water, occasionally lifting lower and upper lids. Get medical
attention immediately. Contact lenses should not be worn when working
with this chemical.
Skin - If this chemical contacts the skin, promptly wash the contaminated skin
with soap and water. If this chemical penetrates the clothing, promptly
remove the clothing and wash the skin with soap and water. Get
medical attention promptly.
Breath - If a person breathes large amounts of this chemical, move the exposed
person to fresh air at once. If breathing has stopped, perform mouth-
to mouth resuscitation. Keep the affected person warm and at rest. Get
medical attention as soon as possible.
Swallow - If this chemical has been swallowed, get medical attention immediately.
Do not make person vomit
Material Safety Data Sheet (MSDS) For SKO
A. Identification
CAS No. : 8008-20-6
Typical Composition : Blend of aromatics & olefins
Characteristics : Colorless liquid, insoluble in water, Lighter than
water
B. Physical Properties
Specific Gravity : 0.76 (Range)
Boiling Point : 180°C to 250°C (Variable with season &
location)
Flash Point : 21°C to 55°C
Auto Ignition Temp. : 254 °C
Vapor Density : 4.5 (Air = 1)
Category : Class B (23°C < F.P. > 65°C)
Reactivity : Stable under normal storage conditions. Incomplete
combustion can produce Carbon Monoxide.
C. Fire/Explosion Hazards
This oil presents a moderate fire hazard. The vapor is invisible, heavier than air
and spreads along the ground. Heating can cause pressure rise with risk of
bursting and subsequent explosion
Fire Fighting: Foam, carbon dioxide, dry chemical powder, halones or water
sprays /fog to be used.
Revision No. 0 EC Chapter 1 /58
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD
Page 98 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT
HPCL/HAZOP/ KDP/64/REV/00
NO.
D. Health Hazards
IDLH : Not Available
TLV/TWA : 200 ppm
Target Organs : Eyes & Skin
Pathway : Inhalation, Ingestion, Skin & Eye contact
Symptoms : Irritation in skin, nose & eyes, headache.
E. First Aid
Eye - If this chemical contacts the eyes, immediately wash the eyes with
large amount of water, occasionally lifting lower and upper lids. Get
medical attention immediately. Contact lenses should not be worn
when working with this chemical.
Skin - If this chemical contacts the skin, promptly wash the contaminated
skin with soap and water. If this chemical penetrates the clothing,
promptly remove the clothing and wash the skin with soap and water.
Get medical attention promptly.
Breath - If a person breathes large amounts of this chemical, move the
exposed person to fresh air at once. If breathing has stopped,
perform mouth-to-mouth resuscitation. Keep the affected person
warm and at rest. Get medical attention as soon as possible.
Swallow - If this chemical has been swallowed, get medical attention
immediately. Do not make person vomit
Material Safety Data Sheet (MSDS) For HSD
A. Identification
CAS No. : Not Available
Typical Composition : Mixture of aromatics & olefins
Characteristics : Pale yellow oily liquid with odor, insoluble in
water
B. Physical Properties
Specific Gravity : 0.82 (Range)
Boiling Point : 225 to 300°C (Variable with season and location)
Flash Point : 55°C to 100°C
Auto Ignition Temp. : 277 °C
Flammability Limits : Lower (LEL): 1.3%; Upper (UEL): 6%
Category : Class B (23°C < F.P. > 65°C)
Reactivity : Stable under normal storage conditions. Incomplete
combustion can produce Carbon Monoxide.
C. Fire/Explosion Hazards
Revision No. 0 EC Chapter 1 /59
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD
Page 98 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT
HPCL/HAZOP/ KDP/64/REV/00
NO.
This oil presents a moderate fire hazard. Heating can cause pressure rise with risk
of bursting and subsequent explosion. Can form explosive mixture with air
particularly in empty containers.
Fire Fighting: Foam, carbon dioxide, dry chemical powder, halones or water
sprays/ fog to be used.
D. Health Hazards
IDLH : Not Available
TLV/TWA : Not Available
Target Organs : Respiratory system, CNS
Pathway : By inhalation
Symptoms : Lightheadedness, drowsiness, irritation in
eyes, nose, skin, vomiting.
E. First Aid :
Eye - If this chemical contacts the eyes, immediately wash the eyes with large
amount of water, occasionally lifting lower and upper lids. Get medical
attention immediately. Contact lenses should not be worn when working
with this chemical.
Skin - If this chemical contacts the skin, promptly wash the contaminated
skin with soap and water. If this chemical penetrates the clothing,
promptly remove the clothing and wash the skin with soap and water.
Get medical attention promptly.
Breath - If a person breathes large amounts of this chemical, move the exposed
person to fresh air at once. If breathing has stopped, perform mouth-to-
mouth resuscitation. Keep the affected person warm and at rest. Get
medical attention as soon as possible.
Swallow - If this chemical has been swallowed, get medical attention immediately.
Do not make person vomit
Material Safety Data Sheet (MSDS) For Ethanol
A. Identification
CAS No. : 64-17-5
Typical Composition : Mixture of aromatics & olefins
Characteristics : Colorless liquid with Alcohol odor, soluble in water,
miscible with chloroform & ether
B. Physical Properties
Specific Gravity : 0.79
Boiling Point : 78.32°C
Flash Point : 13.0 (CC) 17.8°C (OC)
Revision No. 0 EC Chapter 1 /60
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD
Page 98 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT
HPCL/HAZOP/ KDP/64/REV/00
NO.
Auto Ignition Temp. : 422.7 °C
Flammability Limits : Lower (LEL): 3%; Upper (UEL) : 19%
Category : Class A (F.P < 23°C.)
Reactivity : Stable under normal storage conditions. Reacts violently
with Acetyl bromide (Evolves hydrogen bromide),
Dichloromethane + Sulfuric Acid +Nitrate or Nitrite,
Disulfuryl. Tetrachlorisilane + water and strong oxidents.
C. Fire/Explosion Hazards
Forms explosive products on reaction with ammonia + silver nitrate (forms silver
nitrite and silver fulminate)
Fire Fighting: Alcohol Foam, carbon dioxide, dry chemical powder, halones is
used.
D. Health Hazards
IDLH : Not Available
TLV/TWA : 1000 ppm
Target Organs : Respiratory system, Liver
Pathway : By inhalation, Ingestion, Eyes, Skin
Symptoms : Lightheadedness, drowsiness, irritation in eyes, nose,
throat, skin.
E. First Aid:
Eye - If this chemical contact the eyes, immediately wash the eyes with large
amount of water for 15 min, occasionally lifting lower and upper lids. Get
medical attention immediately. Contact lenses should not be worn when
working with this chemical.
Skin - If this chemical contacts the skin, promptly wash the contaminated skin
with soap and water. If this chemical penetrates the clothing, promptly
remove the clothing and wash the skin with soap and water. Get
medical attention promptly.
Breath - If a person breathes large amounts of this chemical, move the exposed
person to fresh air at once. If breathing has stopped, perform mouth-to-
mouth resuscitation. Keep the affected person warm and at rest. Get
medical attention as soon as possible.
Material Safety Data Sheet (MSDS) For FO
Identification
CAS No. : 68476
Typical Composition : A complex Mixture of hydrocarbon
Revision No. 0 EC Chapter 1 /61
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD
Page 98 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT
HPCL/HAZOP/ KDP/64/REV/00
NO.
Characteristics : Brown to black colour liquid with Characteristic smell
(Diesel like), insoluble in water.
B. Physical Properties
Specific Gravity : 0.9
Boiling Point : 185 - 500°C
Flash Point : 66°C
Auto Ignition Temp. : 263 - 407°C
Flammability Limits : Lower (LEL): 1%; Upper (UEL) : 5%
Category : Class C (F.P > 65°C.)
Reactivity : Stable under normal storage conditions. Hazardous on
combustion, products are Carbon dioxide, Carbon
monoxide and sulphur dioxide.
D. Fire/Explosion Hazards
FO is a combustible liquid and flammable liquid.
Fire Fighting: Carbon dioxide, dry chemical powder, Aqueous Film coating foam
are used. Water spray to be used to cool containers if exposed to fire.
D. Health Hazards
IDLH : Not Available
TLV/TWA : 10 mg/cu.m (If H2S present)
Target Organs : Respiratory system
Pathway : By inhalation, Ingestion, Eyes, Skin
Symptoms : Lightheadedness, drowsiness, irritation in eyes, nose,
throat, skin, Spontaneous Vomiting.
E. First Aid:
Eye - If this chemical contact the eyes, immediately wash the eyes with large
amount of water for 15 min, occasionally lifting lower and upper lids. Get
medical attention immediately. Contact lenses should not be worn when
working with this chemical.
Skin - If this chemical contacts the skin, promptly wash the contaminated skin
with soap and water. If this chemical penetrates the clothing, promptly
remove the clothing and wash the skin with soap and water. Get
medical attention promptly.
Breath - If a person breathes large amounts of this chemical, move the exposed
person to fresh air at once. Keep the affected person warm and at rest.
Do not induce vomiting if ingested. Affected body parts to be washed
with water and soap. Wash eyes thoroughly with water.
Revision No. 0 EC Chapter 1 /62
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD
Page 98 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT
HPCL/HAZOP/ KDP/64/REV/00
NO.
Revision No. 0 EC Chapter 1 /63
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD
Page 98 of 64
HAZARDS & OPERABILITY (HAZOP) STUDY
HPCL,NEW IRD, KADAPA
REPORT
HPCL/HAZOP/ KDP/64/REV/00
NO.
Revision No. 0 EC Chapter 1 /64
PREPARED BY HINDUSTAN PETROLEUM CORPORATION LIMITED, KADAPA NEW IRD
Page 98 of 64
You might also like
- Confined Space Entry - SH&E Risk Assessment: Middle EastDocument5 pagesConfined Space Entry - SH&E Risk Assessment: Middle EastyahiyaNo ratings yet
- QP Philosophy For Hse Risk ManagementDocument50 pagesQP Philosophy For Hse Risk Managementmahesh100% (3)
- GipipDocument443 pagesGipipLegend AnbuNo ratings yet
- Application HAZOP LOPA Figueroa 2015Document225 pagesApplication HAZOP LOPA Figueroa 2015ravisankar100% (1)
- Hydro Blasting Waste Water Treatment PDFDocument121 pagesHydro Blasting Waste Water Treatment PDFhainguyenbkvhv100% (1)
- Nace Mr0175Document37 pagesNace Mr0175_Anggyaa_No ratings yet
- Technical Proposal-Sewage Treatment AO ProcessDocument90 pagesTechnical Proposal-Sewage Treatment AO ProcessKamal DeshapriyaNo ratings yet
- Final Code of Safety Practice For An LPG Refilling Plant Completed (Final) With HLDocument57 pagesFinal Code of Safety Practice For An LPG Refilling Plant Completed (Final) With HLYeyen M. Evora67% (3)
- Geothermal Heat Pump Case StudiesDocument134 pagesGeothermal Heat Pump Case StudiesjwNo ratings yet
- Sample RRA ReportDocument132 pagesSample RRA ReportSumantrra ChattopadhyayNo ratings yet
- Caap 61 Aerodrome Survey RequirementsDocument42 pagesCaap 61 Aerodrome Survey RequirementsSrikanth ReddyNo ratings yet
- PRODUCTIONOF60000MTPAOFOLEOCHEMICALMETHYLESTERFROMRBDPALMKERNELOILDocument586 pagesPRODUCTIONOF60000MTPAOFOLEOCHEMICALMETHYLESTERFROMRBDPALMKERNELOILKevin Fernando PratamaNo ratings yet
- Study 145 Full ReportDocument51 pagesStudy 145 Full Reportbsjx dkdkNo ratings yet
- Pamphlet 76 - Edition 6 - Sept 2018 InglesDocument33 pagesPamphlet 76 - Edition 6 - Sept 2018 InglesRafael FonsecaNo ratings yet
- Final Report Mindanao Market AssessmentDocument47 pagesFinal Report Mindanao Market Assessmentsujaysarkar85No ratings yet
- HPCL Final Report Suyash PDFDocument65 pagesHPCL Final Report Suyash PDFTirumala SaiNo ratings yet
- Propane Dehydrogenation TechnologiesDocument9 pagesPropane Dehydrogenation TechnologiesparsmessengerNo ratings yet
- Risk Management in the Air Cargo Industry: Revenue Management, Capacity Options and Financial IntermediationFrom EverandRisk Management in the Air Cargo Industry: Revenue Management, Capacity Options and Financial IntermediationNo ratings yet
- LCHS - Oil Tanker For - TPM - 1Document65 pagesLCHS - Oil Tanker For - TPM - 1zz100% (1)
- MEP 15-018 - Eng - Rev PDocument32 pagesMEP 15-018 - Eng - Rev PTAR AEROLINEASNo ratings yet
- Final Report - NRCan Hydrogen Codes and Standards Gap Analysis Project PDFDocument202 pagesFinal Report - NRCan Hydrogen Codes and Standards Gap Analysis Project PDFSiddhartha ShekharNo ratings yet
- Data Leakage Detection SystemDocument17 pagesData Leakage Detection SystemNeeraj KumarNo ratings yet
- A 6326 PR 00 0039 001Document291 pagesA 6326 PR 00 0039 001sushilNo ratings yet
- A O R N G B: N Verview of Enewable Atural AS From IogasDocument55 pagesA O R N G B: N Verview of Enewable Atural AS From IogasBagas YuhuNo ratings yet
- Hazid Hazop Sil TorDocument23 pagesHazid Hazop Sil Tormohamed senoussiNo ratings yet
- 2 Zapatos v. PeopleDocument16 pages2 Zapatos v. PeopleVince Llamazares LupangoNo ratings yet
- Deltamarin Eedi Study For Emsa Final ReportDocument159 pagesDeltamarin Eedi Study For Emsa Final ReportPipolo PippoNo ratings yet
- Ch1Document16 pagesCh1zachary helton100% (2)
- Design Project - Report FINAL PDFDocument140 pagesDesign Project - Report FINAL PDFNhut Nguyen100% (2)
- 20 Nov 2018 131928360ALUOEW2RHazopDocument64 pages20 Nov 2018 131928360ALUOEW2RHazopThamer LehyaniNo ratings yet
- Qra HPCL Jalandhar Ird-Draft r1Document92 pagesQra HPCL Jalandhar Ird-Draft r1PABNo ratings yet
- Atlantic Canada Offshore Petroleum Industry Escape, Evacuation and RescueDocument34 pagesAtlantic Canada Offshore Petroleum Industry Escape, Evacuation and RescueMuhammad Fauzan HavidNo ratings yet
- Prefered Method in Evaluating Emissions From Gas and PetroleumDocument127 pagesPrefered Method in Evaluating Emissions From Gas and PetroleumyusoffdNo ratings yet
- World Bank LFG To E HandbookDocument236 pagesWorld Bank LFG To E Handbookhk168No ratings yet
- Henkel Adhesive Pre Feasibility - PVC & Phenolic ResinDocument86 pagesHenkel Adhesive Pre Feasibility - PVC & Phenolic Resinjvd prasadNo ratings yet
- The Rusty Chronicle - Issue 10 December 2005Document47 pagesThe Rusty Chronicle - Issue 10 December 2005Eric TingNo ratings yet
- IOCL PRDP Training PDFDocument37 pagesIOCL PRDP Training PDFAditya KumarNo ratings yet
- Ptac Pipeline Abandonment Final Report Dec PDFDocument80 pagesPtac Pipeline Abandonment Final Report Dec PDFcindy dianitaNo ratings yet
- Green Hydrogen TurkiyeDocument132 pagesGreen Hydrogen TurkiyeGkhn TsnNo ratings yet
- Senza TitoloDocument101 pagesSenza TitoloGMSNo ratings yet
- Phthalic Anhydride: SectionDocument9 pagesPhthalic Anhydride: SectionLuiz Rodrigo AssisNo ratings yet
- Canaport LNG Oil Handling Facility: Oil Pollution Emergency Plan FinalDocument79 pagesCanaport LNG Oil Handling Facility: Oil Pollution Emergency Plan FinalvhlactaotaoNo ratings yet
- 28 Dec 2017 115246187741G9VTDAnnexure-PrefisibilityReportDocument43 pages28 Dec 2017 115246187741G9VTDAnnexure-PrefisibilityReportsuraj jadhavNo ratings yet
- Types of Engines PDFDocument87 pagesTypes of Engines PDFVaishnavi SinghNo ratings yet
- Petro HraDocument99 pagesPetro HraRenata M. SantosNo ratings yet
- Oil Skimming: Business Potential and Strategic Options FacingDocument169 pagesOil Skimming: Business Potential and Strategic Options Facingnikesh moreNo ratings yet
- BackDocument55 pagesBackRoni HanafiyahNo ratings yet
- 0102 S8 TocDocument7 pages0102 S8 Tocمحمد عليNo ratings yet
- Canola and Soybean Oil Refining Packaging Unit Rs. 85.88 Million Dec-2022Document43 pagesCanola and Soybean Oil Refining Packaging Unit Rs. 85.88 Million Dec-2022AmjadKhanNo ratings yet
- 1992 119 DLDDocument168 pages1992 119 DLDDendenGalitNo ratings yet
- HSAC RP2016-2 Legacy Helidecks Revision 1Document43 pagesHSAC RP2016-2 Legacy Helidecks Revision 1Nhat CaoNo ratings yet
- Eqms India Pvt. LTD.: Environmental Impact Assessment Report For Expansion of Chemicals and Apis Production Unit. byDocument280 pagesEqms India Pvt. LTD.: Environmental Impact Assessment Report For Expansion of Chemicals and Apis Production Unit. byTimothy PruittNo ratings yet
- WSP Report-Panadura Zone 2Document92 pagesWSP Report-Panadura Zone 2Kishan ChandrasekaraNo ratings yet
- GENERAL INFORMATION REVISION 9a - PART 2Document71 pagesGENERAL INFORMATION REVISION 9a - PART 2Greg AkisNo ratings yet
- Solid Waste ManagementDocument284 pagesSolid Waste ManagementAndika Dimas PrinandaNo ratings yet
- Epa-1664 (Oil and Grease)Document28 pagesEpa-1664 (Oil and Grease)iqciro0% (1)
- Gohardani 2014Document22 pagesGohardani 2014Nguyễn XuânNo ratings yet
- TOS-POC-P&A-QA-002 Rev.A HELIDECK OPERATION MANUAL AND ADMINISTRATION SUPPORTDocument43 pagesTOS-POC-P&A-QA-002 Rev.A HELIDECK OPERATION MANUAL AND ADMINISTRATION SUPPORTSon DDarrellNo ratings yet
- Final Report Material BalanceDocument40 pagesFinal Report Material BalanceAdnan ANo ratings yet
- Statistical Handbook: For Canada's Upstream Petroleum IndustryDocument207 pagesStatistical Handbook: For Canada's Upstream Petroleum Industryapi-16218084No ratings yet
- Pollution Prevention: Methodology, Technologies and PracticesFrom EverandPollution Prevention: Methodology, Technologies and PracticesNo ratings yet
- Dirty Containers: A Measurement and Cost Estimation Approach of Atmospheric Pollution in Hong KongFrom EverandDirty Containers: A Measurement and Cost Estimation Approach of Atmospheric Pollution in Hong KongNo ratings yet
- Academic Thesis On James JoyceDocument67 pagesAcademic Thesis On James JoyceDanku MártonNo ratings yet
- D7895D7895M-14 Standard Test Method For Thermal Endurance of Coating Powders Used For Powder Coating Insulation SystemsDocument6 pagesD7895D7895M-14 Standard Test Method For Thermal Endurance of Coating Powders Used For Powder Coating Insulation Systemsastewayb_964354182No ratings yet
- 1.2 Universal Set and Complement of A SetDocument42 pages1.2 Universal Set and Complement of A SetNE RONo ratings yet
- Eberspacher EasyStart Timer - Diagnostic Workshop Menu (Fault Code Output)Document4 pagesEberspacher EasyStart Timer - Diagnostic Workshop Menu (Fault Code Output)jbvmpsmtrNo ratings yet
- Renal FunctionDocument5 pagesRenal FunctionMunish DograNo ratings yet
- Anthony Pym 2012 On Translator Ethics Translated BDocument4 pagesAnthony Pym 2012 On Translator Ethics Translated BJasmina PopNo ratings yet
- T Rec G.8300 202005 I!!pdf eDocument18 pagesT Rec G.8300 202005 I!!pdf eAgustin Vizcarra LizarbeNo ratings yet
- Chapter 7Document4 pagesChapter 7MALTI MAHESH VASHISTHNo ratings yet
- Idea of Sociology and Law PDFDocument11 pagesIdea of Sociology and Law PDFhdammuNo ratings yet
- Amc 023Document2 pagesAmc 023Konrad PaluchNo ratings yet
- Revit 2014 API Presentation SlidesDocument97 pagesRevit 2014 API Presentation SlidesNikita Sarin100% (1)
- Understanding The People of Sasak and Samawa)Document18 pagesUnderstanding The People of Sasak and Samawa)muhjuenNo ratings yet
- Name - : 5 Grade MathDocument16 pagesName - : 5 Grade MathCharity GarnerNo ratings yet
- JEE11 Counsellin&AdmsnDocument1 pageJEE11 Counsellin&AdmsnIndiaresultNo ratings yet
- Data Lifeguard Diagnostic For DOS: USB Bootable Setup InstructionsDocument6 pagesData Lifeguard Diagnostic For DOS: USB Bootable Setup InstructionsalexannderthegreatNo ratings yet
- Hash Functions Tiger HashDocument24 pagesHash Functions Tiger HashRAJ TAPASENo ratings yet
- Navalny Final Intervention 14.01.2020 No CoverDocument16 pagesNavalny Final Intervention 14.01.2020 No CoverEuropean Human Rights Advocacy Centre (EHRAC)No ratings yet
- Eris Kallisti Discordia The Book of Eris 2004 PDFDocument2 pagesEris Kallisti Discordia The Book of Eris 2004 PDFAngelNo ratings yet
- PFE ProjectDocument4 pagesPFE ProjectRoopal BeheraNo ratings yet
- Philosophy of EducationDocument2 pagesPhilosophy of Educationapi-252554368No ratings yet
- Color: Representation of Color in MATLABDocument4 pagesColor: Representation of Color in MATLABsharmiNo ratings yet
- Comparative Framework For The Analysis of International Student Movement - Gill and DeFronzoDocument23 pagesComparative Framework For The Analysis of International Student Movement - Gill and DeFronzoDave PikeNo ratings yet
- Presentation 090909Document16 pagesPresentation 090909HaziaaaakNo ratings yet
- Greta Thunberg TEDDocument3 pagesGreta Thunberg TEDGenesisNo ratings yet
- Curriculum Vitae: Personal DetailsDocument3 pagesCurriculum Vitae: Personal DetailsABHI THAKKARNo ratings yet
- Cesc PartnershipDocument18 pagesCesc PartnershipJulie Ann EstradaNo ratings yet